一种用于硫酸盐型镀镍体系的惰性阳极加工方法与流程
- 国知局
- 2024-07-27 11:53:41
本发明涉及惰性阳极板加工,尤其涉及一种用于硫酸盐型镀镍体系的惰性阳极加工方法。
背景技术:
1、现有的连续镀镍全部采用硫酸盐型体系,现有的连续镀镍为直接浸泡的方式,此工艺工装是用于钢带,使得表面形状会有异形,且镀镍溶液会带出,无法回收,镍溶液造成浪费,硫酸盐型镀镍阳极效率较低,一般阴极效率低于阳极效率,长此以往,镀镍中的主盐会越来越高,会超出工艺范围,就需要将多出的溶液抽出致储液桶,多出的溶液又不能处理,造成很大的浪费。
技术实现思路
1、本发明的目的是提出一种用于硫酸盐型镀镍体系的惰性阳极加工方法,可以解决上述技术问题中的至少一个,本发明的技术方案如下:
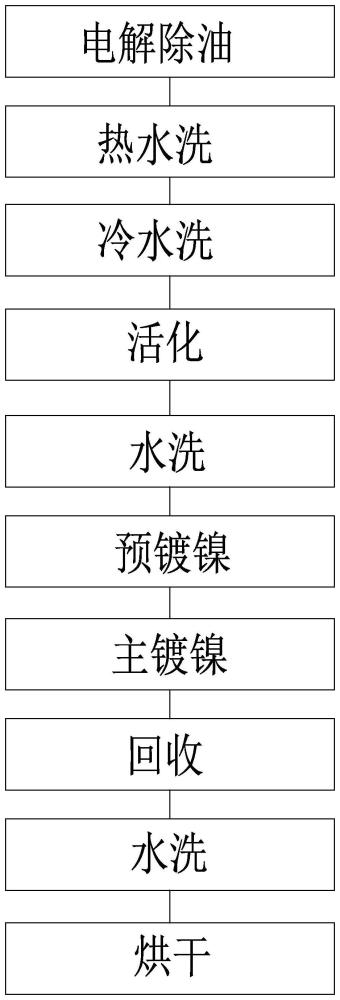
2、一种用于硫酸盐型镀镍体系的惰性阳极加工方法,包括以下步骤:
3、步骤一:制造由多个输送辊和工作槽组成的输送线,将钢带依次缠绕在各个输送辊上并浸泡在工作槽内;
4、步骤二:钢带经过装电解除油溶液的工作槽组内,以内置的零件为阳极或阴极,同时钢带作为第二电极,使得钢带形成电解除油;
5、步骤三:钢带经过装有热水的工作槽组内,对步骤二中的电解除油溶液回收;
6、步骤四:钢带经过装有硫酸的工作槽组内,清洗钢带表面的锈斑及氧化膜;
7、步骤五:钢带经过装有硫酸镍、氯化镍和硼酸溶的工作槽组内,通过电镀使钢带表面镀镍;
8、步骤六:设置多个的步骤五中装有硫酸镍、氯化镍和硼酸溶的工作槽,钢带依次浸泡在镀镍槽内,其中两个工作槽装惰性阳极板,并在生产过程中正常给电,消耗溶液中的镍离子;
9、步骤七:将镍溶液进行回收,重新打回主镀镍母槽;
10、步骤八:烘干钢带。
11、进一步的,在所述步骤三、步骤四和步骤七后还需经过水洗步骤,分别清洗钢带表面的碱液、酸液和残留溶液,其中步骤三后的水洗温度为室温。
12、进一步的,所述步骤二中电解除油溶液温度为60度,电流密度为4a/dm2。
13、进一步的,所述步骤四中硫酸的浓度为5%。
14、进一步的,所述步骤五和步骤六的电镀电流密度为2a/dm2。
15、优选的,所述步骤六中的工作槽数为十四个。
16、优选的,所述步骤八中的烘干温度为100至120度。
17、综上所述,本发明相对于现有技术其有益效果是:
18、本发明提供一种用于硫酸盐型镀镍体系的惰性阳极加工方法,本发明依次缠绕在各个输送辊上,此工艺工装是用于钢带,在生产时钢带表面形状能避免异形,采用输送辊挤压溶液,镀镍溶液不会有带出,镀完镍可重新回收至工作槽,避免镍溶液浪费,含镍废水的浓度可控制在0.5mg/l以内,采用硫酸镍、氯化镍和硼酸溶组成的工作槽连续对钢带加工处理,对比现有技术,阳极不会溶解,可以一直使用,对生产效率影响不大,降低生产成本,不会造成溶液的浪费,对产品质量不会有影响,操作及工艺简单。
技术特征:1.一种用于硫酸盐型镀镍体系的惰性阳极加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种用于硫酸盐型镀镍体系的惰性阳极加工方法,其特征在于在所述步骤三、步骤四和步骤七后还需经过水洗步骤,分别清洗钢带表面的碱液、酸液和残留溶液,其中步骤三后的水洗温度为室温。
3.根据权利要求1所述的一种用于硫酸盐型镀镍体系的惰性阳极加工方法,其特征在于所述步骤二中电解除油溶液温度为60度,电流密度为4a/dm2。
4.根据权利要求1所述的一种用于硫酸盐型镀镍体系的惰性阳极加工方法,其特征在于所述步骤四中硫酸的浓度为5%。
5.根据权利要求1所述的一种用于硫酸盐型镀镍体系的惰性阳极加工方法,其特征在于所述步骤五和步骤六的电镀电流密度为2a/dm2。
6.根据权利要求1所述的一种用于硫酸盐型镀镍体系的惰性阳极加工方法,其特征在于所述步骤六中的工作槽数为十四个。
7.根据权利要求1所述的一种用于硫酸盐型镀镍体系的惰性阳极加工方法,其特征在于所述步骤八中的烘干温度为100至120度。
技术总结本发明公开一种用于硫酸盐型镀镍体系的惰性阳极加工方法,包括以下步骤:步骤一:制造由多个输送辊和工作槽组成的输送线,将钢带依次缠绕在各个输送辊上并浸泡在工作槽内;步骤二:钢带经过装电解除油溶液的工作槽组内,以内置的零件为阳极或阴极,同时钢带作为第二电极,使得钢带形成电解除油;步骤三:钢带经过装有热水的工作槽组内,对步骤二中的电解除油溶液回收;步骤四:钢带经过装有硫酸的工作槽组内,清洗钢带表面的锈斑及氧化膜,对生产效率影响不大,降低生产成本,不会造成溶液的浪费,对产品质量不会有影响,操作及工艺简单。技术研发人员:何海波,肖才振,张波受保护的技术使用者:中山市三美高新材料技术有限公司技术研发日:技术公布日:2024/6/26本文地址:https://www.jishuxx.com/zhuanli/20240726/120062.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表