制备预埋式无针药管的模具和方法与流程
- 国知局
- 2024-08-01 03:08:15
本发明涉及医疗器械领域,尤其涉及一种制备预埋式无针药管的模具。
背景技术:
1、现有的无针药管的前端具有注射孔,该注射孔一般孔径较小,以确保药物以极快的速度穿透皮肤表层,进入皮下或肌肉组织,达到注射的效果。
2、在注塑过程中,孔径太小会导致无针药管的成型不稳定,进而导致注射孔不是圆形或者产生飞边,使得良品率较低。
3、因此,现有的制备无针药管的模具存在进一步改进的需要。
4、公开于本发明背景部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现思路
1、本发明的目的在于提供一种制备预埋式无针药管的模具和方法,其避免了在注塑过程中形成注射孔,使得无针药管的成型更加稳定,保证了注射孔的圆度,避免了飞边的产生,从而提高了良品率。
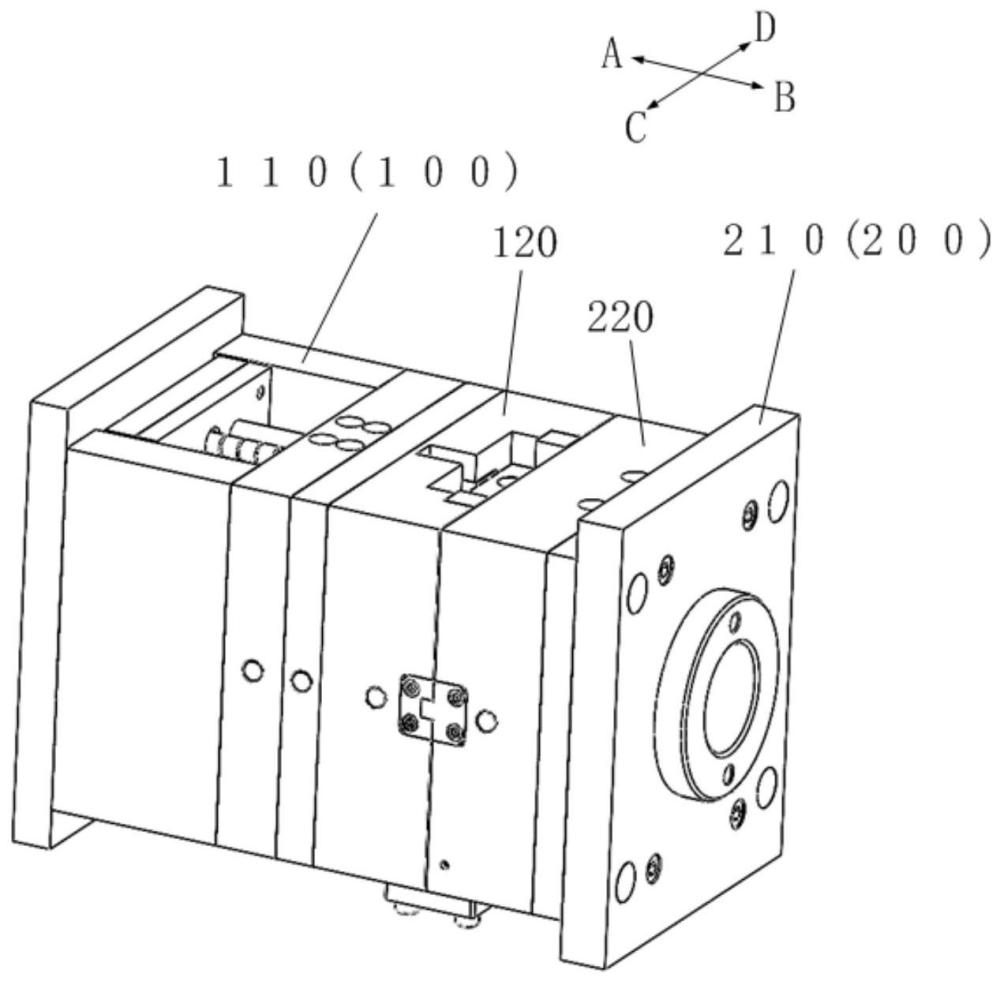
2、根据本发明的第一方面,提供了一种制备预埋式无针药管的模具,包括:第一模具本体,其具有第一型腔;第二模具本体,其具有第二型腔;模芯,其安装至所述第一型腔,并且所述模芯的前端能够在第一模具本体和第二模具本体合模后延伸至第二型腔内;以及嵌件,其能够在合模前预埋在所述模芯的前端,所述嵌件具有注射孔,并能够留在注塑成型后的药管中。
3、优选地,所述嵌件设置有多个。
4、优选地,所述嵌件为不锈钢毛细圆管。
5、优选地,所述模芯的前端具有模芯尖端,所述模芯尖端能够在第一模具本体和第二模具本体合模后延伸至第二型腔内。
6、优选地,所述第一模具本体包括第一模架和公模仁,所述第一模架安装在第一机床上,所述公模仁安装在第一模架上。
7、优选地,所述公模仁的朝向第二模具本体的一侧具有第一容纳空间,第一容纳空间内设置有两个对称的滑块,两个滑块能够沿着第一容纳空间滑动。
8、优选地,两个滑块的彼此靠近的一面具有第一半槽,两个滑块合拢时,两个第一半槽构成所述第一型腔的一端。
9、优选地,所述第二模具本体包括第二模架和母模仁,所述第二模架安装在第二机床上,所述母模仁安装在所述第二模架上。
10、优选地,母模仁的朝向第一模具本体的一侧具有与滑块对应的第二容纳空间,第二容纳空间的远离公模仁的侧壁具有向内凹陷的所述第二型腔。
11、优选地,模芯的位于第一模架和公模仁内的部分的外径与第一型腔的直径相适应,模芯的位于两个滑块内的部分的外径小于第一型腔的直径,模芯的位于第二型腔内的部分的外径小于第二型腔的直径,以在第一型腔的位于滑块内的部分和第二型腔内形成药管。
12、根据本发明的第二方面,提供了一种制备预埋式无针药管的方法,包括:步骤s110,在注塑前,将模芯放入第一模具本体的第一型腔;步骤s120,利用机械臂夹持嵌件,并将嵌件送入模芯的前端;步骤s130,将第一模具本体和第二模具本体合模;步骤s140,在第二模具本体的远离第一模具本体的一侧注入医用级pc材料;步骤s150,等待医用级pc材料冷却,然后脱模。
13、优选地,步骤s110包括以下步骤:步骤s111,分模;步骤s112,将两个滑块分离;步骤s113,利用机械臂将模芯放入第一模具本体的第一模架和公模仁;步骤s114,将两个滑块合拢。
14、本发明实施方案通过将具有注射孔的嵌件在合模前预埋在模芯的前端,并将能嵌件留在注塑成型后的药管中,避免了在注塑过程中形成注射孔,使得无针药管的成型更加稳定,保证了注射孔的圆度,避免了飞边的产生,从而提高了良品率。
15、本发明的方法和装置具有其它的特性和优点,这些特性和优点从并入本文中的附图和随后的实施方案中将是显而易见的,或者将在并入本文中的附图和随后的实施方案中进行详细陈述,这些附图和实施方案共同用于解释本发明的特定原理。
技术特征:1.一种制备预埋式无针药管的模具,其特征在于,包括:
2.根据权利要求1所述的制备预埋式无针药管的模具,其特征在于,所述嵌件设置有多个。
3.根据权利要求2所述的制备预埋式无针药管的模具,其特征在于,所述嵌件为不锈钢毛细圆管。
4.根据权利要求3所述的制备预埋式无针药管的模具,其特征在于,所述模芯的前端具有模芯尖端,所述模芯尖端能够在第一模具本体和第二模具本体合模后延伸至第二型腔内。
5.根据权利要求1所述的制备预埋式无针药管的模具,其特征在于,所述第一模具本体包括第一模架和公模仁,所述第一模架安装在第一机床上,所述公模仁安装在第一模架上。
6.根据权利要求5所述的制备预埋式无针药管的模具,其特征在于,所述公模仁的朝向第二模具本体的一侧具有第一容纳空间,第一容纳空间内设置有两个对称的滑块,两个滑块能够沿着第一容纳空间滑动。
7.根据权利要求6所述的制备预埋式无针药管的模具,其特征在于,两个滑块的彼此靠近的一面具有第一半槽,两个滑块合拢时,两个第一半槽构成所述第一型腔的一端。
8.根据权利要求6所述的制备预埋式无针药管的模具,其特征在于,所述第二模具本体包括第二模架和母模仁,所述第二模架安装在第二机床上,所述母模仁安装在所述第二模架上。
9.根据权利要求8所述的制备预埋式无针药管的模具,其特征在于,母模仁的朝向第一模具本体的一侧具有与滑块对应的第二容纳空间,第二容纳空间的远离公模仁的侧壁具有向内凹陷的所述第二型腔。
10.根据权利要求9所述的制备预埋式无针药管的模具,其特征在于,模芯的位于第一模架和公模仁内的部分的外径与第一型腔的直径相适应,模芯的位于两个滑块内的部分的外径小于第一型腔的直径,模芯的位于第二型腔内的部分的外径小于第二型腔的直径,以在第一型腔的位于滑块内的部分和第二型腔内形成药管。
11.一种制备预埋式无针药管的方法,其特征在于,包括:
12.根据权利要求11所述的制备预埋式无针药管的方法,其特征在于,步骤s110包括以下步骤:
技术总结本发明涉及一种制备预埋式无针药管的模具和方法,模具包括:第一模具本体,其具有第一型腔;第二模具本体,其具有第二型腔;模芯,其安装至所述第一型腔,并且所述模芯的前端能够在第一模具本体和第二模具本体合模后延伸至第二型腔内;以及嵌件,其能够在合模前预埋在所述模芯的前端,所述嵌件具有注射孔,并能够留在注塑成型后的药管中。本发明实施方案通过将具有注射孔的嵌件在合模前预埋在模芯的前端,并将能嵌件留在注塑成型后的药管中,避免了在注塑过程中形成注射孔,使得无针药管的成型更加稳定,保证了注射孔的圆度,避免了飞边的产生,从而提高了良品率。技术研发人员:叶树,居志杰,宋海受保护的技术使用者:江苏乐聚医药科技有限公司技术研发日:技术公布日:2024/6/26本文地址:https://www.jishuxx.com/zhuanli/20240723/211590.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表