一种连接牢固的螺纹式射嘴头的制作方法
- 国知局
- 2024-08-01 04:11:35
本技术涉及注塑机配件,具体为一种连接牢固的螺纹式射嘴头。
背景技术:
1、注塑成型是塑料的主要成型方法,其特点是生产效率高,对各种塑料的加工适应性强,能成型形状复杂、尺寸精确的注塑制品,广泛应用于人类生活的各个领域,注塑成型需要注塑机通过射嘴输出塑料熔体,而为了让塑料熔体具有更高的可塑性,一般的注塑机中射嘴的头部都会设计成尖细状,使得输出的塑料熔体界面半径更小,从而在成型时可以更加精确。
2、现有的当模具主浇套内腔体压力过大并传输至射嘴头处过程中,射嘴头本身出口的直径就较小,射嘴头压力过载时,拼接处就会承受较大的压力,从而导致聚合物外溢,凝结后既不易拆除又不易清理,因此会影响了注塑生产的效率。
3、针对上述问题,急需在原有射嘴头的基础上进行创新设计。
技术实现思路
1、本实用新型的目的在于提供一种连接牢固的螺纹式射嘴头,以解决上述背景技术中提出的现有的当模具主浇套内腔体压力过大并传输至射嘴头处过程中,射嘴头本身出口的直径就较小,射嘴头压力过载时,拼接处就会承受较大的压力,从而导致聚合物外溢,凝结后既不易拆除又不易清理,因此会影响了注塑生产的效率的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种连接牢固的螺纹式射嘴头,包括嘴头、第一腔体、出口、连接装置、加固件、进料装置和压力调节装置,所述第一腔体设置在嘴头内,所述出口设置在嘴头的前端,所述连接装置设置在嘴头上,所述加固件设置在连接装置上,所述进料装置设置在加固件上,所述压力调节装置设置在进料装置上,所述压力调节装置包括压力传感器、单向阀、集料管和收料箱,所述压力传感器设置在第三腔体内,所述单向阀设置在主管道的下端且与压力传感器电性连接,所述集料管设置在单向阀的下端,所述收料箱设置在集料管的下端。
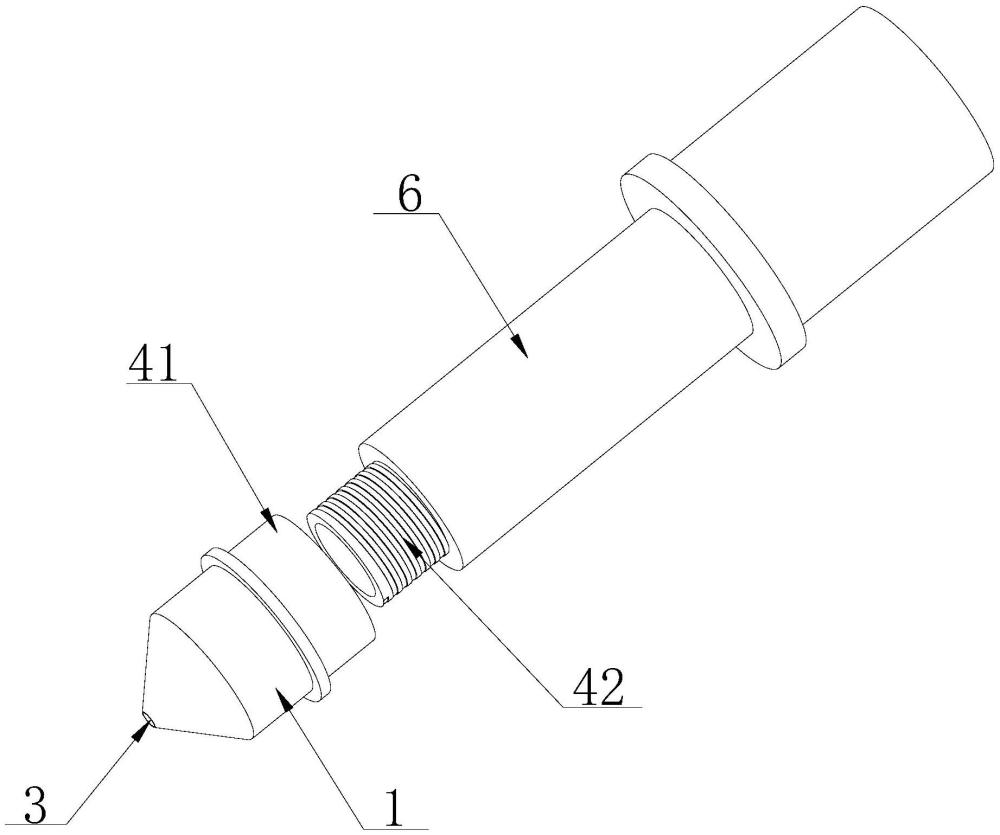
3、优选的,所述连接装置包括连接套和连接块,所述连接套设置在嘴头上,所述连接块活动连接在连接套上。
4、优选的,所述进料装置包括主管道、第二腔体和第三腔体,所述主管道设置在连接块上,所述第二腔体设置在主管道内,所述第三腔体也设置在主管道内且位于第二腔体的一侧。
5、优选的,所述加固件包括卡扣、凹槽和凸块,所述卡扣设置在连接套上,所述凹槽开设在卡扣上,所述凸块设置在主管道的外侧壁上,所述凹槽与卡扣处于匹配状态设置。
6、优选的,所述连接套的内部直径大于连接块的外部直径,所述连接块螺纹连接在连接套内。
7、优选的,所述第二腔体呈波纹形状态设置且内壁光滑。
8、与现有技术相比,本实用新型提供了连接牢固的螺纹式射嘴头,具有以下优点:
9、1.设置有嘴头、第一腔体、出口、连接装置、连接套、连接块、加固件、卡扣、凹槽和凸块,改进后的主管道的尾端与注塑机主浇套注塑腔连接,主管道与嘴头连接时将连接块与连接套进行螺纹式连接,连接套的直径比连接块的直径大,当注塑腔内压力增大时,主管道内的聚合物不会外溢到螺纹连接处,使用的过程中连接处不易凝结,拆卸时比较便捷,为避免连接处不牢固,增设的加固件可使得嘴头与主管道能够更加牢固的连接在一起,进行加固操作时,将卡扣上的凹槽扣入到凸块上即可,操作便捷;
10、2.设置有进料装置、主管道、第二腔体、第三腔体、压力调节装置、压力传感器、单向阀、集料管和收料箱,改进后的当模具主浇套内部的聚合物被传输至主管道内,需要先经过第三腔体再进入到第二腔体内,第三腔体内设有压力传感器,当模具主浇套内腔体压力过大并传输至射嘴头处过程中,为避免射嘴头压力过载,压力传感器实时监测第三腔体内的压力,当超过所设阈值后单向阀就会打开泄压,一部分聚合物会从集料管进入到收料箱内,因此射嘴头拼接处就不会承受较大的压力导致聚合物外溢,收料箱内的聚合物可以便于集中清理,长时间使用射嘴头也不易堵塞,提高注塑生产的效率。
技术特征:1.一种连接牢固的螺纹式射嘴头,其特征在于:包括嘴头(1)、第一腔体(2)、出口(3)、连接装置(4)、加固件(5)、进料装置(6)和压力调节装置(7),所述第一腔体(2)设置在嘴头(1)内,所述出口(3)设置在嘴头(1)的前端,所述连接装置(4)设置在嘴头(1)上,所述加固件(5)设置在连接装置(4)上,所述进料装置(6)设置在加固件(5)上,所述压力调节装置(7)设置在进料装置(6)上,所述压力调节装置(7)包括压力传感器(71)、单向阀(72)、集料管(73)和收料箱(74),所述压力传感器(71)设置在第三腔体(63)内,所述单向阀(72)设置在主管道(61)的下端且与压力传感器(71)电性连接,所述集料管(73)设置在单向阀(72)的下端,所述收料箱(74)设置在集料管(73)的下端。
2.根据权利要求1所述的一种连接牢固的螺纹式射嘴头,其特征在于:所述连接装置(4)包括连接套(41)和连接块(42),所述连接套(41)设置在嘴头(1)上,所述连接块(42)活动连接在连接套(41)上。
3.根据权利要求2所述的一种连接牢固的螺纹式射嘴头,其特征在于:所述进料装置(6)包括主管道(61)、第二腔体(62)和第三腔体(63),所述主管道(61)设置在连接块(42)上,所述第二腔体(62)设置在主管道(61)内,所述第三腔体(63)也设置在主管道(61)内且位于第二腔体(62)的一侧。
4.根据权利要求3所述的一种连接牢固的螺纹式射嘴头,其特征在于:所述加固件(5)包括卡扣(51)、凹槽(52)和凸块(53),所述卡扣(51)设置在连接套(41)上,所述凹槽(52)开设在卡扣(51)上,所述凸块(53)设置在主管道(61)的外侧壁上,所述凹槽(52)与卡扣(51)处于匹配状态设置。
5.根据权利要求4所述的一种连接牢固的螺纹式射嘴头,其特征在于:所述连接套(41)的内部直径大于连接块(42)的外部直径,所述连接块(42)螺纹连接在连接套(41)内。
6.根据权利要求3所述的一种连接牢固的螺纹式射嘴头,其特征在于:所述第二腔体(62)呈波纹形状态设置且内壁光滑。
技术总结本技术公开了一种连接牢固的螺纹式射嘴头,包括:嘴头、第一腔体、出口、连接装置、加固件、进料装置和压力调节装置,所述第一腔体设置在嘴头内,所述出口设置在嘴头的前端,所述连接装置设置在嘴头上,所述加固件设置在连接装置上,所述进料装置设置在加固件上,所述压力调节装置设置在进料装置上。该连接牢固的螺纹式射嘴头,当模具主浇套内腔体压力过大并传输至射嘴头处过程中,为避免射嘴头压力过载,压力传感器实时监测第三腔体内的压力,当超过所设阈值后单向阀就会打开泄压,一部分聚合物会从集料管进入到收料箱内,因此射嘴头拼接处就不会承受较大的压力导致聚合物外溢,可以便于集中清理,提高注塑生产的效率。技术研发人员:宋奎,李春玲,李春军,齐克祚受保护的技术使用者:青岛力嘉兴机械有限公司技术研发日:20231009技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240723/215065.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表