一种口红管组装机的制作方法
- 国知局
- 2024-08-01 03:12:48
本发明属于口红管加工设备,具体是一种口红管组装机。
背景技术:
1、口红管是专门设计用来容纳和保护口红产品的容器,它不仅承担着装饰和品牌识别的作用,还具有实际的功能性特点,确保口红膏体能够在不暴露于空气中以及便于携带和使用的情况下得以妥善保存。
2、口红管通常包括底壳、中束芯和顶盖,中束芯通常是塑料制成,内部设有螺旋形轨道,用于容纳和推进口红膏体。当用户转动口红管时,膏体会沿着轨道上升或下降,实现膏体的旋出和收回,中束芯底部一般固定在底壳内,中束芯顶部由顶盖与底壳的配合盖合在顶盖内。
3、由于口红管的设计和组装要求越来越高,需要考虑其功能性、手感以及美观性,我们设计了一款口红管,该款口红管包括口红管主体以及顶盖,参见图17至图18,口红管主体包括底壳a、中间座b、配重体c以及中束芯d,底壳和顶盖的横截面为方形,中间座胶接在底壳内,中间座上有将底壳开口侧封闭的方形平台,配重体过盈套接在中间座底部,中束芯压紧固定于中间座内,顶盖以及底壳之间具有对准后可拼合的装饰面e,在顶盖开启后中束芯的露出位置侧面具有标识图案f,为了保证产品的一致性,需要在组装中束芯时将标识图案与底壳上的装饰面为相对固定的位置。
4、为了方便底壳与顶盖的开合,中间座的方形平台底部嵌设有磁体g,顶盖上同样固定有磁体,通过磁体的吸合来方便的开合顶盖,为了进一步保证顶盖在与底壳配合时的强度,在方形平台相对的两个角上均设有磁体,同时对应的顶盖上也设有两个磁体,为了保证顶盖盖合时,顶盖以及底壳的装饰面能对准,故中间座上的两个磁体的磁极相反,顶盖上的两个磁体也相反,使得顶盖与中间座之间只能以唯一确定的位置以磁力吸合,确保顶盖盖合时,顶盖以及底壳的装饰面能对准。而方形平台未安装磁体的两个角上向下延伸有定位筋h,定位筋可抵在底壳的内侧壁的角上,使得定位更精准。
5、现有技术中,这种口红管主体还是通过工人手工组装的方式进行加工,在组装前,预先将中间座上的磁体安装口内将磁体以相反的磁极方向过盈固定,工人组装时首先将配重体过盈套入中间座,然后验证中间座中的磁体的磁极方向,然后再将中束芯的图案与中间座中的磁体以特定的位置关系将中束芯压入中间座中,然后在底壳内涂热熔胶,再将中束芯上的图案与底壳上的装饰面以特定的位置关系对好,将中间座压入底壳内粘接,从而完成口红管部分的组装。但是这种组装方式显然效率较低,耗费人力较大,且容易出现误装,影响产品一致性和合格率。
6、现有技术中已经存在了一些自动装配口红管的设备,本技术旨在对现有的口红管装配设备进行改良以适于上述口红管的组装。
技术实现思路
1、本发明针对现有技术不足,提供了一种口红管组装机,这种口红管组装机可有效提高组装效率,减少人力成本,并且不易误装,有效提高产品的一致性和合格率。
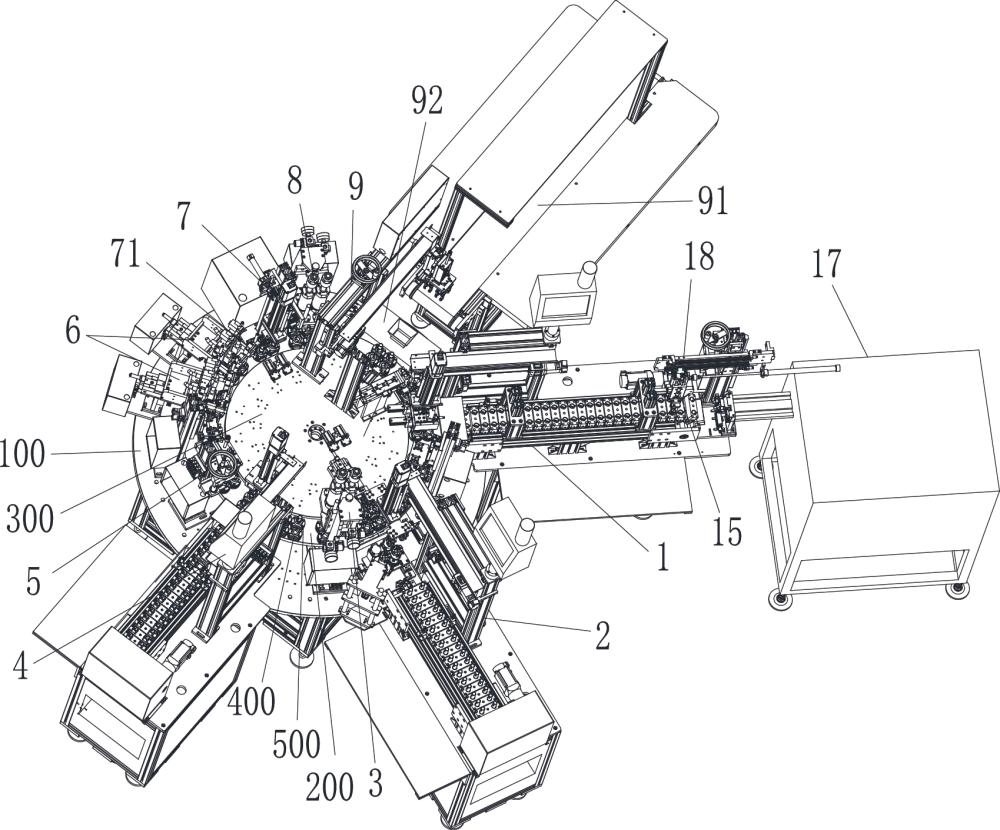
2、为了解决上述技术问题,本发明通过下述技术方案得以解决:一种口红管组装机,包括机座、转动环和固定盘,所述转动环位于所述固定盘和所述机座之间,所述转动环上设置有若干组两两一组的底壳定位模和中间座定位模,所述中间座定位模的模孔具有与中间座上的定位筋匹配的定位槽,绕所述转动环依次设置有依次中间座对位上料机构、中束芯对位上料机构、中束芯压紧机构、底壳上料机构、底壳对位机构、喷胶机构、中间座换位机构、底壳压紧机构以及下料机构;所述中间座对位上料机构包括传送链,所述传送链上固定有若干中间座定位模,所述传送链上方设有中间座压紧机构,所述中间座压紧机构包括支架,所述支架上设置有由气缸驱动的压紧头,所述压紧头两侧设有用以检测中间座上的磁体磁力方向的磁极传感器,所述传送链侧面设置有支架,所述支架上设置有由气缸驱动横移的滑动座,所述滑动座底部设置有由气缸驱动升降的中间座转移组件,所述中间座转移组件包括定位板,所述定位板上转动设置有转移头,所述转移头底部设置有与中间座上磁体位置对准的铁块,所述转移头上设置有齿轮,所述定位板上设置有由调节气缸驱动的齿板,所述齿板与所述齿轮啮合,所述调节气缸伸出以驱动所述转移头转动180度;所述中束芯对位上料机构包括传送链,所述传送链上固定有若干中束芯定位模,所述传送链侧面设置有支架,所述支架上设置有由气缸驱动横移的滑动座,所述滑动座底部设置有由气缸驱动升降的中束芯转移组件,所述传送链出口侧设置有旋转定位座,所述中束芯转移组件包括将中束芯从中束芯定位模转移至旋转定位座的第一气爪以及将中束芯从旋转定位座转移至所述转动环上的中间座定位模的第二气爪,所述旋转定位座侧面设有相机,所述旋转定位座旋转直至相机拍摄并比对中束芯上的图案正对相机,再控制旋转定位座旋转中束芯至图案位于设定的角度;所述底壳对位机构包括由气缸驱动升降的旋转气爪,所述旋转气爪侧面设置有色标传感器,所述旋转气爪抓取底壳旋转直至色标传感器拍摄并比对中底壳上的装饰面正对色标传感器后,再控制旋转气爪旋转底壳至装饰面位于设定的角度后将底壳放回。
3、上述技术方案中,优选的,所述中间座对位上料机构尾部设置有振动盘,所述振动盘的出料端与所述中间座对位上料机构的进料端之间设置有配重体上料机构,所述配重体上料机构包括支架,所述支架上设置有由气缸驱动横移的滑动座,所述滑动座底部设置有由气缸驱动升降的气爪。采用该结构能够通过振动盘和配重体上料机构自动将配重体装入到中间座对位上料机构的中间座定位模内,进一步节省人力成本。
4、上述技术方案中,优选的,所述底壳上料机构、所述中间座换位机构以及所述下料机构均包括支架,所述支架上设置有由气缸驱动横移的滑动座,所述滑动座底部设置有由气缸驱动升降的气爪。
5、上述技术方案中,优选的,所述下料机构的下料侧对应设置有传送带。
6、上述技术方案中,优选的,所述转动环两侧设置有若干用于检测装配是否到位的检测传感器,所述下料机构的抓取路径上设置有废料回收箱。通过检测传感器的检测可检测出每一步的装配是否完成,若未完成装配则可进行记录,后续的加工步骤则不再进行,并控制下料机构将未完成装配的半成品投入废料回收箱。
7、上述技术方案中,优选的,所述检测传感器包括设置于所述中间座换位机构侧面的用于检测配重体是否过盈定位于中间座上的激光传感器,所述激光传感器对准位中间座位于上升位置时配重体的位置。通过激光传感器在中间座换位机构对中间座进行换位时进行配重体的检测,若配重体脱落则可记录,后续的加工步骤则不再进行。
8、上述技术方案中,优选的,所述中束芯压紧机构和所述底壳压紧机构均包括支架,所述支架上设置由气缸驱动的压紧头。
9、上述技术方案中,优选的,所述喷胶机构包括支架,所述支架上设置有由气缸驱动的升降座,所述升降座上设置有喷胶头。
10、上述技术方案中,优选的,所述下料机构与所述中间座对位上料机构之间设置有配重体清理机构,所述配重体清理机构包括支架,所述支架上设置有由气缸驱动横移的滑动座,所述滑动座底部设置有由气缸驱动升降的气爪,所述支架侧面设置有配重体回收箱。在下料机构后侧会进行新一轮的组装,由于配重体与中间座是过盈配合,因此可能发生脱落,若配重体未取出残留在中间座定位模内,则会影响后续的生产,通过配重体清理机构对每个中间座定位模进行一次配重体取出操作,取出的配重体放入配重体回收箱回收,保证配重体不会留在中间座定位模内而影响下一轮组装。
11、本发明与现有技术相比,具有如下有益效果:这种口红管组装机通过中间座对位上料机构将中间座以特定的角度放置于转动环上的中间座定位模内,再由中束芯对位上料机构将中束芯以特定的角度放置于中间座上,由中束芯压紧机构压紧,再由底壳上料机构将底壳放置于转动环上的底壳定位模内,通过底壳对位机构取出底壳定位模内的底壳调整至特定角度,然后由喷胶机构对底壳进行喷胶,再由中间座换位机构将中间座转移至底壳上,然后由底壳压紧机构将中间座与底壳压紧胶接,完成之后再由下料机构下料即可完成组装,这种口红管组装机可有效提高组装效率,减少人力成本,并且不易误装,有效提高产品的一致性和合格率。
本文地址:https://www.jishuxx.com/zhuanli/20240723/212004.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表