一种阻燃防火板加工用自动封边装置的制作方法
- 国知局
- 2024-08-01 03:44:08
本发明属于防火板加工,具体为一种阻燃防火板加工用自动封边装置。
背景技术:
1、阻燃防火板是一种高性能的建筑材料,具有优异的耐火性能,能够有效减缓火势蔓延。它适用于各种室内装饰、家具制造以及建筑外墙等领域,确保使用场所的安全。阻燃防火板不仅耐高温、耐腐蚀,还具有良好的加工性能和隔音效果。其生产过程环保,无污染,符合现代绿色建材的标准。无论是家居装修还是商业建筑,阻燃防火板都能提供可靠的防火保护,保障人们的生命财产安全。常规的阻燃防火板均在工厂内部加工完成。
2、阻燃防火板在加工时会对其侧边进行封边处理,常规的封边处理方式是将防火板与封边条之间通过胶水进行粘接,以确保防火板的边缘不会出现毛刺现象,常规的封边方式均通过封边装置进行处理,在封边时一般会将防火板送入封边装置,再在其边缘涂抹胶水,完成胶水的涂抹后再进行封边条的安装,整个过程分步进行,导致整体的封边效率低下。
3、常规的的封边装置在进行封边后,还需将防火板送入压实装置进行压实,即还需经过压实装置才能实现封边条的压实过程,这种处理方式首先需要解除防火板的限位才能进行压实过程,导致整个压实过程的处理流程极为繁琐,无法实现快速限位解除以及快速压实作业,亟需进行改进。
技术实现思路
1、本发明的目的在于提供一种阻燃防火板加工用自动封边装置,以解决上述背景技术中提出的问题。
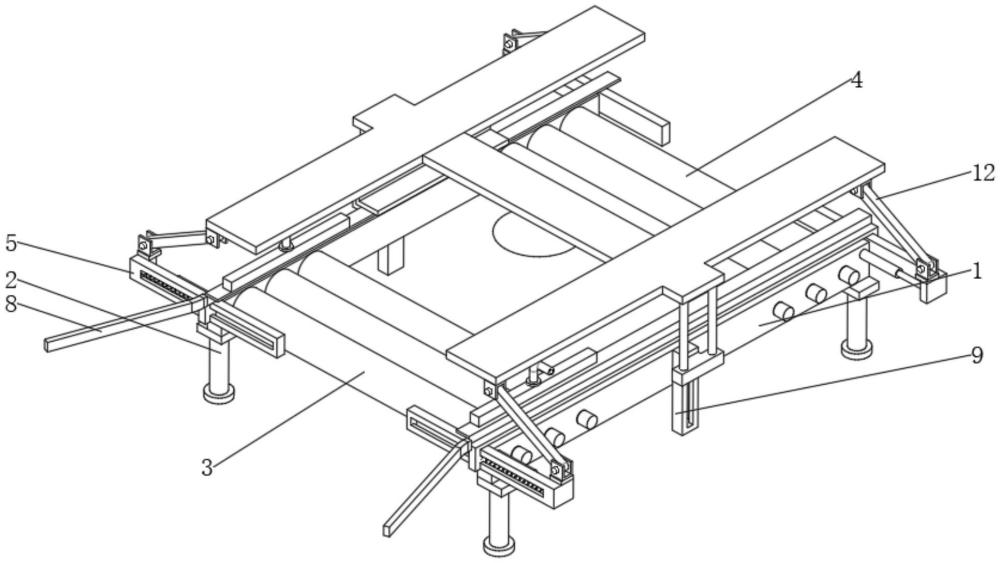
2、为了实现上述目的,本发明提供如下技术方案:一种阻燃防火板加工用自动封边装置,包括机架,所述机架底端的四角位置上均安装有支撑腿,所述机架的左侧等距离活动安装有第一输送辊,所述机架的右侧等距离活动安装有第二输送辊,所述第一输送辊和第二输送辊对称设计,所述第一输送辊的旋转方向为顺时针旋转,所述第二输送辊的旋转方向为逆时针旋转,所述机架的四角位置上均设有横向导轨,所述横向导轨的一端设有调节气缸,所述调节气缸的底端与机架之间相连接,所述调节气缸的输出轴与横向导轨的一侧相连接,所述横向导轨相对机架前后位移,位于前后两侧的两个所述横向导轨之间设有限位封边组件,所述机架前后两侧的中部均安装有纵向导轨,所述纵向导轨的上方设有压实组件,所述压实组件的一端与横向导轨之间相连接。
3、在进行阻燃防火板的封边处理时,需准备需要封边的防火板,以及与防火板规格相对应的封边条,同时将限位封边组件与外部输胶管之间相连接,同时将第一输送辊和第二输送辊与外部动力装置相连接,确保第一输送辊可顺时针旋转,且第二输送辊可逆时针旋转,即确保第一输送辊和第二输送辊的旋转方向相反,完成防火板封边前的准备工作。
4、作为本发明进一步的技术方案,所述限位封边组件包括限位架,所述限位架底端的左右两侧均固定安装有导向块,所述导向块与横向导轨之间活动卡接,所述导向块相对横向导轨左右位移,所述横向导轨内腔的一端均固定安装有限位弹簧,所述限位弹簧的另一端与导向块之间相连接。
5、作为本发明进一步的技术方案,所述导向块的前端均固定安装有导向杆,所述限位架顶端靠近前侧的位置上均固定安装有储胶箱,所述储胶箱顶端的中部固定连通有进料阀,所述进料阀与外部输胶管之间相连通。
6、作为本发明进一步的技术方案,所述限位架顶端靠近前侧的位置上等距离开设有位于储胶箱下方的涂胶孔,所述涂胶孔位于第一输送辊的上方且与储胶箱之间相连通。
7、当进行防火板的侧边封边时,可将待封边的防火板从装置的左端送入本装置,而封边条则从装置的右端送入本装置,封边条则放置在两个限位架的内侧面且从限位架的右端送入,此时多个第一输送辊和第二输送辊相对旋转,即可带动防火板以及封边条靠近,此时防火板和封边条之间的间距随之减小,并相互靠近;
8、同时当防火板的一端与导向杆相接触时,此时导向杆随之对防火板进行导向,同时防火板的侧边对导向杆施加作用力,使得两个导向杆相对远离,此时导向块随之相对横向导轨发生位移,同时限位弹簧被压缩,且限位弹簧会提供反向作用力带动两个限位架相对靠近直至将防火板进行夹紧并完成限位,此时右端的封边条可同步完成定位操作,同时随着防火板和封边条的相对靠近,可同步开启涂胶孔即可输出胶水至防火板的侧边位置上,同时当防火板以及封边条同时输送至装置的中部时,此时封边条即可位于胶水的上方,即安装在防火板的两侧位置上,完成封边条的自动安装过程。
9、通过设置有两组相对旋转的第一输送辊和第二输送辊,并利用限位封边组件的限位导向作用,使得进行防火板的封边操作时,可同时送入防火板以及封边条,通过二者之间的相对运动即可快速实现封边条的安装,同时在防火板的运动过程中完成涂胶操作,显著缩短整体的封边时间,避免传统装置需分步进行的问题,显著提高封边效率。
10、作为本发明进一步的技术方案,所述压实组件包括安装板,所述纵向导轨的内部均活动卡接有纵向导向块,所述纵向导向块相对纵向导轨上下位移,所述纵向导向块顶端的左右两侧均固定安装有延长杆,所述延长杆的顶端与安装板的底端相连接。
11、作为本发明进一步的技术方案,所述安装板底端的中部均固定安装有压实板,所述压实板位于第一输送辊和第二输送辊之间的上方位置上,所述安装板底端的左右两侧均固定安装有第一固定座。
12、作为本发明进一步的技术方案,所述第一固定座远离安装板的一端通过转轴活动连接有连杆,所述连杆远离第一固定座的一端均通过转轴活动连接有第二固定座,所述第二固定座的底端与横向导轨远离机架的一侧相连接。
13、当完成防火板两侧的封边操作后,此时可通过开启调节气缸,即可驱动调节气缸伸长,此时即可驱动横向导轨朝远离机架的方向进行位移,且可同步带动两个限位封边组件相对远离,此时两个限位封边组件即可朝远离机架的侧边进行位移,此时即可自动解除防火板侧边的限位,此时防火板即可位于第一输送辊和第二输送辊之间的位置上;
14、而当两个横向导轨相互远离时,位于左右两端的两个第二固定座随之相互远离,并带动连杆发生偏转,即连杆朝斜下方发生偏转,此时安装板随之受到向下的拉力作用,并在纵向导向块与纵向导轨的导向作用下,实现安装板的向下位移,直至压实板向下位移并与防火板侧边顶端的封边条相接触,且提供一定的压力实现封边条的压实,完成封边压实过程。
15、通过利用防火板封边操作时的限位导向作用,使其完成防火板快速定位以及快速封边的同时,通过解除侧边限位实现压实板的自动下移,完成封边后的迅速压实过程,整个过程快速完成,且可由装置自动完成,无需传统装置完成封边后再送入封边装置进行封边的过程,较少工序间的传送过程,进一步提高整体的封边效率。
16、作为本发明进一步的技术方案,两个所述安装板之间固定安装有连接板,所述连接板底端的中部固定安装有真空吸盘,所述真空吸盘的底端与压实板的底端处于同一水平面上。
17、当完成防火板封边条的压实时,即压实板对防火板的侧边施加压力时,此时随着安装板的下移可同步带动连接板向下位移,且带动底端的真空吸盘下移,即实现封边条的压实的同时,可实现真空吸盘与防火板之间的吸附,当完成压实后,可通过控制调节气缸缩短实现横向导轨的自动复位,而当横向导轨复位时,则可带动安装板上移,并同步带动真空吸盘上移,此时真空吸盘即可吸附防火板向上位移,完成出料,并实现装置的复位,通过移除封边后的防火板即可进行后续的封边作业。
18、通过利用防火板的封边压实过程,实现封边压实过程的同时可同步完成防火板的吸附过程,并利用装置的复位过程实现防火板的自动出料,整个过程无需人工进行辅助,进一步缩短了出料时间,同时出料时装置即可恢复初始状态,减少了装置封边时的准备时间,提高了防火板的出料效率,进而提高了整体的封边效率。
19、本发明的有益效果如下:
20、1、本发明通过设置有两组相对旋转的第一输送辊和第二输送辊,并利用限位封边组件的限位导向作用,使得进行防火板的封边操作时,可同时送入防火板以及封边条,通过二者之间的相对运动即可快速实现封边条的安装,同时在防火板的运动过程中完成涂胶操作,显著缩短整体的封边时间,避免传统装置需分步进行的问题,显著提高封边效率。
21、2、本发明通过利用防火板封边操作时的限位导向作用,使其完成防火板快速定位以及快速封边的同时,通过解除侧边限位实现压实板的自动下移,完成封边后的迅速压实过程,整个过程快速完成,且可由装置自动完成,无需传统装置完成封边后再送入封边装置进行封边的过程,较少工序间的传送过程,进一步提高整体的封边效率。
22、3、本发明通过利用防火板的封边压实过程,实现封边压实过程的同时可同步完成防火板的吸附过程,并利用装置的复位过程实现防火板的自动出料,整个过程无需人工进行辅助,进一步缩短了出料时间,同时出料时装置即可恢复初始状态,减少了装置封边时的准备时间,提高了防火板的出料效率,进而提高了整体的封边效率。
本文地址:https://www.jishuxx.com/zhuanli/20240723/213764.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表