一种高精度成型的注吹中空成型机的制作方法
- 国知局
- 2024-08-01 03:08:23
本发明涉及塑胶件加工,特别涉及一种高精度成型的注吹中空成型机。
背景技术:
1、大型的塑料筒件在生产时多采用注吹成型的方式,其生产时需要应用塑料板坯,将塑料板坯放在合模处,然后将塑料板坯加热,然后利用负压或正压将热塑料板坯成型至凹模或凸模的表面,从而成型出筒件制品。此种方式被广泛应用在塑料薄壁筒件的生产中。
2、就目前的大型筒件生产而言,主要存在着的问题有以下几个方面:
3、一、由于大型筒件体积大,在开模之后,开模卸料是一个比较困难的操作;
4、二、由于大型筒件采用的塑料板坯原料更大,在开模和取件之后,需要进行切飞边操作,而正是由于大型筒件体积大,切飞边操作需要非常大型的切割机器辅助,非常不便。
技术实现思路
1、针对背景技术中提到的问题,本发明的目的是提供一种高精度成型的注吹中空成型机,以解决背景技术中提到的问题。
2、本发明的上述技术目的是通过以下技术方案得以实现的:
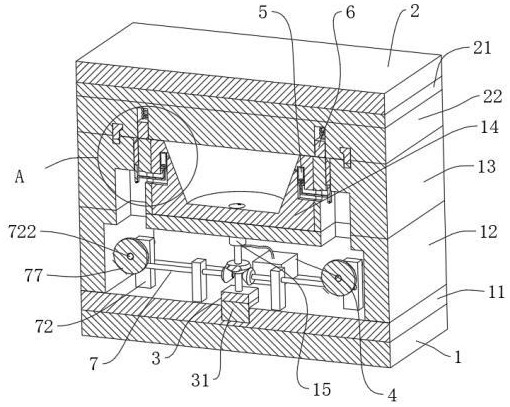
3、一种高精度成型的注吹中空成型机,包括安装在液压机固定端的定模座和安装在液压机活动端的动模座,还包括:
4、通过定模垫板固定在所述定模座上方的设备集成座板,所述设备集成座板的上方固定有凹模座,所述凹模座中镶嵌固定有成型凹模;
5、通过动模垫板固定在所述动模座下方的成型压座板,所述成型压座板上设置有加热器,所述成型凹模的上方在放置塑料板坯后,所述液压机的活动端带动动模座以及所述成型压座板在合模后与成型凹模接触处形成密封;
6、设置在成型凹模中间底部的顶料销,所述顶料销通过驱动组件控制升降;
7、设置在所述顶料销处的用于在成型凹模中抽真空的真空辅助组件;
8、设置在成型凹模侧环壁处的用于辅助大尺寸吹塑件脱模的润滑油喷射结构;
9、设置在成型压座板和凹模座之间的用于切除废塑料板坯的切飞边组件;
10、以及在所述驱动组件动作时同步驱动切飞边组件切废料、润滑油喷射结构向成型凹模表面喷射润滑油的联动组件。
11、通过采用上述技术方案,本注吹中空成型装置在大型筒件生产时,具有开模方便和切飞边方便的优点;当进行大型筒件生产时,可将塑料板坯放置在成型凹模和成型压座板之间,在进行注吹生产时,可利用液压机的活动端带动动模座以及成型压座板在合模后与成型凹模接触处形成密封,之后可利用成型压座板上的加热器对塑料板坯进行加热,并利用真空辅助组件将成型凹模中抽真空,从而使得热的塑料板坯变形并贴附在成型凹模内壁,从而成型大型筒件;之后可进行卸料操作,利用液压缸的活动端带动动模垫板和成型压座板先稍微抬升,之后可启动驱动组件带动顶料销将卡在成型凹模内壁的大型筒件稍微顶至活动以方便卸料,在驱动组件动作的时候能够同步带动润滑油喷射结构向成型凹模表面喷射润滑油、带动切飞边组件将塑料板坯的废料飞边切除,从而实现联动控制。
12、较佳的,所述驱动组件包括伺服电机、减速器、丝杠和螺纹孔,所述伺服电机固定在定模垫板上,所述减速器连接在伺服电机的电机轴端部,所述丝杠与减速器的输出端连接固定,所述螺纹孔开设在顶料销中供丝杠螺纹旋入。
13、通过采用上述技术方案,当伺服电机启动时,其能够通过减速器减速后带动丝杠转动,从而可驱动顶料销升降,实现脱模卸料辅助操作。
14、较佳的,所述真空辅助组件包括控制气阀、气软管和气泵,所述气软管的部分嵌设固定在顶料销中,所述控制气阀固定在气软管的端部并与顶料销嵌设固定,所述气泵固定在定模垫板上方,所述气软管的另一端与气泵的气口端连接。
15、通过采用上述技术方案,当成型凹模内需要进行吹注成型大型筒件时,可通过气泵、气软管和控制气阀实现抽真空成型或吹气辅助卸料操作。
16、较佳的,所述润滑油喷射结构包括可拆式油盒、置入槽和单向液阀,所述置入槽开设在成型凹模中,所述可拆式油盒拆卸固定在置入槽中,所述单向液阀嵌设在成型凹模环壁并与可拆式油盒连通固定。
17、通过采用上述技术方案,置入槽处的可拆式油盒中的润滑油可通过单向液阀向成型凹模内壁注入润滑油,辅助脱模。
18、较佳的,所述切飞边组件包括下切刀、上压板和压板弹簧,所述下切刀升降设置在凹模座中,所述上压板通过若干个压板弹簧活动连接在成型压座板中。
19、通过采用上述技术方案,当液压机的活动端带动成型压座稍微抬起时,由于上压板和成型压座之间连接有压板弹簧,上压板此时依旧会压在塑料板坯上,当下切刀上行时,配合上压板上的刃口,可实现切飞边操作。
20、较佳的,所述联动组件包括第一轴承座、第一固定杆、第二轴承座、第二固定杆、第一锥齿轮、第二锥齿轮、蜗杆、蜗轮、曲柄盘、第一连杆、第二连杆、第三连杆和活塞,所述第一轴承座和第二轴承座分别固定在定模垫板上方,所述第一固定杆转动连接在第一轴承座中,所述第二固定杆转动连接在第二轴承座中,所述第一锥齿轮固定在丝杠的外部,所述第二锥齿轮固定在第一固定杆的外部并与第一锥齿轮啮合,所述蜗杆固定在第二固定杆的外部,所述蜗轮固定在第一固定杆的外部并与蜗杆相互啮合,所述曲柄盘固定在第二固定杆的外部,所述第一连杆的一端偏心转动连接在曲柄盘上,所述第二连杆的一端与第一连杆的另一端转动连接,所述第二连杆的另一端与下切刀固定,所述第三连杆的一端与第二连杆固定,所述第三连杆的另一端与活塞固定,所述活塞滑动连接在可拆式油盒中。
21、通过采用上述技术方案,当伺服电机带动丝杠转动时,通过第一锥齿轮和第二锥齿轮能够带动第一固定杆在第一轴承座上转动,当第一固定杆转动时,通过蜗杆和蜗轮的啮合,其能够带动第二固定杆在第二轴承座上转动,当第二固定杆转动时,其能够带动第二固定杆上的曲柄盘转动,当曲柄盘转动时,其能够带动第一连杆摆动,带动第二连杆进行上下推动,从而推动下切刀上行,从而使得下切刀与上压板配合,完成切飞边操作;此外,当第二连杆上行进行切飞边时,第三连杆会上行,从而推动活塞在可拆式油盒内滑动,从而通过单向液阀向成型凹模表面喷入润滑油,辅助脱模。
22、较佳的,所述成型压座板中嵌设固定有压紧环,所述凹模座中开设有供压紧环卡入的配合环槽。
23、通过采用上述技术方案,压紧环和配合环槽的设置可辅助合模密封。
24、较佳的,所述配合环槽中嵌设有密封环垫。
25、通过采用上述技术方案,密封环垫的设置能够提高压紧环压入配合环槽后的密封效果。
26、综上所述,本发明主要具有以下有益效果:
27、本注吹中空成型装置在大型筒件生产时,具有开模方便和切飞边方便的优点;当进行大型筒件生产时,可将塑料板坯放置在成型凹模和成型压座板之间,在进行注吹生产时,可利用液压机的活动端带动动模座以及成型压座板在合模后与成型凹模接触处形成密封,之后可利用成型压座板上的加热器对塑料板坯进行加热,并利用真空辅助组件将成型凹模中抽真空,从而使得热的塑料板坯变形并贴附在成型凹模内壁,从而成型大型筒件;之后可进行卸料操作,利用液压缸的活动端带动动模垫板和成型压座板先稍微抬升,之后可启动驱动组件带动顶料销将卡在成型凹模内壁的大型筒件稍微顶至活动以方便卸料,在驱动组件动作的时候能够同步带动润滑油喷射结构向成型凹模表面喷射润滑油、带动切飞边组件将塑料板坯的废料飞边切除,从而实现联动控制。
本文地址:https://www.jishuxx.com/zhuanli/20240723/211601.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表