在圆形衬底表面上沉积铬层的包括激光预处理的方法与流程
- 国知局
- 2024-07-27 11:09:30
本发明涉及一种在表面上沉积铬层的方法。本发明尤其涉及一种在圆形衬底表面上沉积铬层的方法,所述方法包含激光预处理步骤,以便从衬底去除材料。
背景技术:
1、铬电镀对于装饰及功能性应用来说具有深远的历史。尽管始于六价铬电镀,但在过去数十年期间已开始开发三价铬电镀,以便替换有环境问题的六价铬物质。
2、为了实现可接受的电镀结果,通常通过机械研磨使各别衬底的表面变得光滑。
3、在铬电镀之前,通常进行许多进一步的预处理步骤,例如脱脂和蚀刻。
4、脱脂步骤主要去除由于制造/研磨工艺及后续保存以及运输而残留在衬底上的油脂、油及其它疏水性残余物。
5、蚀刻步骤去除油脂及油的残余部分,但主要去除氧化物且对用于后续步骤的衬底的表面起活化作用。众所周知,在蚀刻步骤中,从铁衬底去除含铁材料,所述含铁材料随时间推移而积聚于相应蚀刻组合物中。更显著地,此积聚的铁被连续地带入铬电镀组合物中,尤其在使用六价铬电镀组合物时。此带入最终导致电镀组合物被污染,其需要更换或至少再生。这都意味着有效电镀时间发生不合需要的损失。
6、另外,预处理步骤耗时且耗能。
7、此外,铬电镀需要实现尽可能良好的耐腐蚀性。关于耐腐蚀性的改进是所属领域中已知的。举例来说,cn 102703899 a涉及包括激光熔覆和随后进行铬沉积的汽缸表面处理方法。
8、cn 10186294涉及车辆减震器的耐腐蚀活塞杆的制造方法。所述方法包括研磨和超级研磨。
9、奥贝迪(obeidi)等人,“通过选择性激光熔融而合成的增材制造316l不锈钢的激光抛光(laser polishing of additive manufactured 316l stainless steelsynthesized by selective laser melting)”,材料(materials)(2019)涉及增材制造的金属衬底的激光抛光。
10、泰姆勒(temmler)等人,“脉冲持续时间和脉冲频率对不锈钢aisi 410激光微抛光(lμp)的影响(influence of pulse duration and pulse frequency on micro-roughness for laser micro polishing(lμp)of stainless steel aisi 410)”,应用表面科学(applied surface science)(2020)涉及专门用于aisi 410不锈钢的激光抛光。
11、cn 109296588 b涉及活塞杆和液压缸,其中活塞杆包含激光熔覆层。
12、培卡林恩(pekarinen)等人,“使用扫描光学系统进行激光熔覆时发生的粉末云行为(powder cloud behavior in laser cladding using scanning optics)”涉及激光熔覆方法且进一步研究了通过扫描光学系统来实现粉末进料。
13、所有前述步骤和目标正处于不断的修正中以寻找其改进之处,因为不断地需要尤其提高电镀衬底的耐腐蚀性,从而延长此类制品的寿命且减少对修复和更换的需求。从而,降低资源和环境负担。
14、本发明的目标
15、本发明的目标是提供一种在圆形衬底表面上沉积铬层的方法,以便(a)增强耐腐蚀性,以及(b)缩短必需的生产时间及(c)减少必需的能量。
16、此外,需要提供相应的方法,在使用六价铬电镀组合物的情况下,所述方法额外地减少相应电镀组合物的污染。
技术实现思路
1、这些目标是通过本发明的方法,尤其通过用于在圆形衬底表面上沉积铬层的方法实现,所述方法包含以下步骤:
2、(a)提供具有表面的衬底,其中衬底是具有小于75mm的直径的含铁衬底,
3、(b)预处理衬底,以便产生经预处理的表面,
4、(c)提供包含以下的电镀组合物:
5、(i)铬物质,
6、(d)提供至少一个阳极,
7、(e)使包含经预处理的表面的衬底与电镀组合物接触且向所述衬底和所述至少一个阳极施加电流,以便使铬层以电解方式沉积在经预处理的表面上,
8、其中在步骤(b)中,预处理包含:
9、(b-1)用激光对衬底的表面进行激光处理,从而从衬底去除材料。
10、我们的实验已证实,上文所定义的预处理不仅在进行所述方法期间引起显著改进,而且显著改进经相应处理的衬底的耐腐蚀性(参见以下实例)。已证实,如上文所定义的预处理显著改进在铬沉积之前的表面品质(其它细节参见以下实例)。在本发明的上下文中,术语“预处理(pre-treating/pre-treatment)”具有相同含义。
11、优选本发明的方法,其中根据iso 9227,电解沉积有铬层的衬底通过至少684小时的中性盐雾测试(nss),优选至少840小时,最优选至少1000小时。
12、此外,本发明的方法显著地减少在电镀之前的典型蚀刻时间以及减少能量消耗。由此在整体上减少能量消耗,但在步骤(b-1)中优选使用高能激光进行激光处理。这在以下实例中详细证实。
13、另外,如果在本发明的方法中使用六价铬电镀组合物,则观察到污染显著减少,尤其是含铁材料/铁离子的污染(同样参见以下实例)。此显著延长相应电镀组合物的寿命。
14、总之,本发明的方法显著节省宝贵资源且减小环境负担。
15、在本发明的上下文中,术语“铬层”也包括“铬合金层”。
技术特征:1.一种在圆形衬底表面上沉积铬层的方法,所述方法包含以下步骤
2.根据权利要求1所述的方法,其中所述衬底是钢衬底。
3.根据权利要求1或2所述的方法,其中所述衬底是圆形原料,优选活塞杆,最优选用于减震器的活塞杆。
4.根据权利要求1至3中任一权利要求所述的方法,其中(b-1)中的所述激光处理是激光抛光。
5.根据权利要求1至4中任一权利要求所述的方法,其中通过升华从所述衬底去除所述材料的全部或至少一部分。
6.根据权利要求1至5中任一权利要求所述的方法,其中(b-1)中的所述激光处理包含用提供脉冲式激光束的激光进行脉冲式激光处理。
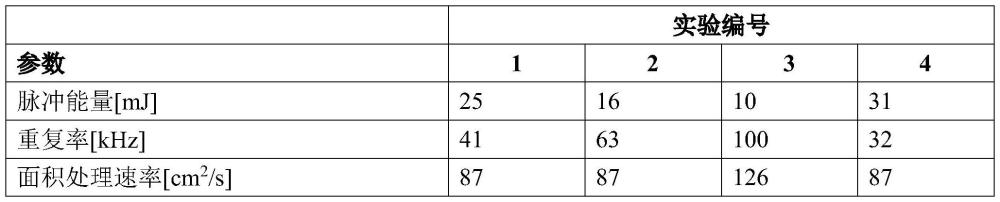
7.根据权利要求6所述的方法,其中所述脉冲式激光束具有1mj至100mj、优选5mj至80mj、更优选10mj至60mj、甚至更优选15mj至45mj、最优选21mj至36mj范围内的脉冲能量。
8.根据权利要求6或7中任一权利要求所述的方法,其中所述脉冲式激光束具有10khz至150khz、优选15khz至100khz、更优选20khz至75khz、最优选25khz至50khz范围内的重复率。
9.根据权利要求1至8中任一权利要求所述的方法,其中(b-1)中的所述激光是在900nm至1200nm、优选925nm至1150nm、更优选950nm至1100nm、甚至更优选975nm至1075nm、最优选1000nm至1050nm范围内的波长下操作。
10.根据权利要求1至9中任一权利要求所述的方法,其中(b-1)中的所述激光具有50cm2/s至250cm2/s、优选60cm2/s至200cm2/s、更优选70cm2/s至150cm2/s、最优选80cm2/s至130cm2/s范围内的面积处理速率。
11.根据权利要求1至10中任一权利要求所述的方法,其中(b-1)中的所述激光具有500w至4000w、优选750w至3500w、更优选900w至3000w、最优选1000w至2500w范围内的平均能量输出。
12.根据权利要求1至11中任一权利要求所述的方法,其中(b-1)中的所述激光是通过激光束操作,所述激光束具有2mm或更小、优选1.5mm或更小、甚至更优选1mm或更小的光束直径。
13.根据权利要求1至12中任一权利要求所述的方法,其中基于激光处理过的所述表面,在步骤(b-1)之后,经所述激光处理过的所述衬底的所述表面具有比步骤(b-1)之前小的总表面积。
14.根据权利要求1至13中任一权利要求所述的方法,其中在步骤(c)中,所述电镀组合物是六价铬电镀组合物且所述铬物质(i)包含六价铬物质、优选铬酸和/或三氧化铬。
15.根据权利要求1至13中任一权利要求所述的方法,其中在步骤(c)中,所述电镀组合物是三价铬电镀组合物且所述铬物质(i)包含三价铬离子。
技术总结本发明涉及一种在表面上沉积铬层的方法。本发明尤其涉及一种在圆形衬底表面上沉积铬层的方法,所述方法包含激光预处理步骤以便从衬底去除材料。技术研发人员:托尔斯滕·罗斯,迈克尔·诺辛顿受保护的技术使用者:德国艾托特克有限两合公司技术研发日:技术公布日:2024/4/29本文地址:https://www.jishuxx.com/zhuanli/20240726/117694.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表