塑料滚珠的制备方法与流程
- 国知局
- 2024-08-01 04:03:34
本发明涉及滚珠加工技术,更具体地说,它涉及一种塑料滚珠的制备方法。
背景技术:
1、滚珠瓶又名走珠瓶,是目前比较常见的一种包装瓶,广泛的被人们使用。滚球瓶瓶身,通常有塑料与玻璃两种材质。滚珠瓶通常容量不大,在瓶头安装滚珠,使人们可以均匀涂抹,防止液体遗漏,并且还具有按摩效果。滚珠瓶头部的滚珠有塑料和钢珠两种。
2、公开号为cn103909652a的中国专利公开的一种红外线塑料滚珠焊接机,其技术要点是:包括机台、送料装置、第一移动滑轨、固定模块、第二移动滑轨和红外线焊接装置;送料装置设置在机台的一侧;第一移动滑轨横向设在机台上;固定模块可左右移动的设置在第一移动滑轨上;固定模块左右对称设置有两个;第二移动滑轨竖向设置在机台上;第二移动滑轨位于两固定模块之间;红外线焊接装置可前后移动的设置在第二移动滑轨上。
3、上述方案中解决了普通焊接设备外加手工操作,人为参与因素较多,不仅较为费时费力,而且生产质量差,不能够实现批量化生产的问题,但是在焊接时会先将两个塑料滚珠半球先进行组合成塑料滚珠,而后对组合后的塑料滚珠经由红外线焊接机进行焊接,但在组装以及焊接过程中,由于滚珠半球之间的连接较弱,且同心度参差不齐,从而导致焊接后的塑料滚珠的圆度容易存在偏差而导致由焊接方式制成的塑料滚珠的良品率受限。
4、因此需要提出一种新的方案来解决这个问题。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种塑料滚珠的制备方法。
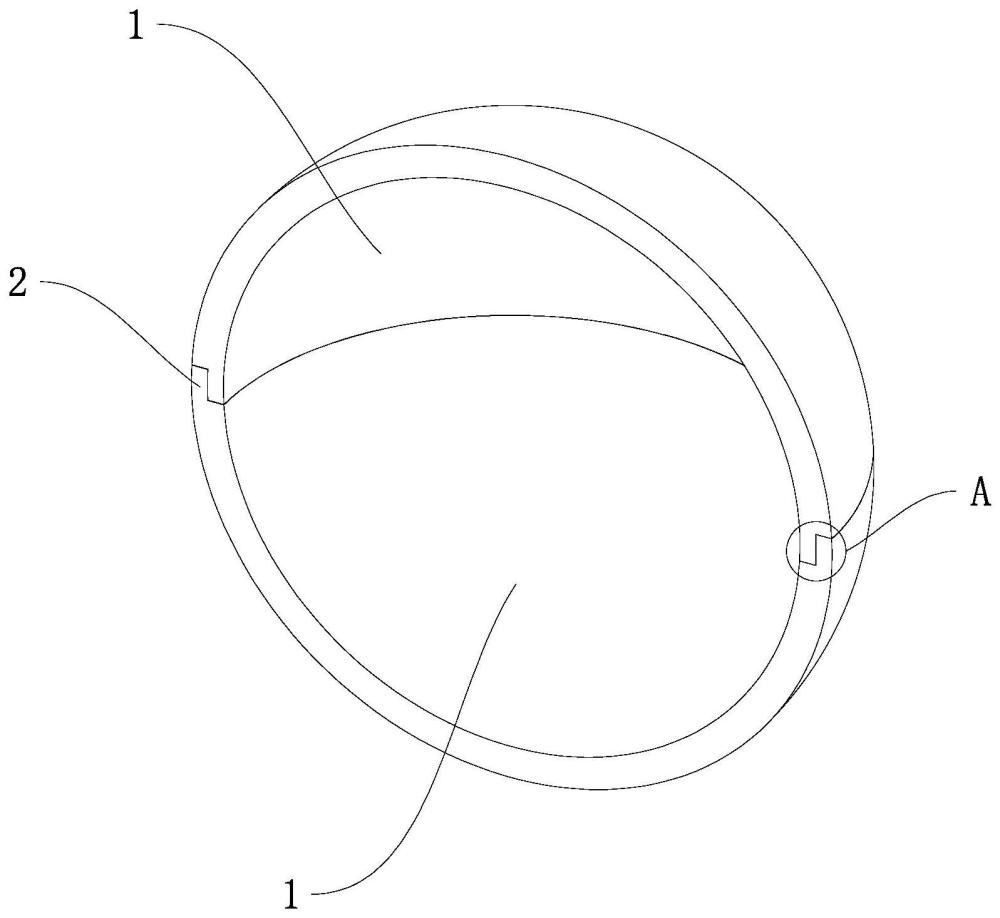
2、本发明的上述技术目的是通过以下技术方案得以实现的:一种塑料滚珠的制备方法,其特征在于:用于制备呈空心球状结构的塑料滚珠,所述塑料滚珠包括相互拼接的半球瓣,两个所述半球瓣设有用于形成拼接处的重叠部,所述重叠部的表里两侧均为弧形面,所述重叠部的球心与半球瓣的球心均位于塑料滚珠的对称中心面,当两个所述重叠部拼接后,所述塑料滚珠的重心位于重叠部上;
3、其制备步骤包括:
4、注塑成型,将动模与定模进行合模,注塑冷却脱模后得到两可相互拼接的半球瓣;
5、激光焊接,将注塑成型后的半球瓣组装拼接后,输送至焊接工位进行激光焊,得到球状半成品;
6、打磨,将球状半成品输送至打磨工位延重叠部对球状半成品的焊接处进行打磨,直至无明显刮手感,得到塑料滚珠成品;
7、清洗烘干;
8、品质检测,对清洗烘干后的塑料滚珠成品进行外观检测、尺寸检测、性能检测,将不达标的塑料滚珠成品进行筛分;
9、打包,将经品质检测后筛分的塑料滚珠成品进行包装。
10、本发明进一步设置为:所述注塑成型的具体步骤包括:
11、定模安装,将定模固定安装至注塑机上,并对接热流道及螺杆挤出机后,对定模喷涂脱模剂,等待运行;
12、动模调试,将动模装配至注塑机上,测试注塑机运行对动模与定模进行合模测试,而后依据所注塑半球瓣中重叠部的位置,调整动模的模芯,使经一组动模和定模制备可拼接的半球瓣;
13、合模注塑,启动注塑机,动模在驱动作用力下贴近定模,直至动模与定模的端面充分贴合,而后驱动螺杆挤出机将熔融状态的物料经热流道注塑至定模和动模之间的模腔内;
14、冷却脱模,待合模注塑完成后,经循环机构将冷却介质流经动模或定模进行冷却,待定模或动模冷却后,驱动动模与定模分离,完成半球瓣的脱模下料。
15、本发明进一步设置为:所述动模上设有若干矩形阵列的凸部,所述动模的端面距凸部边沿的最长距离l大于塑料滚珠的半径r,小于塑料滚珠直径r的n/m,n/m>1/2。
16、本发明进一步设置为:所述重叠部的中点与边沿距离球心之间构成的夹角为10-30°。
17、本发明进一步设置为:所述动模上可拆卸连接有套设于凸部外的阻料圈,所述阻料圈包括相互套设的外圈和内圈,所述外圈或内圈同心套设于凸部外,用以在两半球瓣注塑时分别形成错位设置的重叠部。
18、本发明进一步设置为:所述动模上设有与阻料套可拆卸连接的吸附组件,所述吸附组件提供阻料圈粘覆定模的吸附作用力,所述吸附作用力大于重叠部与阻料圈冷却脱模时的相互阻尼力。
19、本发明进一步设置为:所述吸附组件包括若干极限相反的正极部和负极部,所述阻料圈包括若干与正极部或负极部对应设置的阳极部和阴极部。
20、本发明进一步设置为:所述正极部和负极部均采用电磁铁呈圆环形,所述正极部、负极部、阳极部以及阴极部均呈同心设置的扇形状结构,所述正极部与阴极部的边沿处于同一直线,所述负极部和阳极部的边沿均处于同一直线。
21、本发明进一步设置为:所述品质检测的具体步骤包括:
22、外观检测:将塑料滚珠成品经振动盘送料机输送至检测轨道,而后位移至检测轨道的塑料滚珠成品沿检测轨道的坡度自上而下滚落,设置检测轨道的坡度为5-7%,经设置在检测轨道两侧的超高速摄像机,对塑料滚珠成品的外观进行检测,若塑料滚珠成品光洁、无破裂、无明显异色点,且外观轻微伤痕≤2cm,宽度≤0.2mm,数量≤2条,则外观检测合格;
23、本发明进一步设置为:所述品质检测的具体步骤还包括:尺寸检测:检测轨道的下段设置有呈人字形的限位栏,且检测轨道的一侧设置位于限位栏上端一侧的筛料杆,通过调节限位栏具检测轨道的侧壁之间的间距,以筛分塑料滚珠成品的外径尺寸,检测精度达±0.05mm,若滚落的塑料滚珠成品由限位栏拦截时,经由触碰传感器控制筛料杆进行伸缩,将拦截的塑料滚珠成品筛分下料至次品料道。
24、综上所述,本发明具有以下有益效果:
25、通过同一套由动模和定模经注塑工艺制成半球瓣,可实现两半球瓣具有良好的同心度,实现在拼接时,两半球瓣的球心和高度重合,并且两半球瓣上形成的交错的重叠部,可实现两半球瓣在进行焊接前,即可实现预先的固定和组装,进而在焊接的过程中,即可实现两半球瓣保持较好的同心度,进而使得焊接成空心球状结构的塑料滚珠具备良好的圆度。
技术特征:1.一种塑料滚珠的制备方法,其特征在于:用于制备呈空心球状结构的塑料滚珠,所述塑料滚珠包括相互拼接的半球瓣(1),两个所述半球瓣(1)设有用于形成拼接处的重叠部(2),所述重叠部(2)的表里两侧均为弧形面,所述重叠部(2)的球心与半球瓣(1)的球心均位于塑料滚珠的对称中心面,当两个所述重叠部(2)拼接后,所述塑料滚珠的重心位于重叠部(2)上;
2.根据权利要求1所述的塑料滚珠的制备方法,其特征在于:所述注塑成型的具体步骤包括:
3.根据权利要求2所述的塑料滚珠的制备方法,其特征在于:所述动模(3)上设有若干矩形阵列的凸部(41),所述动模(3)的端面距凸部(41)边沿的最长距离l大于塑料滚珠的半径r,小于塑料滚珠直径r的n/m,n/m>1/2。
4.根据权利要求3所述的塑料滚珠的制备方法,其特征在于:所述重叠部(2)的中点与边沿距离球心之间构成的夹角为10-30°。
5.根据权利要求3所述的塑料滚珠的制备方法,其特征在于:所述动模(3)上可拆卸连接有套设于凸部(41)外的阻料圈(42),所述阻料圈(42)包括相互套设的外圈(421)和内圈(422),所述外圈(421)或内圈(422)同心套设于凸部(41)外,用以在两半球瓣(1)注塑时分别形成错位设置的重叠部(2)。
6.根据权利要求5所述的塑料滚珠的制备方法,其特征在于:所述动模(3)上设有与阻料套可拆卸连接的吸附组件,所述吸附组件提供阻料圈(42)粘覆定模(4)的吸附作用力,所述吸附作用力大于重叠部(2)与阻料圈(42)冷却脱模时的相互阻尼力。
7.根据权利要求6所述的塑料滚珠的制备方法,其特征在于:所述吸附组件包括若干极限相反的正极部和负极部,所述阻料圈(42)包括若干与正极部或负极部对应设置的阳极部和阴极部。
8.根据权利要求7所述的塑料滚珠的制备方法,其特征在于:所述正极部和负极部均采用电磁铁呈圆环形,所述正极部、负极部、阳极部以及阴极部均呈同心设置的扇形状结构,所述正极部与阴极部的边沿处于同一直线,所述负极部和阳极部的边沿均处于同一直线。
9.根据权利要求1所述的塑料滚珠的制备方法,其特征在于:所述品质检测的具体步骤包括:
10.根据权利要求1所述的塑料滚珠的制备方法,其特征在于:所述品质检测的具体步骤还包括:尺寸检测:检测轨道的下段设置有呈人字形的限位栏,且检测轨道的一侧设置位于限位栏上端一侧的筛料杆,通过调节限位栏具检测轨道的侧壁之间的间距,以筛分塑料滚珠成品的外径尺寸,检测精度达±
技术总结本发明公开了一种塑料滚珠的制备方法,其技术方案要点是:塑料滚珠包括相互拼接的半球瓣,两个半球瓣设有用于形成拼接处的重叠部,重叠部的表里两侧均为弧形面,重叠部的球心与半球瓣的球心均位于塑料滚珠的对称中心面,当两个所述重叠部拼接后,塑料滚珠的重心位于重叠部上。本发明通过同一套由动模和定模经注塑工艺制成半球瓣,可实现两半球瓣具有良好的同心度,实现在拼接时,两半球瓣的球心和高度重合,并且两半球瓣上形成的交错的重叠部,可实现两半球瓣在进行焊接前,即可实现预先的固定和组装,进而在焊接的过程中,即可实现两半球瓣保持较好的同心度,进而使得焊接成空心球状结构的塑料滚珠具备良好的圆度。技术研发人员:赵德建受保护的技术使用者:绍兴上虞鸿达塑业有限公司技术研发日:技术公布日:2024/7/15本文地址:https://www.jishuxx.com/zhuanli/20240723/214454.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表