一种内胎自动补液机的制作方法
- 国知局
- 2024-08-01 04:12:12
本发明涉及一种内胎加液设备,具体涉及一种内胎自动补液机。
背景技术:
1、众所周知,一些汽车内胎在生产后都需要往内胎内加入补漏液,以减少内胎被扎破后漏气的问题。而现有内胎在加补液都是通过人工分几道工位来完成,首先第一工位的工人将内胎气门芯拧松取出,第二工位的工人在往内胎的气门嘴中加入补漏液,最后第三工位的工人在将气门芯锁上拧紧,采用手工操作完成不仅加液重量不稳定,锁芯力不标准,同时手工操作至少需要三个工人协同操作,生产效率低,产品质量不稳定,鉴于上述提到的问题,本发明设计一种内胎自动补液机,以解决上述提到的问题。
技术实现思路
1、为了克服现有技术中存在的上述不足之处,本发明的目的在于提供一种内胎自动补液机,该补液机通过自动化工序和自动化组装完成,以提高生产效率低和产品质量。
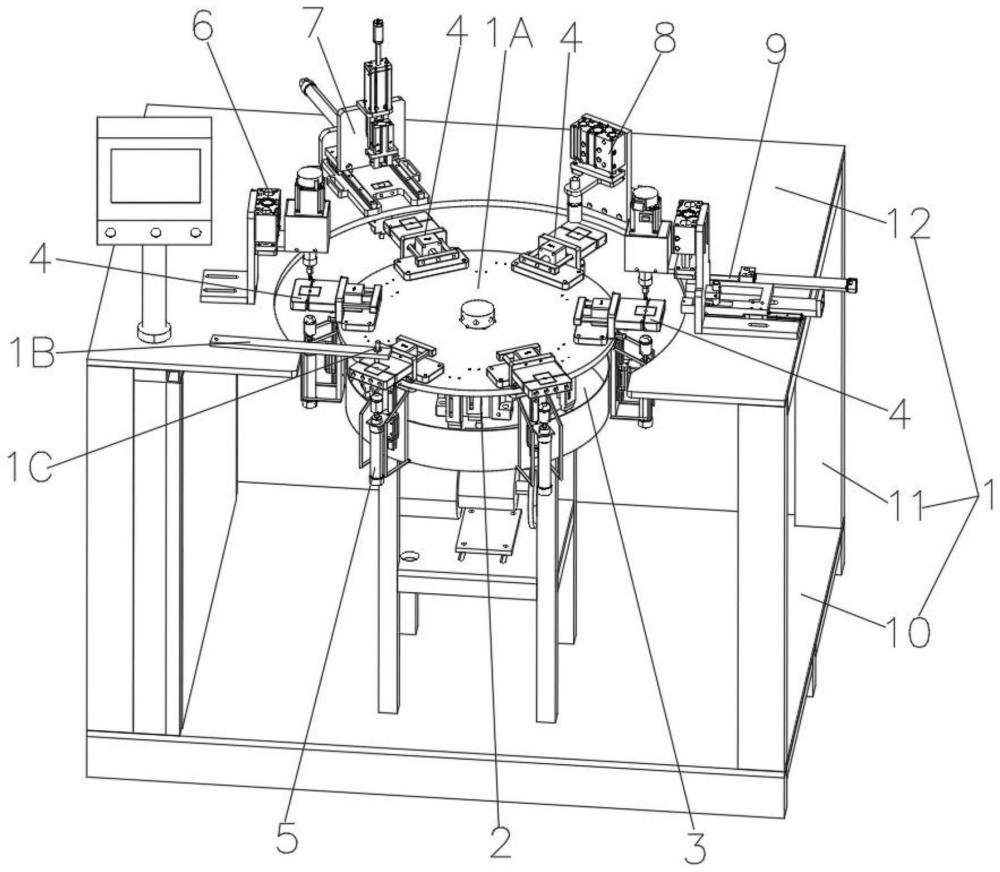
2、本发明通过下述技术方案实现:一种内胎自动补液机,包括机台、转盘、用于驱动转盘旋转的转盘动力机构以及用于固定转盘动力机构的支撑台,所述转盘上呈间隔至少设有六组气门芯外筒传动夹具,每个气门芯外筒传动夹具下方设有安装在转盘上的内胎松紧机构,所述机台外壁沿周向依次安装有气门芯拧松机构、气门芯夹持机构、加液机构和气门芯锁入机构,所述机台前侧安装有限位检测杆,该限位检测杆位于气门芯外筒传动夹具上,并在限位检测杆上安装有限位头以及与限位头正下方正对的检测器,所述支撑台靠外围处安装有内导向轨和外导向轨,所述转盘底部还设有用于控制内胎松紧机构工作的内气阀传感器和用于控制气门芯外筒传动夹具工作的外气阀传感器,其中外导向轨一侧安装在支撑台上的下触发气缸。
3、优选的,本发明所述机台包括底座,底座上方设有通过立柱固定的台面,所述气门芯拧松机构、气门芯夹持机构、加液机构、气门芯锁入机构以及限位检测杆均安装在台面上,所述底座上还设有用于固定支撑台的机架,所述转盘动力机构包括安装在机架上的电机、固定在支撑台上的减速机,所述电机的输出端通过传动带与减速机的输入端连接,所述转盘安装于减速机的输出端上。
4、优选的,本发明所述气门芯外筒传动夹具包括夹具安装板,所述夹具安装板上设有夹具立板,所述夹具立板前端设有前气门外筒咬合座和后气门外筒咬合座,所述夹具立板后端设有用于推动前气门外筒咬合座与后气门外筒咬合座咬合或分离的夹具气缸,所述夹具气缸的伸缩杆穿过后气门外筒咬合座与前气门外筒咬合座连接,所述前气门外筒咬合座与后气门外筒咬合座相对面设有相配合的半圆口,当前气门外筒咬合座与后气门外筒咬合座咬合时,以构成气门芯外筒定位的通孔。
5、优选的,本发明所述内胎松紧机构包括安装在转盘上的内胎松紧基板、安装于基板上的内胎松紧升降板、安装于内胎松紧升降板上的内胎松紧直线导轨、可在内胎松紧直线导轨上做直线运动的内胎松紧滑块以及用于驱动内胎升降的内胎松紧气缸,所述内胎松紧气缸的活塞杆端设置有用于对内胎定位的内胎定位柱,并且该端通过一连接件与内胎松紧滑块固定连接,所述内胎松紧升降板的两侧还设置有防护栏。
6、优选的,本发明所述气门芯拧松机构包括与台面固定连接的第一基座,所述第一基座一侧设有第一三轴气缸,所述第一三轴气缸的伸缩端安装有第一推板,所述第一推板底面固定有第一电机座板,所述第一电机座板一端安装有第一电机,所述第一电机的输出端通过第一中间传动件可拆卸地安装有调松件。
7、优选的,本发明所述气门芯夹持机构包括安装于台面上的底板和气缸固定板、安装于台面底面固定有气门芯输入管,所述底板上还设有穿过台面与气门芯输入管连通的气门芯进入孔,所述底板上设有水平直线导轨,所述水平直线导轨上设有水平滑块,所述水平滑块上设有水平滑板,所述气缸固定板上设有用于推动水平滑板滑动的水平前进气缸,所述水平滑板一侧设有可上下升降的夹持件,该夹持件用于将内胎的气门芯拧松后的进行夹取。
8、优选的,本发明所述水平滑板一侧设有垂直直线导轨,所述垂直直线导轨上设有垂直滑块,所述垂直滑块上设有垂直滑板,所述夹持件固定在垂直滑板上,所述水平滑板上设有用于推动垂直滑板上下滑动的升降气缸,所述升降气缸的伸缩杆与垂直滑板固定连接。
9、优选的,本发明所述加液机构包括与台面固定连接的第二基座,所述第二基座一侧设有第二三轴气缸,所述第二三轴气缸的伸缩端安装有第二推板,所述第二推板底面固定有加液头固定板,所述加液头固定板上设有与加液管道连接的加液接头。
10、优选的,本发明所述气门芯锁入机构包括与台面固定连接的第三基座、与第三基座滑动相连的气门芯推板,所述第三基座一侧设有第三三轴气缸,所述第三基座另一侧设有气门芯输出管,该气门芯输出管通过管道与气门芯输入管连接,所述气门芯输入管一侧还设有吹气接头,吹气接头与气门芯输入管内部相连通。
11、优选的,本发明所述第三三轴气缸的伸缩端安装有第三推板,所述第三推板底面固定有第三电机座板,所述第三电机座板一端安装有第三电机,所述第三电机的输出端通过第二中间传动件可拆卸安装有旋紧件,所述气门芯推板上设有供气门芯穿过的气门芯通孔,该气门芯通孔穿透气门芯推板厚度,当气门芯推板滑动至旋紧件下方时,以使该气门芯通孔能够在旋紧件正下方,使得旋转件可以对气门芯通孔内的气门芯锁紧在内胎的气门外筒中,所述气门芯推板上设有固定槽,所述固定槽通过一穿孔与气门芯通孔相连通,所述固定槽内设有用于对气门芯通孔内的气门芯进行顶紧的顶针,该顶针的一端可伸缩地穿入至所述气门芯通孔中。
12、优选的,本发明所述第三基座上还设有用于推动气门芯推板滑动的气门芯气缸,所述第三基座上设有气门芯直线导轨,所述气门芯推板通过气门芯滑块与气门芯直线导轨配合滑动,所述气门芯气缸的伸缩杆与气门芯推板一侧固定连接。
13、本发明与现有技术相比,具有以下优点及有益效果:本发明内胎自动补液机采用手工将内胎放在设备上,就能自动化完成取气门芯、加入补漏液、装气门芯的工序,不仅能够解决加液重量不稳定,而且又能提高生产效率。
技术特征:1.一种内胎自动补液机,其特征在于:包括机台1、转盘1a、用于驱动转盘1a旋转的转盘动力机构2以及用于固定转盘动力机构2的支撑台3,所述转盘1a上呈间隔至少设有六组气门芯外筒传动夹具4,每个气门芯外筒传动夹具4下方设有安装在转盘1a上的内胎松紧机构5,所述机台1外壁沿周向针依次安装有气门芯拧松机构6、气门芯夹持机构7、加液机构8和气门芯锁入机构9,所述机台1前侧安装有限位检测杆1b,该限位检测杆1b位于气门芯外筒传动夹具4上,并在限位检测杆1b上安装有限位头1c以及与限位头1c正下方正对的检测器,所述支撑台3靠外围处安装有内导向轨30和外导向轨31,所述转盘1a底部还设有用于控制内胎松紧机构5工作的内气阀传感器10a和用于控制气门芯外筒传动夹具工作的外气阀传感器11a,其中外导向轨31一侧安装在支撑台3上的下触发气缸32。
2.根据权利要求1所述的一种内胎自动补液机,其特征在于:所述机台1包括底座10,底座10上方设有通过立柱11固定的台面12,所述气门芯拧松机构6、气门芯夹持机构7、加液机构8、气门芯锁入机构9以及限位检测杆1b均安装在台面12上,所述底座10上还设有用于固定支撑台3的机架33,所述转盘动力机构2包括安装在机架33上的电机20、固定在支撑台3上的减速机21,所述电机20的输出端通过传动带与减速机21的输入端连接,所述转盘1a安装于减速机21的输出端上。
3.根据权利要求1所述的一种内胎自动补液机,其特征在于:所述气门芯外筒传动夹具4包括夹具安装板40,所述夹具安装板40上设有夹具立板41,所述夹具立板41前端设有前气门外筒咬合座42和后气门外筒咬合座43,所述夹具立板41后端设有用于推动前气门外筒咬合座42与后气门外筒咬合座43咬合或分离的夹具气缸44,所述夹具气缸44的伸缩杆穿过后气门外筒咬合座43与前气门外筒咬合座42连接,所述前气门外筒咬合座42与后气门外筒咬合座43相对面设有相配合的半圆口45,当前气门外筒咬合座42与后气门外筒咬合座43咬合时,以构成气门芯外筒定位的通孔。
4.根据权利要求1所述的一种内胎自动补液机,其特征在于:所述内胎松紧机构5包括安装在转盘1a上的内胎松紧基板50、安装于基板50上的内胎松紧升降板51、安装于内胎松紧升降板51上的内胎松紧直线导轨52、可在内胎松紧直线导轨52上做直线运动的内胎松紧滑块53以及用于驱动内胎升降的内胎松紧气缸54,所述内胎松紧气缸54的活塞杆端设置有用于对内胎定位的内胎定位柱55,并且该端通过一连接件56与内胎松紧滑块53固定连接,所述内胎松紧升降板51的两侧还设置有防护栏57。
5.根据权利要求1或2所述的一种内胎自动补液机,其特征在于:所述气门芯拧松机构6包括与台面12固定连接的第一基座60,所述第一基座60一侧设有第一三轴气缸61,所述第一三轴气缸61的伸缩端安装有第一推板62,所述第一推板62底面固定有第一电机座板63,所述第一电机座板63一端安装有第一电机64,所述第一电机64的输出端通过第一中间传动件65可拆卸地安装有调松件66。
6.根据权利要求1或2所述的一种内胎自动补液机,其特征在于:所述气门芯夹持机构7包括安装于台面12上的底板70和气缸固定板71、固定在台面12底面的气门芯输入管72,所述底板70上还设有穿过台面12与气门芯输入管72连通的气门芯进入孔73,所述底板70上设有水平直线导轨74,所述水平直线导轨74上设有水平滑块75,所述水平滑块75上设有水平滑板76,所述气缸固定板71上设有用于推动水平滑板76滑动的水平前进气缸77,所述水平滑板76一侧设有可上下升降的夹持件78,该夹持件78用于将内胎的气门芯拧松后进行夹取。
7.根据权利要求6述的一种内胎自动补液机,其特征在于:所述水平滑板76一侧设有垂直直线导轨760,所述垂直直线导轨760上设有垂直滑块761,所述垂直滑块761上设有垂直滑板762,所述夹持件78固定在垂直滑板762上,所述水平滑板76上设有用于推动垂直滑板762上下滑动的升降气缸763,所述升降气缸763的伸缩杆与垂直滑板762固定连接。
8.根据权利要求1或2所述的一种内胎自动补液机,其特征在于:所述加液机构8包括与台面12固定连接的第二基座80,所述第二基座80一侧设有第二三轴气缸81,所述第二三轴气缸81的伸缩端安装有第二推板82,所述第二推板82底面固定有加液头固定板83,所述加液头固定板83上设有与加液管道连接的加液接头84。
9.根据权利要求1所述的一种内胎自动补液机,其特征在于:所述气门芯锁入机构9包括与台面12固定连接的第三基座90、与第三基座90滑动相连的气门芯推板91,所述第三基座90一侧设有第三三轴气缸92,所述第三基座90另一侧设有气门芯输出管93,该气门芯输出管93通过管道与气门芯输入管72连接,所述气门芯输入管72一侧还设有吹气接头720,吹气接头720与气门芯输入管72内部相连通。
10.根据权利要求9所述的一种内胎自动补液机,其特征在于:所述第三三轴气缸92的伸缩端安装有第三推板920,所述第三推板920底面固定有第三电机座板921,所述第三电机座板921一端安装有第三电机922,所述第三电机921的输出端通过第二中间传动件923可拆卸安装有旋紧件924,所述气门芯推板91上设有供气门芯穿过的气门芯通孔910,所述气门芯推板91上设有固定槽911,所述固定槽911通过一穿孔912与气门芯通孔910相连通,所述固定槽911内设有用于对气门芯通孔910内的气门芯进行顶紧的顶针913,该顶针912的一端可伸缩地穿入至所述气门芯通孔910中,所述第三基座90上还设有用于推动气门芯推板91滑动的气门芯气缸900,所述第三基座90上还设有气门芯直线导轨901,所述气门芯推板91通过气门芯滑块902与气门芯直线导轨901配合滑动,所述气门芯气缸900的伸缩杆与气门芯推板91一侧固定连接。
技术总结本发明公开了一种内胎自动补液机,包括机台、转盘、用于驱动转盘旋转的转盘动力机构以及用于固定转盘动力机构的支撑台,转盘上呈间隔至少设有六组气门芯外筒传动夹具,每个气门芯外筒传动夹具下方设有安装在转盘上的内胎松紧机构,机台外壁沿周向依次安装有气门芯拧松机构、气门芯夹持机构、加液机构和气门芯锁入机构,机台前侧安装有限位检测杆,限位检测杆位于气门芯外筒传动夹具上,并在限位检测杆上安装有限位头以及与限位头正下方正对的检测器,外导向轨一侧安装在支撑台上的下触发气缸,本发明采用手工将内胎放在设备上,就能自动化完成取气门芯、加入补漏液、装气门芯的工序,不仅能够解决加液重量不稳定,而且又能提高生产效率。技术研发人员:王天开,朱海铖,杨晓剑受保护的技术使用者:黑猫轮胎(福建)有限公司技术研发日:技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240723/215119.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表