丝网超声波焊接设备的制作方法
- 国知局
- 2024-08-01 03:25:37
本技术涉及丝网焊接,尤其是涉及丝网超声波焊接设备。
背景技术:
1、丝网是用作丝网印版支持体的编织物,俗称绢网、绢屏、纱网、筛网等,按性能分类可分为过滤网,护栏网(公路护栏网、铁路护栏网),矿筛网,窗纱,防盗网(美格网),不锈钢网带等;护栏网又称为防护网,因地域性差异,南方人习惯称为隔离栅,北方人习惯叫做护栏网,我国护栏网主要分为:花园护栏网、铁路护栏网、桥梁护栏网、高速公路护栏网、体育围网、机场围网等等;超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合,丝网焊接过程存在焊接不准、更换零件不便、上料过程繁琐和焊接高度固定的缺陷。
技术实现思路
1、本实用新型的目的是提供丝网超声波焊接设备,解决现有技术中的丝网焊接焊接不准、上料繁琐和焊接高度固定的问题。
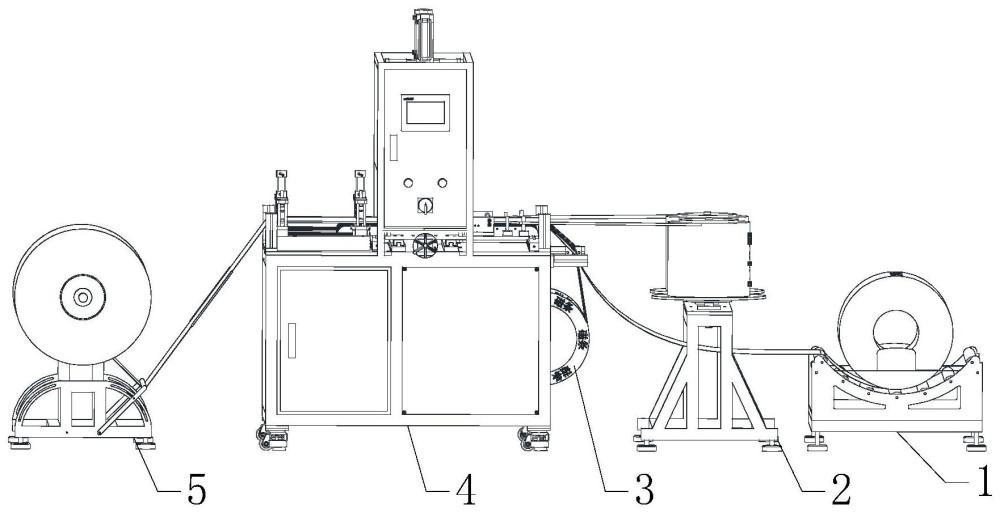
2、为实现上述目的,本实用新型提供了丝网超声波焊接设备,包括金属丝网单元、外包胶条单元、磁条单元、焊接单元和收料单元,所述收料单元设置在所述焊接单元的左端,所述焊接单元设置在所述外包胶条单元的左端,所述外包胶条单元设置在所述金属丝网单元的左端,所述磁条单元设置在所述焊接单元的下端;所述焊接单元包括供工装底座和设置在所述工装底座上的机架,所述机架的内部通过连接架和罩体与焊接驱动气缸连接,所述焊接驱动气缸与超声焊接连接,所述超声焊接与所述焊接驱动气缸均设置在所述工装底座的两端。
3、优选的,所述工装底座的侧端上设置有导料轴,所述导料轴的两端通过连接件与所述工装底座连接,所述工装底座上设置有支撑条,所述支撑条设置有两个,两个所述支撑条上设置有导料槽,所述导料槽的端部设置有压料气缸一,所述压料气缸一的端部设置有压料气缸二,所述压料气缸二与所述压料气缸一的两端均通过滑块与滑轨一和滑轨二连接,所述滑轨一与所述滑轨二之间设置有拉料气缸,所述拉料气缸穿过所述工装底座。
4、优选的,所述工装底座的一端设置导料辊,所述导料辊通过连接块和模组与所述工装底座连接,所述工装底座的另一端部设置有金属丝网限宽轴,所述金属丝网限宽轴通过所述连接块和所述模组与所述工装底座连接,所述金属丝网限宽轴的端部与所述支撑条连接,所述支撑条之间设置有底座支板,所述底座支板设置有两个,两个所述底座支板上均设置有外包胶条导向轮,所述外包胶条导向轮的前端设置有磁条导向轮,所述磁条导向轮的前端设置有导向轮二,所述导向轮二的前端设置有磁条限位板,所述磁条限位板的前端设置有内装导向轴承,所述内装导向轴承的上端设置有超声下模。
5、优选的,所述工装底座内部设置有超声电箱,所述工装底座的底部设置有承压轮,所述承压轮设置有四个。
6、优选的,所述机架的前端设置有触摸屏,所述触摸屏的下端设置有急停开关,所述急停开关的下端设置有开口,所述开口内设置有调节摇杆,所述调节摇杆与丝杠一连接,所述丝杠一与丝杠二连接,所述丝杠二的上端与所述底座支板连接,所述底座支板的下端与移动滑块连接,所述移动滑块设置为多个,多个所述移动滑块与移动槽连接,所述移动槽设置为两个,两个所述移动槽设置在所述工装底座上。
7、优选的,所述金属丝网单元包括支撑底座、金属丝网本体和限位挡板,所述限位挡板与所述金属丝网本体连接,所述金属丝网本体与所述支撑底座连接,所述支撑底座的上部设置有旋转轴,所述旋转轴的下部设置有固定杆,所述固定杆设置为两个,两个所述固定杆设置在所述支撑底座的两端部,两个所述固定杆与所述限位挡板连接,所述支撑底座的下端设置有垫脚。
8、优选的,所述外包胶条单元包括支撑架、旋转轴一和旋转托盘,所述旋转托盘与所述旋转轴一连接,所述旋转轴一与所述支撑架连接,所述支撑架的下端设置有可调垫脚,所述支撑架上端设置有通孔,所述旋转轴一穿过所述通孔通过连接板与所述支撑架连接。
9、优选的,所述磁条单元包括磁条固定轴和磁条本体,所述磁条本体通过连接轴与磁条挡板连接,所述磁条挡板通过导料轴与所述磁条固定轴连接,所述磁条固定轴的两端通过轴承报卡与所述工装底座连接。
10、优选的,所述收料单元包括收卷架、旋转驱动电机和收料挡板,所述收料挡板设置为两个,两个所述收料挡板之间设置有收料轴,所述收料轴与旋转轴承连接,所述旋转轴承与所述旋转驱动电机连接,所述旋转驱动电机设置在固定台上,所述固定台设置在所述收卷架的上端,所述收卷架的下端设置有所述可调垫脚。
11、优选的,所述收料架的底部两端部上均设置有滑槽,所述滑槽上设置有收料压杆,所述收料压杆通过螺栓与所述滑槽连接。
12、因此,本实用新型采用上述结构的丝网超声波焊接设备,通过金属丝网单元、外包胶条板和磁条单元的设置,便于上料过程,且三者之间互不影响,避免产生缠绕;通过导向轮和限位板的设置,便于对上料过程进行限位,防止原料跑偏,影响焊接过程;通过焊接驱动气缸、调节摇杆和底座支板的设置,便于调节焊接高度和宽度,满足不同产品要求,适用性高;通过两超声波系统,左右两侧单独控制焊接,可满足不同焊接要求,实用性强;通过plc系统控制系统,便于调节焊接参数;通过收卷单元的设置,可根据产品进行调节收卷轴宽度,提高收卷效率。
13、下面通过附图和实施例,对本实用新型的技术方案做进一步的详细描述。
技术特征:1.丝网超声波焊接设备,其特征在于:包括金属丝网单元、外包胶条单元、磁条单元、焊接单元和收料单元,所述收料单元设置在所述焊接单元的左端,所述焊接单元设置在所述外包胶条单元的左端,所述外包胶条单元设置在所述金属丝网单元的左端,所述磁条单元设置在所述焊接单元的下端;所述焊接单元包括供工装底座和设置在所述工装底座上的机架,所述机架的内部通过连接架和罩体与焊接驱动气缸连接,所述焊接驱动气缸与超声焊接连接,所述超声焊接与所述焊接驱动气缸均设置在所述工装底座的两端。
2.根据权利要求1所述的丝网超声波焊接设备,其特征在于:所述工装底座的侧端上设置有导料轴,所述导料轴的两端通过连接件与所述工装底座连接,所述工装底座上设置有支撑条,所述支撑条设置有两个,两个所述支撑条上设置有导料槽,所述导料槽的端部设置有压料气缸一,所述压料气缸一的端部设置有压料气缸二,所述压料气缸二与所述压料气缸一的两端均通过滑块与滑轨一和滑轨二连接,所述滑轨一与所述滑轨二之间设置有拉料气缸,所述拉料气缸穿过所述工装底座。
3.根据权利要求2所述的丝网超声波焊接设备,其特征在于:所述工装底座的一端设置导料辊,所述导料辊通过连接块和模组与所述工装底座连接,所述工装底座的另一端部设置有金属丝网限宽轴,所述金属丝网限宽轴通过所述连接块和所述模组与所述工装底座连接,所述金属丝网限宽轴的端部与所述支撑条连接,所述支撑条之间设置有底座支板,所述底座支板设置有两个,两个所述底座支板上均设置有外包胶条导向轮,所述外包胶条导向轮的前端设置有磁条导向轮,所述磁条导向轮的前端设置有导向轮二,所述导向轮二的前端设置有磁条限位板,所述磁条限位板的前端设置有内装导向轴承,所述内装导向轴承的上端设置有超声下模。
4.根据权利要求1所述的丝网超声波焊接设备,其特征在于:所述工装底座内部设置有超声电箱,所述工装底座的底部设置有承压轮,所述承压轮设置有四个。
5.根据权利要求3所述的丝网超声波焊接设备,其特征在于:所述机架的前端设置有触摸屏,所述触摸屏的下端设置有急停开关,所述急停开关的下端设置有开口,所述开口内设置有调节摇杆,所述调节摇杆与丝杠一连接,所述丝杠一与丝杠二连接,所述丝杠二的上端与所述底座支板连接,所述底座支板的下端与移动滑块连接,所述移动滑块设置为多个,多个所述移动滑块与移动槽连接,所述移动槽设置为两个,两个所述移动槽设置在所述工装底座上。
6.根据权利要求1所述的丝网超声波焊接设备,其特征在于:所述金属丝网单元包括支撑底座、金属丝网本体和限位挡板,所述限位挡板与所述金属丝网本体连接,所述金属丝网本体与所述支撑底座连接,所述支撑底座的上部设置有旋转轴,所述旋转轴的下部设置有固定杆,所述固定杆设置为两个,两个所述固定杆设置在所述支撑底座的两端部,两个所述固定杆与所述限位挡板连接,所述支撑底座的下端设置有垫脚。
7.根据权利要求1所述的丝网超声波焊接设备,其特征在于:所述外包胶条单元包括支撑架、旋转轴一和旋转托盘,所述旋转托盘与所述旋转轴一连接,所述旋转轴一与所述支撑架连接,所述支撑架的下端设置有可调垫脚,所述支撑架上端设置有通孔,所述旋转轴穿过所述通孔通过连接板与所述支撑架连接。
8.根据权利要求1所述的丝网超声波焊接设备,其特征在于:所述磁条单元包括磁条固定轴和磁条本体,所述磁条本体通过连接轴与磁条挡板连接,所述磁条挡板通过导料轴与所述磁条固定轴连接,所述磁条固定轴的两端通过轴承报卡与所述工装底座连接。
9.根据权利要求7所述的丝网超声波焊接设备,其特征在于:所述收料单元包括收卷架、旋转驱动电机和收料挡板,所述收料挡板设置为两个,两个所述收料挡板之间设置有收料轴,所述收料轴与旋转轴承连接,所述旋转轴承与所述旋转驱动电机连接,所述旋转驱动电机设置在固定台上,所述固定台设置在所述收卷架的上端,所述收卷架的下端设置有所述可调垫脚。
10.根据权利要求9所述的丝网超声波焊接设备,其特征在于:所述收料架的底部两端部上均设置有滑槽,所述滑槽上设置有收料压杆,所述收料压杆通过螺栓与所述滑槽连接。
技术总结本技术公开了丝网超声波焊接设备,涉及丝网焊接技术领域,包括金属丝网单元、外包胶条单元、磁条单元、焊接单元和收料单元,收料单元设置在焊接单元的左端,焊接单元设置在外包胶条单元的左端,外包胶条单元设置在金属丝网单元的左端,磁条单元设置在焊接单元的下端;焊接单元包括供工装底座和设置在工装底座上的机架,机架的内部通过连接架和罩体与焊接驱动气缸连接,焊接驱动气缸与超声焊接连接,超声焊接与焊接驱动气缸均设置在工装底座的两端。本技术采用上述结构的丝网超声波焊接设备,便于调节焊接高度和宽度,满足不同产品要求,适用高;通过两超声波系统,左右两侧单独控制焊接,实用性强且便于调节焊接参数。技术研发人员:马凤梅受保护的技术使用者:廊坊兆宇门窗有限公司技术研发日:20231117技术公布日:2024/7/4本文地址:https://www.jishuxx.com/zhuanli/20240723/212507.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表