一种汽车冲压模镀硬铬工艺的制作方法
- 国知局
- 2024-07-27 11:52:59
本发明涉及镀铬领域,具体涉及一种汽车冲压模镀硬铬工艺。
背景技术:
1、汽车冲压模具在使用过程中,需要承受大量的摩擦和冲击,为了减少产品与模具间的摩擦力,减少产品表面缺陷,增加模具表面的耐用性,延长模具的使用寿命,减少模具因磨损导致的频繁更换,通常在汽车冲压模的表面镀硬铬层,镀硬铬层具有极高的硬度和耐磨性。现有的镀铬工艺大多存在镀层附着力不良、镀层硬度和耐磨性差、镀后模具表面光滑度差等问题。
技术实现思路
1、本发明意在提供一种汽车冲压模镀硬铬工艺,以解决现有的镀铬工艺存在的镀层附着力不良、镀层硬度和耐磨性差、镀后模具表面光滑度差等问题。
2、为达到上述目的,本发明采用如下技术方案:一种汽车冲压模镀硬铬工艺,包括以下步骤:
3、a、模具剥离,拆除模具上的附属品,然后对模具整体进行除油清洗,再在剥离槽中进行剥离清洗,剥离清洗后风干;
4、b、镀前打磨,对于模具进行高低差修复,然后抛光打磨,再用180#布轮对拉延面、拉延筋、r角、立面进行抛光,再用320#纤维轮对模具型面打磨,再用320#角向尼龙轮对拉延筋凹槽进行打磨抛光,再用320#砂纸卷搅棒对模具凹槽进行打磨,再依次用400#、600#、800#、1000#拉绒片进行抛光,每次抛光消除上道工序打磨痕迹,根据模具平面选择2~4寸的拉绒片进行镀前打磨,边角、r角、拉延筋部位,然后用600#砂纸按统一纹路对整体型面进行手工擦拭,直至消除打磨痕迹,标准纹路方向一致,使用粗糙度检测仪进行检测,确保平面ra0.4以下,r角ra0.2以下;
5、c、电镀,将镀前打磨后的模具吸油、封堵气孔,然后铺设铅丝、铅网,吊运模具入电镀槽进行电镀;
6、d、镀后打磨,对电镀后的模具进行清洗后再次打磨抛光,先用180#纤维轮对整个模具型面进行抛光,然后用320#纤维轮沾抛光蜡对整个模具型面进行抛光,再用400#气动砂纸搅棒对模具凹角进行打磨抛光,再用1000#拉绒片对整个模具型面进行抛光,再用1200#-1500#的拉绒片对r角、拉延筋进行重点抛光,再用600#砂纸按统一纹路对整体型面进行手工擦拭,直至消除打磨痕迹,标准纹路方向一致,确保平面ra0.2-0.3,r角ra0.05-0.1;
7、e、油漆作业,在镀后打磨后的模具表面涂刷油漆进行附属品标识及防锈;
8、f、电镀液维护保养,电镀液三价铬含量达到3g/l以上,采取电解式方法用四氟电解槽对镀液进行杂质去除。
9、优选的,作为一种改进,步骤a中除油清洗着重清洗产品面,放入剥离清洗槽浸泡5分钟,然后转入剥离槽,根据气温决定剥离时间,夏天35-45分钟,冬天2小时内,剥离完成后,转入剥离清洗槽,上、下浸泡10分钟。
10、优选的,作为一种改进,步骤b中对于外板模具打磨采用320#纤维轮对模具辅助成型面打磨,粗糙度检测确保平面ra0.3以下,r角ra0.1以下。
11、优选的,作为一种改进,步骤c中吸油先将模具表面刷上碳酸钙,油渍较多的部位:砂孔、裂纹、焊接处需进行二次涂抹,保持吸油干净,然后用绝缘胶带对模具导板、平衡块等非电镀区域进行保护,封堵气孔选择泡沫塞进行气孔填补,不能高于平型面,允许低于型面1mm,接着用棉布擦拭干净模具表面的碳酸钙,用吸尘器吸附型面上的碳酸钙粉末。
12、优选的,作为一种改进,步骤c中完成吸油、封堵气孔后用240#金刚砂对焊接区域进行喷丸处理,根据凹角大小铺设辅助铅丝,6#、8#铅丝单根长度不得长于1.5m,10#、12#铅丝长度不得长于1m,然后用厚度为0.08mm的塑料膜覆盖产品面;根据模具形状铺设铅网,将模具吊入电镀槽,架设好工装,用14#铁丝吊起铅网,调整好间距,铅网与平面的间距为30mm,与r角间距为40mm,凹槽辅助铅丝固定间距不得超过150mm,间距高度10mm。
13、优选的,作为一种改进,步骤c中通电检验检查电镀液温度抽入电镀槽内温度达到55°后,盖好槽盖后进行通电作业,根据模具镀铬面积大小,将电流密度控制在15-20a/dm2。
14、优选的,作为一种改进,步骤c中电镀完成后,将电镀液抽回至储液槽,解除工装后将模具吊入电镀清洗槽,稀释模具上残留的电镀液,吊入清洗区,去除辅助电极、绝缘胶带、泡沫塞后清洗干净模具,吹干后吊入打磨区。
15、优选的,作为一种改进,步骤d中镀后打磨前先对模具进行清洗,除凸模外对模具进行翻转,用高压水枪对模具进行整体清洗直至无残留电镀液流出,每个螺孔内残留镀液清洗干净至无残留电镀液流出,镶嵌式模具周边夹缝内镀液清洗干净,必要的时候需要将模具进行多次注水翻转清洗,直至无残液流出,对模具焊接、铸造砂孔区域进行多次重点清洗,经高压水泵及高压气泵交替反复清洗后确保无残液流出,用压缩空气将模具气孔、螺孔、砂孔、裂缝、镶嵌缝隙吹干至无残留液体。
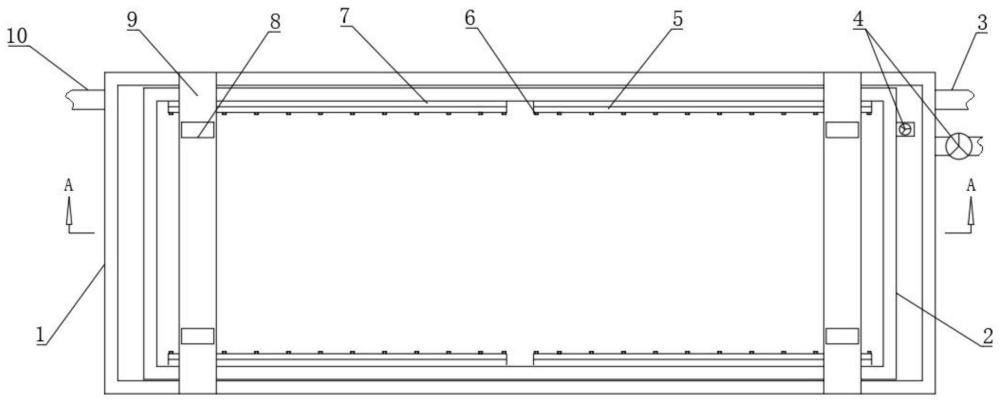
16、优选的,作为一种改进,步骤f包括以下步骤;
17、a、准备一个外槽体,外槽体的槽口处设置进液口和溢流口,底部设置排泄阀;
18、b、准备一个内槽体,内槽体的底部设置排泄阀,内槽体的侧壁上设置多个孔洞,孔洞处安装四氟电解布,将内槽体固定在外槽体中;
19、c、在外槽体中盛装镀铬液,在内槽体中盛装电解液,电解液中含有5%~10%的镀铬原液;
20、d、在外槽体中连接阳极,在内槽体中连接阴极,通电后连续电解48-72小时后换水。
21、优选的,作为一种改进,内槽体的长度为外槽体长度的90%以上,内槽体的宽度为外槽体宽度的90%以上,内槽体的深度小于外槽体,在内槽体的两个长侧壁上各加工两个长方形的孔洞,孔洞的长度为内槽体长度的40%-45%。
22、本方案的原理及优点是:通过模具剥离完成对模具的表面预处理,除去表面附着物,通过镀前打磨降低磨具表层的粗糙感,增加内板模具、外板模具电镀时镀层的附着力;电镀过程在模具表面形成具有很高硬度和耐磨性的镀层,延长模具冲压使用寿命,提高冲压产品质量;镀后打磨增加模具表面光滑度,检查模具镀后数据是否达标;油漆作业对冲压模具表面进一步防锈处理。经过上述工序加工后的汽车冲压模电镀后硬度达到hrc55°-62°,电镀后粗糙度:平面ra0.2-0.4r角ra0.05-0.1,电镀后的镀层厚度:平面15-20μm r角20-30μm,能够有效改善汽车冲压模的表面质量,镀层附着度优异,镀层硬度、耐磨性好,表面光滑度好,能够减少模具因磨损导致的频繁更换,从而降低生产成本。能够有助于提高脱模效率,减少产品表面缺陷,如划痕和粘模现象,这对于生产高光泽度和高表面质量的汽车零部件尤为重要。可以帮助模具在高速连续冲压过程中更好地散热,减少热变形,确保模具尺寸稳定,从而提高冲压件的尺寸精度和一致性。
技术特征:1.一种汽车冲压模镀硬铬工艺,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种汽车冲压模镀硬铬工艺,其特征在于:所述步骤a中除油清洗着重清洗产品面,放入剥离清洗槽浸泡5分钟,然后转入剥离槽,根据气温决定剥离时间,夏天35-45分钟,冬天2小时内,剥离完成后,转入剥离清洗槽,上、下浸泡10分钟。
3.根据权利要求2所述的一种汽车冲压模镀硬铬工艺,其特征在于:所述步骤b中对于外板模具打磨采用320#纤维轮对模具辅助成型面打磨,粗糙度检测确保平面ra0.3以下,r角ra0.1以下。
4.根据权利要求3所述的一种汽车冲压模镀硬铬工艺,其特征在于:所述步骤c中吸油先将模具表面刷上碳酸钙,油渍较多的部位:砂孔、裂纹、焊接处需进行二次涂抹,保持吸油干净,然后用绝缘胶带对模具导板、平衡块等非电镀区域进行保护,封堵气孔选择泡沫塞进行气孔填补,不能高于平型面,允许低于型面1mm,接着用棉布擦拭干净模具表面的碳酸钙,用吸尘器吸附型面上的碳酸钙粉末。
5.根据权利要求4所述的一种汽车冲压模镀硬铬工艺,其特征在于:所述步骤c中完成吸油、封堵气孔后用240#金刚砂对焊接区域进行喷丸处理,根据凹角大小铺设辅助铅丝,6#、8#铅丝单根长度不得长于1.5m,10#、12#铅丝长度不得长于1m,然后用厚度为0.08mm的塑料膜覆盖产品面;根据模具形状铺设铅网,将模具吊入电镀槽,架设好工装,用14#铁丝吊起铅网,调整好间距,铅网与平面的间距为30mm,与r角间距为40mm,凹槽辅助铅丝固定间距不得超过150mm,间距高度10mm。
6.根据权利要求5所述的一种汽车冲压模镀硬铬工艺,其特征在于:所述步骤c中通电检验检查电镀液温度抽入电镀槽内温度达到55°后,盖好槽盖后进行通电作业,根据模具镀铬面积大小,将电流密度控制在15-20a/dm2。
7.根据权利要求6所述的一种汽车冲压模镀硬铬工艺,其特征在于:所述步骤c中电镀完成后,将电镀液抽回至储液槽,解除工装后将模具吊入电镀清洗槽,稀释模具上残留的电镀液,吊入清洗区,去除辅助电极、绝缘胶带、泡沫塞后清洗干净模具,吹干后吊入打磨区。
8.根据权利要求7所述的一种汽车冲压模镀硬铬工艺,其特征在于:所述步骤d中镀后打磨前先对模具进行清洗,除凸模外对模具进行翻转,用高压水枪对模具进行整体清洗直至无残留电镀液流出,每个螺孔内残留镀液清洗干净至无残留电镀液流出,镶嵌式模具周边夹缝内镀液清洗干净,必要的时候需要将模具进行多次注水翻转清洗,直至无残液流出,对模具焊接、铸造砂孔区域进行多次重点清洗,经高压水泵及高压气泵交替反复清洗后确保无残液流出,用压缩空气将模具气孔、螺孔、砂孔、裂缝、镶嵌缝隙吹干至无残留液体。
9.根据权利要求8所述的一种汽车冲压模镀硬铬工艺,其特征在于:所述步骤f包括以下步骤;
10.根据权利要求9所述的一种汽车冲压模镀硬铬工艺,其特征在于:内槽体的长度为外槽体长度的90%以上,内槽体的宽度为外槽体宽度的90%以上,内槽体的深度小于外槽体,在内槽体的两个长侧壁上各加工两个长方形的孔洞,孔洞的长度为内槽体长度的40%-45%。
技术总结本发明涉及金属电镀领域,公开了一种汽车冲压模镀硬铬工艺,包括模具剥离、镀前打磨、电镀、镀后打磨、油漆作业和电镀液维护保养。本发明可解决现有的镀铬工艺存在的镀层附着力不良、镀层硬度和耐磨性差、镀后模具表面光滑度差等问题。技术研发人员:符士正受保护的技术使用者:重庆桃园金属表面处理有限公司技术研发日:技术公布日:2024/6/23本文地址:https://www.jishuxx.com/zhuanli/20240726/119976.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种电镀槽的制作方法
下一篇
返回列表