一种座椅扶手注塑成型装置的制作方法
- 国知局
- 2024-08-01 03:42:56
本技术属于座椅扶手生产,具体为一种座椅扶手注塑成型装置。
背景技术:
1、根据授权公告号为“cn211031096u”,发明名称为“一种转椅扶手用注塑成型装置”的专利文件,其说明书中记载:使用时,该注塑成型装置外接电源,首先通过控制箱控制气缸工作,将上模板与下模板闭合,其在闭合时插块会与注射腔卡接,同时插块表面的密封圈会加强其密封性,此时,控制箱会控制流量阀将物料通过注射头导至注射腔的内部,之后通过控制箱控制内腔内部的加热丝工作,其会对支板之间的空气进行加热,从而避免了注射头在注塑时出现固化的现象,最后通过控制箱控制伺服电机工作,其会在转杆、转子以及支架的作用下,带动齿板移动,从而对腔体内部的下模板进行震荡,从而避免其在成型时出现气泡,最终完成该注塑成型装置的工作,但是仍旧存在以下缺陷:
2、在进行转椅扶手注塑成型时,由于成型件均位于下模内的成型腔内部,在下料时,需要一个个取出,使得下料速度较慢,使得加工效率较低。
技术实现思路
1、针对上述情况,为克服现有技术的缺陷,本实用新型提供一种座椅扶手注塑成型装置,有效的解决了目前下料时,成型件取出速度较慢,使得加工效率较低的问题。
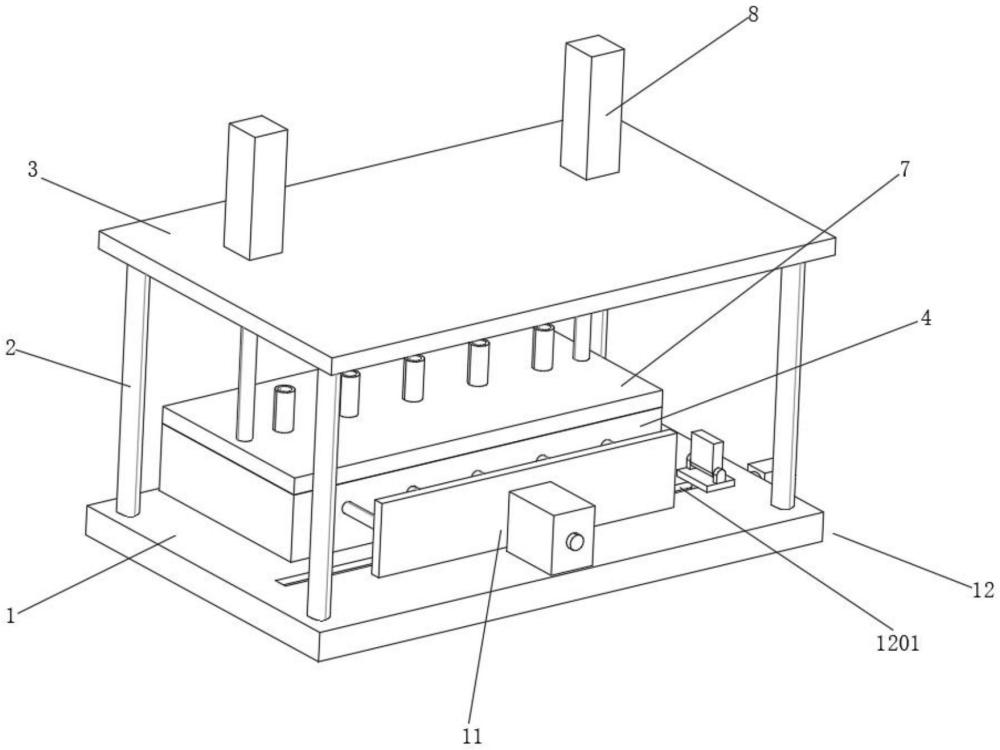
2、为实现上述目的,本实用新型提供如下技术方案:一种座椅扶手注塑成型装置,包括底座,所述底座的上方设有顶板,底座与顶板之间等角度安装有支撑柱,底座的顶端安装有下模,下模的顶端等角度开设有下模槽,下模槽的一端贯穿至下模的背面,下模槽靠近下模背面的两侧内壁对称开设有板槽,下模的上方设有上模,上模的顶端等距安装有注塑管,注塑管与下模槽一一对应,上模的底端等距安装有插板,插板与板槽相对应,下模的正面安装有下料组件。
3、优选的,所述下料组件包括等距开设于下模正面的杆槽,杆槽与下模槽一一对应,杆槽贯穿至下模槽的内部。
4、优选的,所述下模的正面设有推板,推板靠近下模的一侧等距安装有推杆,各个推杆分别插入到各个杆槽内部,推杆的外壁与杆槽的内壁紧贴,推杆远离推板的一端与下模槽的内壁相齐平,推杆的下方设有震动组件。
5、优选的,所述推板远离下模的一侧设有固定箱,固定箱固定安装于底座的顶端,固定箱的内部活动安装有活动板,活动板靠近下模的一侧安装有推动杆,推动杆的一端与推板固定连接。
6、优选的,所述活动板靠近下模的一侧安装有弹簧,弹簧的一端与固定箱靠近下模的一端内壁固定连接,活动板远离下模的一侧安装有磁块,固定箱远离下模的一端安装有电磁铁,电磁铁与磁块磁性连接,磁块与固定箱远离下模的一端内壁接触。
7、优选的,所述震动组件包括开设于底座顶端的滑槽,滑槽位于推杆的下方,且滑槽与推杆垂直设置,滑槽的内部滑动安装有滑块,滑块的顶端安装有安装座,安装座的顶端安装有转座,转座上转动安装有震动块,震动块的顶端位于推杆顶壁上方,震动块与转座之间安装有扭簧。
8、优选的,所述滑槽的端部转动安装有螺杆,螺杆与滑块螺纹连接,螺杆的一端与电机的输出轴固定连接,电机固定安装于底座的一侧。
9、与现有技术相比,本实用新型的有益效果是:
10、(1)、本实用新型,通过下模槽的一端开放设置,方便将成型件取出,在成型后电磁铁通电对磁块产生斥力,从而推动推杆朝着下模槽内部移动,从而将下模槽内部的成型件推出,方便下料,提高工作效率;
11、(2)、该新型通过震动块与转座转动连接,且震动块与转座之间安装有扭簧,震动块不断经过各个推杆,对各个推杆产生碰撞,使得推杆震动,继而使得下模震动,对原料中的空气进行震动排出,提高成型质量。
技术特征:1.一种座椅扶手注塑成型装置,包括底座(1),其特征在于:所述底座(1)的上方设有顶板(3),底座(1)与顶板(3)之间等角度安装有支撑柱(2),底座(1)的顶端安装有下模(4),下模(4)的顶端等角度开设有下模槽(5),下模槽(5)的一端贯穿至下模(4)的背面,下模槽(5)靠近下模(4)背面的两侧内壁对称开设有板槽(6),下模(4)的上方设有上模(7),上模(7)的顶端等距安装有注塑管(9),注塑管(9)与下模槽(5)一一对应,上模(7)的底端等距安装有插板(10),插板(10)与板槽(6)相对应,下模(4)的正面安装有下料组件(11)。
2.根据权利要求1所述的一种座椅扶手注塑成型装置,其特征在于:所述下料组件(11)包括等距开设于下模(4)正面的杆槽(1101),杆槽(1101)与下模槽(5)一一对应,杆槽(1101)贯穿至下模槽(5)的内部。
3.根据权利要求2所述的一种座椅扶手注塑成型装置,其特征在于:所述下模(4)的正面设有推板(1102),推板(1102)靠近下模(4)的一侧等距安装有推杆(1103),各个推杆(1103)分别插入到各个杆槽(1101)内部,推杆(1103)的外壁与杆槽(1101)的内壁紧贴,推杆(1103)远离推板(1102)的一端与下模槽(5)的内壁相齐平,推杆(1103)的下方设有震动组件(12)。
4.根据权利要求3所述的一种座椅扶手注塑成型装置,其特征在于:所述推板(1102)远离下模(4)的一侧设有固定箱(1104),固定箱(1104)固定安装于底座(1)的顶端,固定箱(1104)的内部活动安装有活动板(1105),活动板(1105)靠近下模(4)的一侧安装有推动杆(1106),推动杆(1106)的一端与推板(1102)固定连接。
5.根据权利要求4所述的一种座椅扶手注塑成型装置,其特征在于:所述活动板(1105)靠近下模(4)的一侧安装有弹簧(1107),弹簧(1107)的一端与固定箱(1104)靠近下模(4)的一端内壁固定连接,活动板(1105)远离下模(4)的一侧安装有磁块(1108),固定箱(1104)远离下模(4)的一端安装有电磁铁(1109),电磁铁(1109)与磁块(1108)磁性连接,磁块(1108)与固定箱(1104)远离下模(4)的一端内壁接触。
6.根据权利要求3所述的一种座椅扶手注塑成型装置,其特征在于:所述震动组件(12)包括开设于底座(1)顶端的滑槽(1201),滑槽(1201)位于推杆(1103)的下方,且滑槽(1201)与推杆(1103)垂直设置,滑槽(1201)的内部滑动安装有滑块(1202),滑块(1202)的顶端安装有安装座(1203),安装座(1203)的顶端安装有转座(1204),转座(1204)上转动安装有震动块(1205),震动块(1205)的顶端位于推杆(1103)顶壁上方,震动块(1205)与转座(1204)之间安装有扭簧。
7.根据权利要求6所述的一种座椅扶手注塑成型装置,其特征在于:所述滑槽(1201)的端部转动安装有螺杆(1206),螺杆(1206)与滑块(1202)螺纹连接,螺杆(1206)的一端与电机(1207)的输出轴固定连接,电机(1207)固定安装于底座(1)的一侧。
技术总结本技术涉及座椅扶手生产技术领域,且公开了一种座椅扶手注塑成型装置,有效的解决了目前下料时,成型件取出速度较慢,使得加工效率较低的问题,包括底座,所述底座的上方设有顶板,底座与顶板之间等角度安装有支撑柱,底座的顶端安装有下模,下模的顶端等角度开设有下模槽,下模槽的一端贯穿至下模的背面,下模槽靠近下模背面的两侧内壁对称开设有板槽,下模的上方设有上模,上模的顶端等距安装有注塑管,注塑管与下模槽一一对应,本技术,通过下模槽的一端开放设置,方便将成型件取出,在成型后电磁铁通电对磁块产生斥力,从而推动推杆朝着下模槽内部移动,从而将下模槽内部的成型件推出,方便下料,提高工作效率。技术研发人员:俞立受保护的技术使用者:肇庆市高要区诚一五金塑料制品有限公司技术研发日:20231101技术公布日:2024/7/11本文地址:https://www.jishuxx.com/zhuanli/20240723/213676.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表