锂电池辊压压延液压装置的制作方法
- 国知局
- 2024-08-05 12:29:20
本公开涉及锂电池,特别是涉及一种锂电池辊压压延液压装置。
背景技术:
1、锂离子电池由于能量密度高、使用寿命长、绿色无污染等优势被广泛应用于消费类电子产品和电动汽车领域。在锂电池的首次充放电过程中都会由于固体电解质膜(sei膜)的形成而消耗部分锂,造成正极材料锂的损失,且此不可逆的首次容量的损失直接导致电池容量的损失。目前,锂离子电池极片的补锂工艺是提高容量的关键技术,其核心在于压延与覆合。压延即是将0.25mm~2mm的锂带通过辊压形成0.002mm~0.006mm的锂膜,并使其附着于基材上的一种工艺方法。
2、然而,极片的压实密度则是锂电池性能是否良好的重要影响因素,传统的压延设备为了均匀输出以达到平整压延,采用的液压油缸系统复杂,需要多组控制系统,导致压延液压系统结构复杂,从而导致制造成本上升。
技术实现思路
1、本公开的目的是克服现有技术中的不足之处,提供一种结构简单且降低成本的锂电池辊压压延液压装置。
2、本公开的目的是通过以下技术方案来实现的:
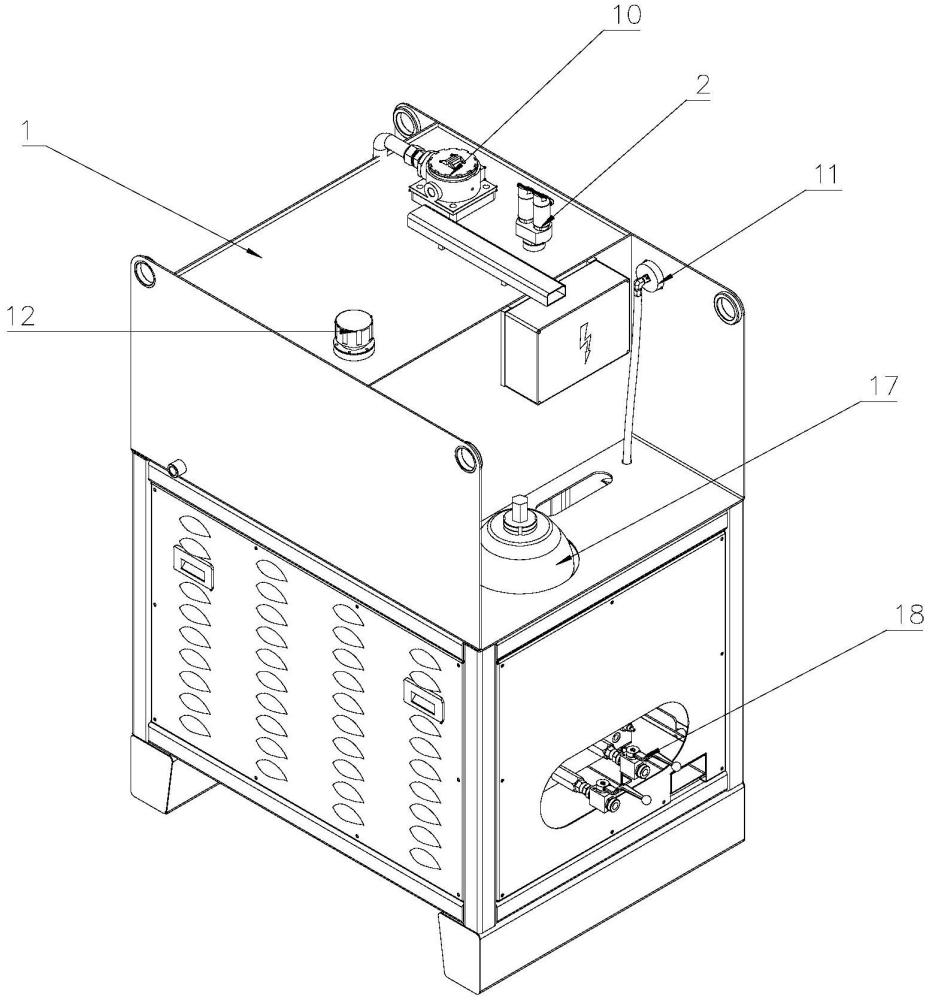
3、一种锂电池辊压压延液压装置,包括:压延支架以及动力源组件;所述动力源组件设置于所述压延支架上,所述动力源组件包括油箱、伺服泵组以及控制阀组,所述伺服泵组包括内啮合齿轮泵以及伺服电机,所述内啮合齿轮泵的吸油口与所述油箱的输油口连通,所述伺服电机与所述内啮合齿轮泵电连接,以驱动所述内啮合齿轮泵的吸油量;所述控制阀组包括蓄能器以及单向阀,所述内啮合齿轮泵的出油口与所述单向阀的输入端连接,所述单向阀的输出端与所述蓄能器连接,所述蓄能器用于输出对锂电池极片压延的液压动力。
4、在其中一个实施例中,所述伺服泵组还包括吸油过滤器,所述内啮合齿轮泵的吸油口通过所述吸油过滤器与所述油箱的输油口连通。
5、在其中一个实施例中,所述伺服泵组还包括压力表,所述内啮合齿轮泵的出油口与所述压力表连接。
6、在其中一个实施例中,所述伺服泵组还包括空气滤清器,所述空气滤清器与所述油箱连通。
7、在其中一个实施例中,所述伺服泵组还包括液位液温计,所述液位液温计与所述油箱连接,所述液位液温计的探针位于所述油箱内。
8、在其中一个实施例中,所述伺服泵组还包括液位温度传感器,所述液位温度传感器与所述油箱连接。
9、在其中一个实施例中,所述控制阀组还包括高压过滤器,所述单向阀的输出端通过所述高压过滤器与所述蓄能器连接。
10、在其中一个实施例中,所述控制阀组还包括高压球阀,所述蓄能器的输出端与所述高压球阀连接。
11、在其中一个实施例中,所述动力源组件还包括回油过滤器,所述蓄能器的回油口通过所述回油过滤器与所述油箱连通。
12、在其中一个实施例中,所述动力源组件还包括风冷却器,所述风冷却器与所述蓄能器的回油口连接。
13、与现有技术相比,本公开至少具有以下优点:
14、油箱内的液压油通过内啮合齿轮泵吸出,在伺服电机的动力驱动下,液压油注入蓄能器的体积量得以控制,便于为蓄能器补充足量且稳定的压延动力,使得蓄能器输出的压延作用力均匀,而且,通过伺服泵组以及控制阀组即可实现对锂电池极片的均匀压实,简化了压延结构,有效地降低了生产制造成本。
技术特征:1.一种锂电池辊压压延液压装置,其特征在于,包括:
2.根据权利要求1所述的锂电池辊压压延液压装置,其特征在于,所述伺服泵组还包括吸油过滤器,所述内啮合齿轮泵的吸油口通过所述吸油过滤器与所述油箱的输油口连通。
3.根据权利要求1所述的锂电池辊压压延液压装置,其特征在于,所述伺服泵组还包括压力表,所述内啮合齿轮泵的出油口与所述压力表连接。
4.根据权利要求1所述的锂电池辊压压延液压装置,其特征在于,所述伺服泵组还包括空气滤清器,所述空气滤清器与所述油箱连通。
5.根据权利要求1所述的锂电池辊压压延液压装置,其特征在于,所述伺服泵组还包括液位液温计,所述液位液温计与所述油箱连接,所述液位液温计的探针位于所述油箱内。
6.根据权利要求1所述的锂电池辊压压延液压装置,其特征在于,所述伺服泵组还包括液位温度传感器,所述液位温度传感器与所述油箱连接。
7.根据权利要求1所述的锂电池辊压压延液压装置,其特征在于,所述控制阀组还包括高压过滤器,所述单向阀的输出端通过所述高压过滤器与所述蓄能器连接。
8.根据权利要求1所述的锂电池辊压压延液压装置,其特征在于,所述控制阀组还包括高压球阀,所述蓄能器的输出端与所述高压球阀连接。
9.根据权利要求1所述的锂电池辊压压延液压装置,其特征在于,所述动力源组件还包括回油过滤器,所述蓄能器的回油口通过所述回油过滤器与所述油箱连通。
10.根据权利要求1所述的锂电池辊压压延液压装置,其特征在于,所述动力源组件还包括风冷却器,所述风冷却器与所述蓄能器的回油口连接。
技术总结本公开提供一种锂电池辊压压延液压装置。上述的锂电池辊压压延液压装置包括压延支架以及动力源组件;动力源组件设置于压延支架上,动力源组件包括油箱、伺服泵组以及控制阀组,伺服泵组包括内啮合齿轮泵以及伺服电机,内啮合齿轮泵的吸油口与油箱的输油口连通,伺服电机与内啮合齿轮泵电连接;控制阀组包括蓄能器以及单向阀,内啮合齿轮泵的出油口与单向阀的输入端连接,单向阀的输出端与蓄能器连接。在伺服电机的动力驱动下,液压油注入蓄能器的体积量得以控制,便于为蓄能器补充足量且稳定的压延动力,通过伺服泵组以及控制阀组即可实现对锂电池极片的均匀压实,简化了压延结构,有效地降低了生产制造成本。技术研发人员:朱耀义,周文丰,杨洋,荣朝霞受保护的技术使用者:深圳市科斯腾液压设备有限公司技术研发日:20231031技术公布日:2024/7/23本文地址:https://www.jishuxx.com/zhuanli/20240725/262910.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
液压增压缸的制作方法
下一篇
返回列表