一种碳纤维材料固化装置及方法
- 国知局
- 2024-08-01 04:06:26
本发明涉及碳纤维材料成型,特别是一种碳纤维材料固化装置及方法。
背景技术:
1、碳纤维复合材料具有比强度高、比刚度高、可设计性强、抗疲劳、耐腐蚀、优异的结构尺寸稳定性以及便于大面积整体成形的独特优点,因此被广泛用于航空、航天、兵器、船舶等领域。但是,现有的碳纤维复合材料在进行固化成型形成零件后,零件内部存在较高的内应力,使得零件在使用的过程中随着内应力的释放,出现变形等问题。因此,亟需一种碳纤维材料固化装置及方法,可以对零件内的内应力进行消减及均化,避免零件出现变形等问题。
技术实现思路
1、鉴于现有技术的以上问题,本技术提供一种碳纤维材料固化装置及方法,可以对零件内的内应力进行消减及均化,避免零件出现变形等问题。
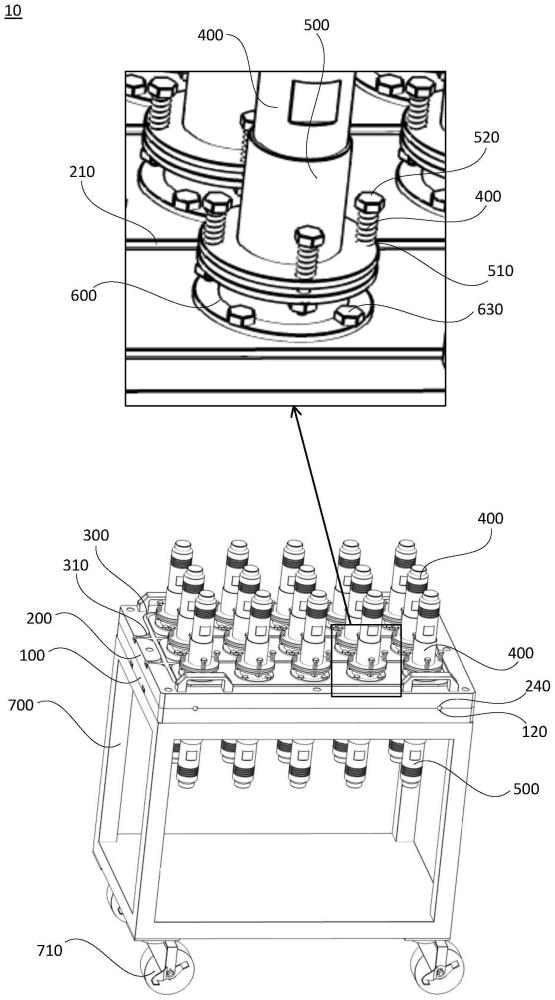
2、为达到上述目的,本技术第一方面提供一种碳纤维材料固化装置,包括:第一模具,所述第一模具上设置有成型槽,所述成型槽用于容置毛坯件;第二模具,所述第二模具与所述第一模具固定连接,用于将所述毛坯件压入所述成型槽内;加热片,所述加热片安装在所述第一模具与所述第二模具相背的两侧表面中的至少一侧表面上;高能声束换能器,所述高能声束换能器安装在所述第一模具与所述第二模具相背的两侧表面中的至少一侧表面上,所述高能声束换能器的发射端朝向所述成型槽设置;密封膜,在所述成型槽中装入所述毛坯件后,所述密封膜与所述成型槽密封连接,将所述毛坯件密封在所述成型槽中,所述密封膜上设置有接口,所述接口用于与真空泵连接。
3、采用如上结构,通过对成型槽中的毛坯件进行密封后抽取真空,从而可以提高毛坯件加热固化形成零件后的材料密度,提高零件的结构强度。另外,通过设置高能声束换能器,由高能声束换能器的发射端朝向成型槽发射超声波,不但可以使毛坯件加热固化形成零件后的材料密度更加均匀,还可以对毛坯件中的残余应力进行均化及消减,避免零件在使用过程中发生变形。
4、另外,通过使第二模具与第一模具固定连接,将毛坯件压入成型槽内,从而可以对密封膜密封的毛坯件进行压紧。由此,可以进一步提高毛坯件加热固化形成零件后的材料密度,提高零件的结构强度。
5、作为第一方面的一种可能的实现方式,所述第一模具与所述第二模具相对的两侧表面中的至少一侧表面上设置有连接槽,所述连接槽连接所述成型槽与所述第一模具、所述第二模具的外侧,所述接口由所述连接槽伸出。
6、采用如上结构,通过设置连接槽,可以使密封膜上的接口通过连接槽伸出,以便与真空泵进行连接,从而可以在毛坯件固化的过程中持续地抽取真空,以提高毛坯件加热固化形成零件后的材料密度,提高零件的结构强度。
7、作为第一方面的一种可能的实现方式,所述第一模具和/或所述第二模具上设置有连接孔,所述连接孔的轴向与所述成型槽的朝向相同,第一螺栓穿过所述连接孔将所述第一模具与所述第二模具固定连接。
8、采用如上结构,通过使连接孔的轴向与成型槽的朝向相同,从而可以在使用第一螺栓穿过连接孔将第一模具与第二模具固定连接时,可以驱动第二模具与第一模具逐渐接近,从而可以对成型槽内的毛坯件进行压紧,以便成型槽对毛坯件进行塑形。
9、作为第一方面的一种可能的实现方式,所述第一模具与所述第二模具相背的两侧表面中的至少一侧表面上上设置有第一安装槽,所述第一安装槽围绕所述高能声束换能器设置,所述加热片安装在所述第一安装槽中。
10、采用如上结构,通过围绕高能声束换能器设置第一安装槽,将加热片安装在第一安装槽中,可以使成型槽中的毛坯件受热更加均匀,从而使毛坯件固化的速度更加均匀。另外,将加热片安装在第一安装槽中,可以降低加热片与成型槽中毛坯件之间的厚度,从而可以降低加热片的热能损耗,提高模具的热传递效率。
11、作为第一方面的一种可能的实现方式,所述第一模具与所述第二模具相背的两侧表面中的至少一侧表面上设置有第二安装槽,所述高能声束换能器安装在所述第二安装槽中。
12、采用如上结构,通过设置第二安装槽将高能声束换能器安装在第二安装槽中,可以降低第一模具、第二模具在高能声束换能器对应位置的厚度,从而降低高能声束换能器发出的超声波的损耗。由此,可以提高对毛坯件中的残余应力进行均化及消减的效果,避免零件在使用过程中发生变形。
13、作为第一方面的一种可能的实现方式,还包括变幅杆与安装件,所述安装件安装在所述第二安装槽对应位置,所述变幅杆安装在所述安装件上,所述安装件上设置有弹簧,所述弹簧驱动所述变幅杆的一端与所述第二安装槽的槽底相贴;所述高能声束换能器安装在所述变幅杆上,与所述变幅杆同轴设置,所述高能声束换能器的发射端与所述变幅杆的另一端相贴。
14、作为第一方面的一种可能的实现方式,所述安装件呈圆筒状,所述安装件的两端围绕所述安装件的开口设置有环状凸缘,位于所述安装件一端的所述环状凸缘上设置有第一安装孔,由第二螺栓穿过所述第一安装孔将所述安装件固定在所述第二安装槽对应的所述第一模具和/或所述第二模具上;位于所述安装件另一端的所述环状凸缘上设置有第二安装孔,由第三螺栓穿设在所述变幅杆上后固定在所述第二安装孔上,所述变幅杆与所述第三螺栓滑动连接,所述弹簧套设在所述第三螺栓上,驱动所述变幅杆的一端与所述第二安装槽的槽底相贴。
15、采用如上结构,通过设置弹簧,使弹簧驱动变幅杆的一端与所述第二安装槽的槽底相贴,从而可以方便高能声束换能器通过变幅杆将超声波发送到成型槽中,提高超声波的传播效果。
16、作为第一方面的一种可能的实现方式,所述第一安装孔与所述第二安装孔错开设置。
17、采用如上结构,通过使第一安装孔与第二安装孔错开设置,从而可以在操作第二螺栓与第三螺栓时避免相互之间造成阻碍,从而可以方便变幅杆的安装。
18、作为第一方面的一种可能的实现方式,所述高能声束换能器阵列设置有多个。
19、采用如上结构,通过阵列设置多个高能声束换能器,可以在毛坯件固化的过程中,对毛坯件的不同位置的应力进行消减及均化,以避免零件在使用过程中发生形变。
20、本技术第二方面提供一种碳纤维材料固化方法,其特征在于,包括:将毛坯件放入两个模具中一个所述模具的成型槽中,使用密封膜将所述毛坯件密封在所述成型槽中,抽出所述密封膜与所述成型槽之间的空气;将两个所述模具以对称状态扣合,通过螺栓驱动两个所述模具靠近,在两个所述模具的所述成型槽中挤压所述毛坯件;使用加热片加热所述模具;使用高能声束换能器向所述成型槽中发射超声波。
21、采用如上结构,通过对成型槽中的毛坯件进行密封后抽取真空,从而可以提高毛坯件加热固化形成零件后的材料密度,提高零件的结构强度。另外,通过设置高能声束换能器,由高能声束换能器的发射端朝向成型槽发射超声波,不但可以使毛坯件加热固化形成零件后的材料密度更加均匀,还可以对毛坯件中的残余应力进行均化及消减,避免零件在使用过程中发生变形。
22、另外,通过使第二模具与第一模具固定连接,将毛坯件压入成型槽内,从而可以对密封膜密封的毛坯件进行压紧。由此,可以进一步提高毛坯件加热固化形成零件后的材料密度,提高零件的结构强度。
23、本发明的这些和其它方面在以下(多个)实施例的描述中会更加简明易懂。
本文地址:https://www.jishuxx.com/zhuanli/20240723/214644.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表