锤头表面刮削机构的制作方法
- 国知局
- 2024-07-27 12:06:24
本技术涉及电解铝,具体涉及锤头表面刮削机构。
背景技术:
1、目前电解铝生产过程中,“壳头包”的现象十分严重。“壳头包”的形成是由于电解铝生产过程中,电解质成分的配比和高温生产(900摄氏度以上),使得电解槽下料系统中的打壳锤头在打开电解槽壳面,深入到电解质中时,打壳锤头表面带出电解质,在空气中冷却后,粘在打壳锤头上,随着打壳次数的增加,打壳锤头粘的电解质越来越多,形成大锤头,称为“壳头包”。“壳头包”对电解生产影响十分严重:首先,使下料口的火眼变大,使电能转化的热能大量散失,空耗能量;其次,使电解槽的下料不能下到料口(料口被大锤头遮挡),使得电解槽突发效应(电解生产现象)频繁,增加吨铝电耗;第三,加重电解工人的劳动强度,因为,要消除“壳头包”,必须人工打开电解槽盖板进行敲击处理,而且,敲击下来的电解质块都比较大,易堵塞下料口,还需要进行二次处理。
2、各电解铝企业对“壳头包”现象十分苦恼,也采用了一些技术措施和手段,比如调整电解质成分和采用在打壳锤头部分安装固定的刮削器,但效果都不明显,首先,由于我国电解铝企业的生产原材料限定了电解质成分的调整受限,电解温度不能调高;其次,固定装在打壳锤头部分的刮削器使用几次就坏了,而且由于刮削器的存在,使得打壳锤头不能回位,加大了打壳锤头的损坏速度,造成经济损失。
3、因此,基于上述技术问题提出锤头表面刮削机构。
技术实现思路
1、本实用新型为了解决上述存在的问题,设计了锤头表面刮削机构。
2、为了实现上述技术目的,达到上述技术效果,本实用新型是通过以下技术方案实现的:
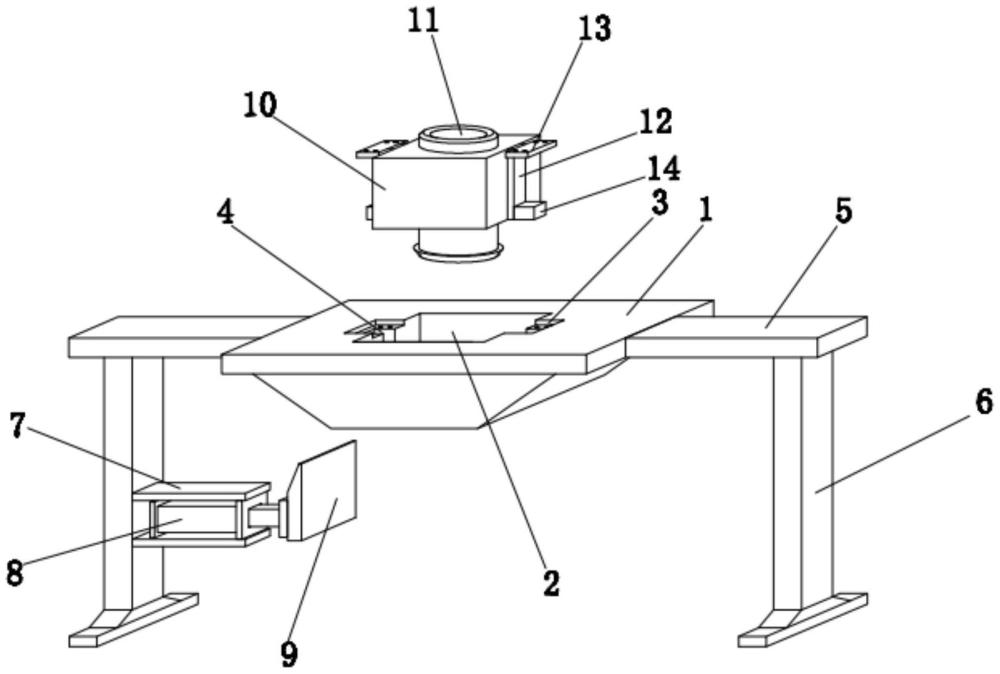
3、锤头表面刮削机构,包括底座,所述底座上端面贯穿开设有通孔,所述底座的顶端左右两侧均开设有卡槽,所述卡槽的内底壁开设有滑槽,所述底座的左右两侧外壁均设有顶板,所述顶板的底端设有支撑柱,左侧所述支撑柱的外壁上设有刮料机构;
4、还包括顶座,所述顶座内过盈配合连接有刮桶,所述顶座的左右两侧外壁均设有侧板,所述侧板的外壁顶端设有固定板,所述侧板的外壁底端设有滑块。
5、进一步地,所述刮料机构包括连接座,所述连接座内壁可拆卸的设有气缸,所述气缸的驱动右侧端设有刮板。
6、进一步地,所述刮板位于通孔的侧下方。
7、进一步地,所述刮桶的高度大于底座。
8、进一步地,所述底座的外壁形状呈锥子型。
9、本实用新型的有益效果是:
10、本实用新型采用在锤头下方固定安装杂质刮削机构,通过刮桶将锤头上的电解质刮削下来,通过刮板将容易残留在刮桶下方的电解质去除,提高刮桶刮削效果,确保锤头可正常运行,更符合实际的使用需求。
技术特征:1.锤头表面刮削机构,其特征在于:包括底座(1),
2.根据权利要求1所述的锤头表面刮削机构,其特征在于:所述刮料机构包括连接座(7),所述连接座(7)内壁可拆卸的设有气缸(8),所述气缸(8)的驱动右侧端设有刮板(9)。
3.根据权利要求2所述的锤头表面刮削机构,其特征在于:所述刮板(9)位于通孔(2)的侧下方。
4.根据权利要求1所述的锤头表面刮削机构,其特征在于:所述刮桶(11)的高度大于底座(1)。
5.根据权利要求1所述的锤头表面刮削机构,其特征在于:所述底座(1)的外壁形状呈锥子型。
技术总结本技术涉及电解铝技术领域,具体涉及锤头表面刮削机构,包括底座,所述底座上端面贯穿开设有通孔,所述底座的顶端左右两侧均开设有卡槽,所述卡槽的内底壁开设有滑槽,所述底座的左右两侧外壁均设有顶板,所述顶板的底端设有支撑柱,左侧所述支撑柱的外壁上设有刮料机构;还包括顶座,所述顶座内过盈配合连接有刮桶,所述顶座的左右两侧外壁均设有侧板,所述侧板的外壁顶端设有固定板,所述侧板的外壁底端设有滑块。本技术采用在锤头下方固定安装杂质刮削机构,通过刮桶将锤头上的电解质刮削下来,通过刮板将容易残留在刮桶下方的电解质去除,提高刮桶刮削效果,确保锤头可正常运行,更符合实际的使用需求。技术研发人员:刘建胜,朱喜,康鹏飞受保护的技术使用者:大连捷晟机械设备有限公司技术研发日:20231128技术公布日:2024/7/15本文地址:https://www.jishuxx.com/zhuanli/20240726/120679.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表