超声辅助纤维增强拉挤热固复合材料的装置的制作方法
- 国知局
- 2024-08-01 03:42:46
本申请涉及增强塑料拉挤成型,特别是一种超声辅助纤维增强拉挤热固复合材料的装置。
背景技术:
1、纤维增强复合材料(fiber reinforced polymer,fiber reinforced plastic,简称frp)是由增强纤维材料,如玻璃纤维、碳纤维、芳纶纤维等,与基体材料经过拉挤等成型工艺而形成的高强度、高模量、高韧性的复合材料。纤维增强复合材料由于卓越的力学性能、耐腐蚀性、绝缘、耐老化等特点广泛应用于交通运输、力发电、化工等各个领域。
2、拉挤是一种常见的纤维增强复合材料的制备方法,其中浸渍问题是拉挤法制备纤维增强复合材料的一个普遍问题。浸渍不良会导致连续增强材料的力学性能不能得到充分的发挥。因此工业界对改善增强材料的浸渍问题做了大量的努力。
3、例如中国专利申请公开号:cn111409293a,名称:超声增强长纤维增强聚合物复合材料的浸渍方法及超声增强长纤维增强聚合物复合材料,其公开了将长纤维导入纤维预分散装置中,进行加热预分散,得到预分散后的长纤维;将预分散后的长纤维进行超声波振动处理,得到超声处理后的纤维;聚合物熔体与超声处理后的纤维混合,进行熔融浸渍处理,得到聚合物与长玻纤的混合物;将聚合物与长玻纤的混合物经过冷却,收卷,得到超声增强长纤维增强聚合物复合材料。该专利申请虽然通过超声波振动改善纤维表面结构以促进长纤维与聚合物熔体的界面结合,但浸渍问题仍然是制约纤维增强复合材料线速度提高或解决气孔等缺陷的一个障碍,尤其是针对热固性复合材料。
技术实现思路
1、针对现有技术存在的技术问题,为此,本申请提出了一种超声辅助纤维增强拉挤热固复合材料的装置。
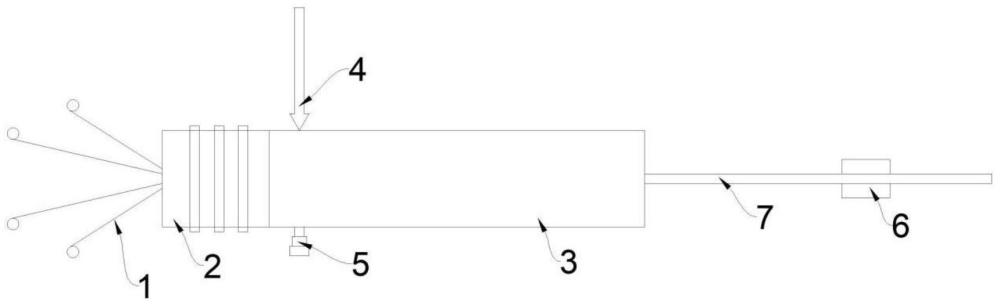
2、本申请提出的超声辅助纤维增强拉挤热固复合材料的装置,包括依次连接的预成型模具2和拉挤模具3,所述拉挤模具3至少包括五个区段,五个区段依次分别为第一区段31、第二区段32、第三区段33、第四区段34和第五区段35;第二区段32设有原料注入口4和超声波换能器5,超声波换能器5布设于第二区段32周向的至少一个壁面上。
3、特别的,所述第一区段31内浸润槽沿纵向横截面积不变,保持在室温。
4、特别的,所述第二区段32的单个壁面设有2-6个超声波换能器5,超声波换能器5的频率为28khz-40khz,并且使用脉冲模式。
5、特别的,所述第二区段32内浸润槽沿纵向横截面积有变化,原料注入口4前后为锥形浸润槽。
6、特别的,所述第三区段33温度控制在25℃-100℃,第四区段34温度控制在140℃-200℃,第五区段35温度控制在160℃-200℃。
7、特别的,所述第三区段33温度控制在80℃,第四区段34温度控制在165℃,第五区段35温度控制在190℃。
8、特别的,所述第三区段33、第四区段34和第五区段35内的浸润槽沿纵向横截面积保持不变。
9、特别的,所述预成型模具2由一组开有多孔或槽的导纱板组成。
10、特别的,所述纤维占型材总质量的30%-85%;热固复合材料包括聚氨酯树脂、不饱和聚酯树脂、乙烯基酯树脂、环氧树脂。
11、特别的,所述第二区段32和第三区段33之间还开设有冷却水孔以通入冷却水。
12、在符合本领域常识的基础上,上述各优选条件可任意组合,即得本申请各优选实例。
13、上述技术方案具有如下优点或有益效果:本申请的拉挤模具分段控温,并且于注胶口处浸润区设有超声设备辅助浸润,提高了纤维增强热固复合材料的拉挤线速度并且提升了热固性复合材料的力学性能。当然,本申请的任一技术方案并不一定同时达到以上所述的所有优点。
技术特征:1.超声辅助纤维增强拉挤热固复合材料的装置,包括依次连接的预成型模具(2)和拉挤模具(3),其特征在于:所述拉挤模具(3)至少包括五个区段,五个区段依次分别为第一区段(31)、第二区段(32)、第三区段(33)、第四区段(34)和第五区段(35);第二区段(32)设有原料注入口(4)和超声波换能器(5),超声波换能器(5)布设于第二区段(32)周向的至少一个壁面上。
2.根据权利要求1所述的超声辅助纤维增强拉挤热固复合材料的装置,其特征在于:所述第一区段(31)内浸润槽沿纵向横截面积不变,保持在室温。
3.根据权利要求1所述的超声辅助纤维增强拉挤热固复合材料的装置,其特征在于:所述第二区段(32)的单个壁面设有2-6个超声波换能器(5),超声波换能器(5)的频率为28khz-40khz,并且使用脉冲模式。
4.根据权利要求1所述的超声辅助纤维增强拉挤热固复合材料的装置,其特征在于:所述第二区段(32)内浸润槽沿纵向横截面积有变化,原料注入口(4)前后为锥形浸润槽。
5.根据权利要求1所述的超声辅助纤维增强拉挤热固复合材料的装置,其特征在于:所述第三区段(33)温度控制在25℃-100℃,第四区段(34)温度控制在140℃-200℃,第五区段(35)温度控制在160℃-200℃。
6.根据权利要求5所述的超声辅助纤维增强拉挤热固复合材料的装置,其特征在于:所述第三区段(33)温度控制在80℃,第四区段(34)温度控制在165℃,第五区段(35)温度控制在190℃。
7.根据权利要求1所述的超声辅助纤维增强拉挤热固复合材料的装置,其特征在于:所述第三区段(33)、第四区段(34)和第五区段(35)内的浸润槽沿纵向横截面积保持不变。
8.根据权利要求1所述的超声辅助纤维增强拉挤热固复合材料的装置,其特征在于:所述预成型模具(2)由一组开有多孔或槽的导纱板组成。
9.根据权利要求1所述的超声辅助纤维增强拉挤热固复合材料的装置,其特征在于:所述第二区段(32)和第三区段(33)之间还开设有冷却水孔以通入冷却水。
技术总结本申请涉及增强塑料拉挤成型技术领域,特别是一种超声辅助纤维增强拉挤热固复合材料的装置,包括依次连接的预成型模具和拉挤模具,所述拉挤模具至少包括五个区段,第二区段设有原料注入口和超声波换能器,超声波换能器布设于第二区段周向的至少一个壁面上。本申请的拉挤装置提高了纤维增强热固复合材料的拉挤线速度并且提升了热固性复合材料的力学性能。技术研发人员:高德祥,刘会举,毛月,顾方明受保护的技术使用者:绍兴福膜新材料有限公司技术研发日:20231028技术公布日:2024/7/11本文地址:https://www.jishuxx.com/zhuanli/20240723/213667.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表