3D打印设备及3D打印方法
- 国知局
- 2024-08-01 03:52:22
本申请属于3d打印,具体涉及3d打印设备及3d打印方法。
背景技术:
1、在3d打印技术领域中,常需要采用单挤出机切换线材的多色打印系统、更换打印头或热端的多色打印系统,导致打印线材的颜色有限、浪费线材较多、打印效率较低。
技术实现思路
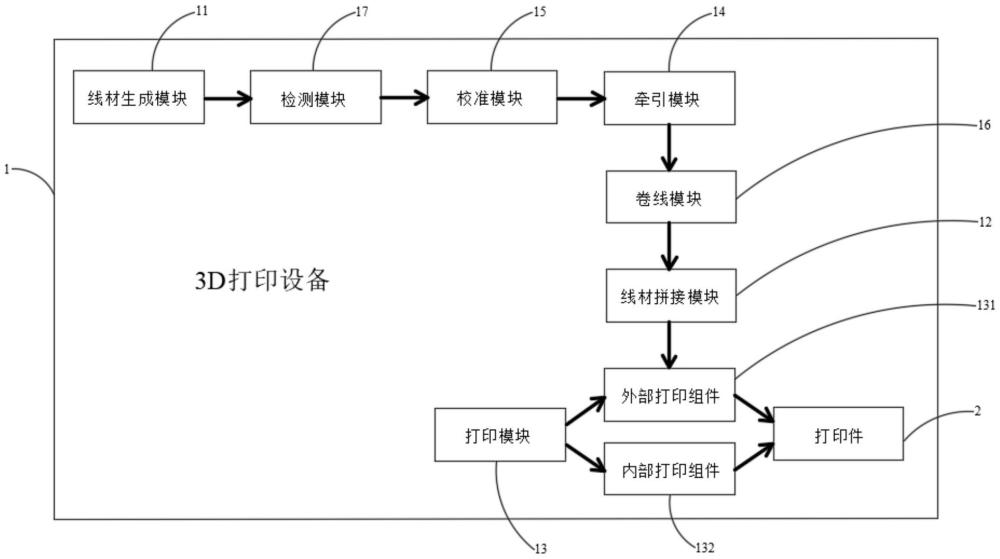
1、鉴于此,本申请第一方面提供了一种3d打印设备,所述3d打印设备包括:
2、线材生成模块,用于将多个原料混合、加热、及挤出,以得到具有不同预设颜色的至少两个预备线材;
3、线材拼接模块,用于将所述至少两个预备线材沿所述预备线材的长度方向依次分别拼接,以得到一个待打印线材;
4、打印模块,用于将所述待打印线材打印,以得到由所述待打印线材形成的打印件。
5、本申请第一方面提供的3d打印设备由线材生成模块、线材拼接模块、及打印模块组成。其中,线材生成模块能够通过精确控制红色、黄色、及蓝色的原料定量加入,实现了类似rgb调色的灵活颜色定制,可生成任意颜色的预备线材,得到满足预设颜色的预备线材。预设颜色可根据产品需要或用户需要设置。线材拼接模块能够将至少两个预备线材熔接拼接,得到由多种颜色拼接而成的一个多色的待打印线材,以供后续的打印形成打印件。
6、因此,本申请的3d打印设备不仅能够采用基础色构成的原料生成预设颜色的预备线材,实现线材的多样化定制,而且能够将颜色不同的至少两个预备线材拼接成一个待打印线材,从而在形成打印件的过程中,减少线材的切换,减少对线材的浪费,提高打印的效率。
7、其中,所述3d打印设备还包括牵引模块与校准模块,所述牵引模块用于牵引自所述线材生成模块的出丝口的预备线材,且位于所述出丝口与所述牵引模块之间的预备线材处于弯折状态,处于所述弯折状态的预备线材具有悬挂最低点;
8、所述校准模块用于校准所述预备线材的直径,所述校准模块包括传感器、及电连接所述传感器的控制器,所述传感器用于感应所述预备线材的悬挂高度,所述悬挂高度为所述出丝口至所述悬挂最低点的垂直距离,所述控制器用于控制所述线材生成模块的出丝速度和所述牵引模块的牵引速度,以使所述悬挂高度满足预设高度范围。
9、其中,所述预设高度范围包括第一预设高度与第二预设高度,所述第一预设高度小于所述第二预设高度,当所述悬挂高度小于所述第一预设高度时,所述控制器控制所述线材生成模块由第一出丝速度切换至第二出丝速度,所述第一出丝速度小于所述第二出丝速度,和/或,所述控制器控制所述牵引模块由第一牵引速度切换至第二牵引速度,所述第一牵引速度大于所述第二牵引速度;
10、当所述悬挂高度大于所述第二预设高度时,所述控制器控制所述线材生成模块由第三出丝速度切换至第四出丝速度,所述第三出丝速度大于所述第四出丝速度,和/或,所述控制器控制所述牵引模块由第三牵引速度切换至第四牵引速度,所述第三牵引速度小于所述第四牵引速度。
11、其中,所述线材生成模块与所述牵引模块均位于所述传感器的同一侧,且所述传感器相较于所述线材生成模块靠近所述3d打印设备的底面;所述传感器包括本体、及连接所述本体的感应部,所述感应部用于搭接位于所述出丝口与所述牵引模块之间的预备线材。
12、其中,所述感应部转动连接所述本体,所述感应部能够相对于所述本体摆动;当所述感应部与所述本体之间的夹角不满足预设摆动角范围时,所述3d打印设备停止工作。
13、其中,所述3d打印设备还包括用于检测所述预备线材的颜色的检测模块,所述检测模块包括图像获取器、及电连接所述图像获取器的处理器,所述图像获取器用于获取所述预备线材的图像,所述处理器用于获取所述图像的颜色信息,还用于对比所述颜色信息与所述预设颜色信息。
14、其中,当所述颜色信息满足所述预设颜色信息时,所述处理器输出所述颜色信息;当所述颜色信息不满足所述预设颜色信息时,所述处理器输出提示信息。
15、其中,所述线材拼接模块用于获取每个所述预备线材的拼接次序与拼接长度;还用于切割所述预备线材,使每个所述预备线材的长度满足所述拼接长度;还用于熔融所述预备线材,使所述至少两个预备线材分别拼接得到一个所述待打印线材;在所述待打印线材中,任意相邻的两个所述预备线材的端部相互抵接。
16、其中,所述打印模块包括外部打印组件、及内部打印组件,所述外部打印组件包括外部加热腔、及连通所述外部加热腔的外部喷头,所述外部加热腔用于加热所述待打印线材,所述外部喷头用于喷出加热后的所述待打印线材,所述待打印线材用于形成所述打印件的外表面;所述内部打印组件包括内部加热腔、及连通所述内部加热腔的内部喷头,所述内部加热腔用于加热填充线材,所述内部喷头用于喷出加热后的所述填充线材,所述填充线材用于填充所述打印件的内部;
17、所述外部加热腔的体积小于所述内部加热腔的体积,所述外部喷头的开口宽度小于所述内部喷头的开口宽度。
18、本申请第二方面提供了一种3d打印方法,所述3d打印方法包括:
19、提供如本申请第一方面提供的3d打印设备、及多个原料;
20、将所述多个原料置于所述3d打印设备的线材生成模块,且所述线材生成模块将所述多个原料混合、加热、及挤出,得到具有不同预设颜色的至少两个预备线材;
21、将所述至少两个预备线材置于所述3d打印设备的线材拼接模块,且所述线材拼接模块将所述至少两个预备线材沿所述预备线材的长度方向依次拼接,得到一个待打印线材;
22、将所述待打印线材置于所述3d打印设备的打印模块,且所述打印模块将所述待打印线材打印,得到由所述待打印线材形成的打印件。
23、本申请第二方面提供的3d打印方法,通过采用本申请第一方面提供的3d打印设备,不仅能够采用基础色构成的原料生成预设颜色的预备线材,实现线材的多样化定制,而且能够将颜色不同的至少两个预备线材拼接成一个待打印线材,从而在形成打印件的过程中,减少线材的切换,减少对线材的浪费,提高打印的效率。
技术特征:1.一种3d打印设备,其特征在于,所述3d打印设备包括:
2.如权利要求1所述的3d打印设备,其特征在于,所述3d打印设备还包括牵引模块与校准模块,所述牵引模块用于牵引自所述线材生成模块的出丝口的预备线材,且位于所述出丝口与所述牵引模块之间的预备线材处于弯折状态,处于所述弯折状态的预备线材具有悬挂最低点;
3.如权利要求2所述的3d打印设备,其特征在于,所述预设高度范围包括第一预设高度与第二预设高度,所述第一预设高度小于所述第二预设高度,当所述悬挂高度小于所述第一预设高度时,所述控制器控制所述线材生成模块由第一出丝速度切换至第二出丝速度,所述第一出丝速度小于所述第二出丝速度,和/或,所述控制器控制所述牵引模块由第一牵引速度切换至第二牵引速度,所述第一牵引速度大于所述第二牵引速度;
4.如权利要求2所述的3d打印设备,其特征在于,所述线材生成模块与所述牵引模块均位于所述传感器的同一侧,且所述传感器相较于所述线材生成模块靠近所述3d打印设备的底面;所述传感器包括本体、及连接所述本体的感应部,所述感应部用于搭接位于所述出丝口与所述牵引模块之间的预备线材。
5.如权利要求4所述的3d打印设备,其特征在于,所述感应部转动连接所述本体,所述感应部能够相对于所述本体摆动;当所述感应部与所述本体之间的夹角不满足预设摆动角范围时,所述3d打印设备停止工作。
6.如权利要求1所述的3d打印设备,其特征在于,所述3d打印设备还包括用于检测所述预备线材的颜色的检测模块,所述检测模块包括图像获取器、及电连接所述图像获取器的处理器,所述图像获取器用于获取所述预备线材的图像,所述处理器用于获取所述图像的颜色信息,还用于对比所述颜色信息与所述预设颜色信息。
7.如权利要求6所述的3d打印设备,其特征在于,当所述颜色信息满足所述预设颜色信息时,所述处理器输出所述颜色信息;当所述颜色信息不满足所述预设颜色信息时,所述处理器输出提示信息。
8.如权利要求1所述的3d打印设备,其特征在于,所述线材拼接模块用于获取每个所述预备线材的拼接次序与拼接长度;还用于切割所述预备线材,使每个所述预备线材的长度满足所述拼接长度;还用于熔融所述预备线材,使所述至少两个预备线材分别拼接得到一个所述待打印线材;在所述待打印线材中,任意相邻的两个所述预备线材的端部相互抵接。
9.如权利要求1所述的3d打印设备,其特征在于,所述打印模块包括外部打印组件、及内部打印组件,所述外部打印组件包括外部加热腔、及连通所述外部加热腔的外部喷头,所述外部加热腔用于加热所述待打印线材,所述外部喷头用于喷出加热后的所述待打印线材,所述待打印线材用于形成所述打印件的外表面;所述内部打印组件包括内部加热腔、及连通所述内部加热腔的内部喷头,所述内部加热腔用于加热填充线材,所述内部喷头用于喷出加热后的所述填充线材,所述填充线材用于填充所述打印件的内部;
10.一种3d打印方法,其特征在于,所述3d打印方法包括:
技术总结本申请提供了3D打印设备及3D打印方法。3D打印设备包括线材生成模块、线材拼接模块、及打印模块。线材生成模块用于将多个原料混合、加热、及挤出,以得到具有不同预设颜色的至少两个预备线材。线材拼接模块用于将至少两个预备线材沿预备线材的长度方向依次分别拼接,以得到一个待打印线材。打印模块用于将待打印线材打印,以得到由待打印线材形成的打印件。本申请的3D打印设备不仅能够采用基础色构成的原料生成预设颜色的预备线材,实现线材的多样化定制,而且能够将颜色不同的至少两个预备线材拼接成一个待打印线材,从而在形成打印件的过程中,减少线材的切换,减少对线材的浪费,提高打印的效率。技术研发人员:郭登极,郭晓琪,周宜静,黄海军,周宇轩,甘杰恒,林建军,王序进受保护的技术使用者:深圳大学技术研发日:技术公布日:2024/7/15本文地址:https://www.jishuxx.com/zhuanli/20240723/214213.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表