用于流体机械的叶片以及用于制造叶片的方法,其中叶片具有带有在刮擦层表面上的切口的叶片尖端与流程
- 国知局
- 2024-07-27 13:09:31
本发明涉及一种用于流体机械的叶片,其中叶片沿着径向方向构成,并且具有叶片尖端和带有压力侧和吸力侧的叶片横截面型廓,其中叶片具有叶片尖端表面,所述叶片尖端表面在运行中与壳体内壁相对置,其中叶片尖端表面具有刮擦层。本发明还涉及一种用于制造刮擦层的方法。
背景技术:
1、在用于加工和处理流动的、液态的和/或气态的介质的流体机械中,通常要使在可运动的构件与静止的构件之间的间隙相对于流动的介质密封。流体机械的示例是蒸汽轮机、燃气轮机、压缩机等。
2、在蒸汽轮机中,密封转子与包围所述转子的壳体之间的间隙,以便阻挡蒸汽经过叶片环的路径。所述密封件的质量对所述流体机械的效率具有显著影响。
3、在流体机械中,利用改变角动量的原理以用于将工作流体的内能转换成旋转构件的机械能。为了能够使工作流体不离开所述过程,引导流动的构件通常是关闭的,使得得到内流动。
4、为了能够实现流体机械部件在引导流体的几何结构中的无干扰的旋转,在静止的部件与旋转的部件之间的径向间隙是强制性地需要的。
5、在此,为了降低损失,径向间隙必须尽可能小地实施并且从完整性角度看必须如所需的那样大地实施。
6、通常,在流体机械中的叶片的转子叶片尖端与相对置的壳体之间的径向间隙实施成,使得避免在任何有意义地假设的运行情况下的径向间隙的跨接。
7、在作为流体机械的实施方式的低压蒸汽轮机中,存在液滴冲击侵蚀的问题。在此,所述流体机械中的膨胀通常在水蒸汽的两相区域中结束,这引起旋转部件以及邻接的静止部件的高侵蚀负荷。
8、在流体机械、例如蒸汽轮机中,主要使用在低压区域中自支撑的低压叶片。由于结构引起地,这种流体机械在叶片尖端与壳体之间具有相对大的径向间隙。然而为了损失不会太大,已知的是,在与叶片尖端相对置的壳体处设置有磨损层。在叶片尖端与壳体之间的接触中,仅磨损层被轻微地去除,由此产生相对小的径向间隙。
9、原则上,在考虑力学(叶片在离心力和温度影响下的径向伸长)的情况下,径向间隙首先通过被动的结构性措施来最小化。除了使壳体椭圆化和轴振动最小化之外,使用例如柱形定长切割的叶片,所述叶片使轴向的胀差影响最小化。
10、在主动侧上,在用于锥形定长切割的叶片的转子中使用(液压)机械设备以用于影响转子的轴向位置。
11、在壳体中,找到用于影响径向间隙的不仅主动的而且半被动的和被动的解决方案。
12、“可伸缩密封部段(retractabel sealing segments)”属于主动解决方案,所述可伸缩密封部段首先在建立流动时关闭并且在额定转速时减小径向间隙。在跨接情况下,弹簧结构在环周方向上允许壳体几何形状的扩宽。
13、半被动的“弹性密封部段(federnden dichtsegmente)”类似地正常运行,其中弹簧结构在径向方向上允许壳体几何形状的扩宽。
14、耐刮擦的组装部件/附件和部件以及磨损覆层属于被动解决方案。
15、在相对置的壳体侧上通常出现耐刮擦的磨损覆层。
16、然而,在含有液滴的流中,所述功能覆层失效,因为所述功能覆层根据功能不能承受例如由液滴冲击侵蚀引起的高机械力。
17、补救措施是所谓的蜂窝密封部段(honeycomb-seal-segments),所述蜂窝密封部段具有各向异性的刮擦特性并且可以被放入到壳体壁中。在此在实际使用中成问题的是,所产生的空心结构可能填充有存在于工作介质中的固体颗粒并且然后失去其积极的各向异性的特性。
18、有时在相对置的壳体侧上的独立的转子叶片中也出现密封尖端状的结构,所述结构同样具有减小间隙损失的目的。
19、具有刮擦层的涡轮机叶片在文献de 698 26 096t2、us2019/309759a1、us 9 845685 b2、us 5 434 210 a和us2020/277871 a1中公开。
技术实现思路
1、本发明的目的是,提供一种用于流体机械的叶片,所述叶片可以在流体机械中使用并且在运行中引起小的间隙损失。
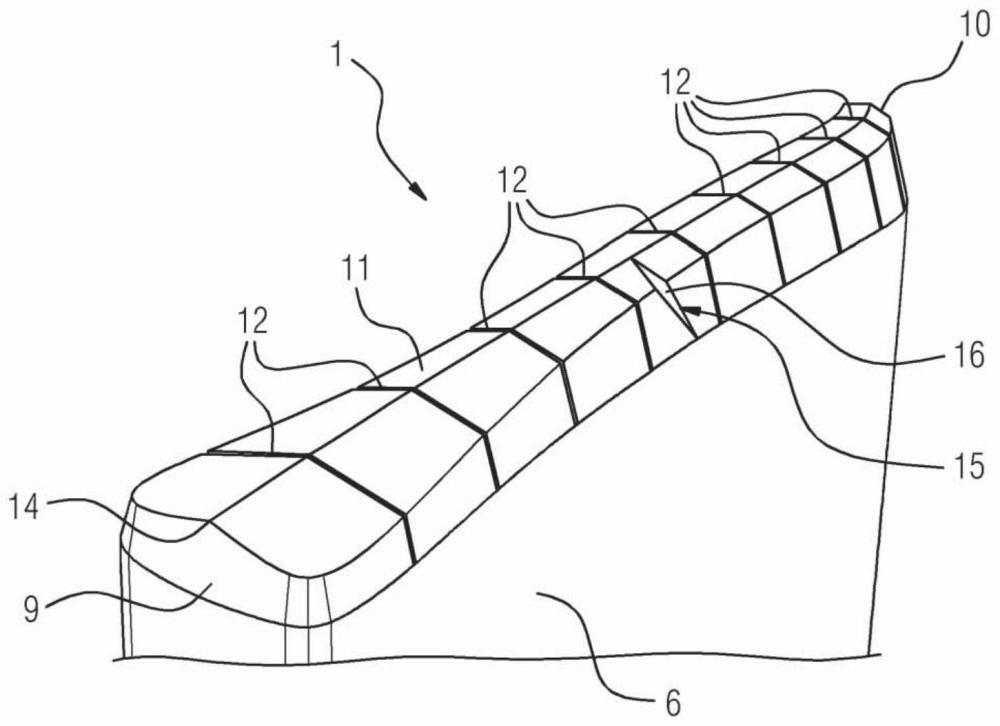
2、所述目的通过一种用于流体机械的叶片来实现,其中叶片沿着径向方向构成,并且具有叶片尖端和带有压力侧和吸力侧的叶片横截面型廓,其中叶片具有叶片尖端表面,所述叶片尖端表面在运行中与壳体内壁相对置,其中叶片尖端表面具有刮擦层,其中刮擦层构成为,使得在运行中在与壳体内壁接触时进行刮擦层的去除,其中刮擦层(8)具有刮擦层表面(11),并且在刮擦层表面(11)上设置有切口(12)。
3、因此,本发明遵循将刮擦层施加到叶片尖端上的途径。在此,刮擦层构成为,使得在刮擦层与壳体接触的情况下,使得刮擦层是磨损的或可擦掉的,也就是说,通过刮擦层的材料去除优化径向间隙。
4、由于磨损作用产生的并且在运行中保留在流体机械中的各个材料块设计成,使得所述材料块不会在流体机械中引起损坏。为此,各个材料块相对小,这通过根据本发明的刮擦层的设计方案来实现。
5、根据本发明的解决方案是一种新的途径,因为迄今为止壳体内壁在需要时构成有磨损层,因为在此壳体轮廓的残余椭圆度可以在低成本的情况下得到补偿。
6、与静止部件的覆层相比,叶片的覆层在以下情况下具有优点:在叶片的径向长度和/或壳体的椭圆度出现变化的情况下,在刮擦情况下仅最长的叶片的层被磨损地去除。其余叶片的间隙保持不变。
7、根据本发明,刮擦层具有刮擦层表面,其中在刮擦层表面上设置有切口。
8、利用所述措施实现,在通过与壳体内壁接触去除材料时,各个被去除的材料块不会变得过大。切口基本上如预期断裂部位那样起作用并且引起直至切口的材料块的去除,由此,换言之,所述切口可以被称为边界,直至所述边界,刮擦层的剥落是可行的。
9、换言之,刮擦层以垂直于叶片尖端型廓的中线的形式分段。由此可能的剥落、部分损失或去除受到限制。在此,分段不仅可以切削地制造而且可以在覆层过程期间本身已经制造。
10、有利的改进方案在从属权利要求中给出。
11、因此,在第一有利的改进方案中,刮擦层设有润滑材料。
12、润滑材料在此具有磨损特性。这意味着,在刮擦层与壳体内壁接触时引起刮擦层的材料去除,其中刮擦层的材料特性使得各个材料块足够小,使得通过四下里飞的被去除的材料块造成的损坏的危险最小化。
13、在另一有利的改进方案中,润滑材料包括石墨和/或六方氮化硼。
14、石墨和/或六方氮化硼具有对于在流体机械中作为磨损层或作为磨损层的组成部分的应用理想的材料特性。石墨和/或六方氮化硼中的晶体结构和结合力使得可以出现刮擦层的材料去除,其中各个被去除的材料块足够小。
15、在另一有利的改进方案中,叶片横截面型廓可以用中线描绘,其中刮擦层沿着中线来设置。
16、在另一有利的改进方案中,叶片具有迎流棱边和出流棱边,其中刮擦层从迎流棱边直至出流棱边设置。
17、在一个有利的改进方案中,中线具有长度d并且刮擦层仅设置在出流棱边上游的区域中,其中适用:d=(0.4至0.9)x d,其中d是刮擦层沿着中线直至出流棱边的长度。
18、因此,利用所述有利的改进方案提出,不是整个叶片表面设有刮擦层,而是基本上仅出流棱边上游的区域设有刮擦层。
19、有利地,切口基本上垂直于中线构成。
20、同样,以有利的方式,切口以彼此等距的间距构成。
21、在一个有利的改进方案中,刮擦层从压力侧直至吸力侧连续地构成。
22、在一个有利的改进方案中,刮擦层构成为,使得在运行中出现的与壳体内壁的刮擦引起刮擦层的去除,其中由此产生通过去除产生的接触面,其中接触面通过进一步的磨损在径向方向上朝向叶片根部变宽。
23、利用所述措施能够实现初始过程,其中刮擦层在一定程度上磨入。这意味着,在刮擦层与壳体内壁之间进一步接触时,刮擦层与壳体内壁之间的接触面变得越来越大。
24、为此,有利地,刮擦层构成在叶片尖端表面上,使得在横截面中看,刮擦层是成钝角的尖端。
25、换言之:刮擦层如钝的尖端那样指向壳体内壁。在刮擦层在壳体内壁处刮擦的情况下,首先去除尖端。在此,在增加的接触中,接触面变得越来越宽。
26、在一个特别有利的改进方案中,刮擦层具有狭缝,所述狭缝设置成,使得刮擦层的去除引起狭缝的可测量的长度l并且经由长度l可以求取层的高度。
27、因此,利用所述狭缝给出指示器,利用所述指示器可以容易地发现刮擦层被去除的程度或者刮擦层有多厚。
28、狭缝不仅可以在刮擦层的整个宽度上而且可以在刮擦层的宽度的一部分上被引入。
29、在一个有利的改进方案中,每个叶片的多个狭缝设置到刮擦层中。
30、在此,狭缝从在吸力侧或压力侧的叶片表面处的棱边加工直至尖端。当在运行中尖端被去除时,在刮擦层的俯视图中可以测量在平面中的狭缝长度,利用所述狭缝长度可以经由几何特性和三角学的考虑来计算刮擦层的厚度。
31、狭缝可以承担切口的功能并且同样用作为预期断裂部位。因此,断裂块尺寸可以通过狭缝来限制。
32、旨在方法的目的通过一种用于在叶片表面上制造刮擦层的方法来实现,其中刮擦层借助于热喷射覆层方法、例如aps或hvof施加到叶片尖端上,其中刮擦层设有润滑材料、例如石墨和/或六方氮化硼,其中刮擦层(8)构成有刮擦层表面(11),其中在刮擦层表面(11)上设置有切口(12)。
33、有利地,将聚合物添加到刮擦层以用于产生刮擦层的多孔结构。
34、在一个特别有利的改进方案中,在将刮擦层施加到叶片上之前执行第一热处理,在所述第一热处理中叶片被硬化,其中在第一热处理之后施加刮擦层,其中在施加刮擦层之后,在对叶片进行去应力退火的温度中执行第二热处理,其中温度选择成,使得所喷射的刮擦层中的聚合物熔化从而引起刮擦层的多孔结构。
35、利用所述有利的方法实现,聚合物在第二热处理时熔化并且从刮擦层中移除,由此在一个简单的和成本有利的变型方案中,刮擦层获得多孔结构。
36、在一个有利的改进方案中,将切口施加到刮擦层上,所述切口沿着中线设置,其中切口在覆层过程期间或在覆层过程之后通过切削方法、例如铣削来制造。
本文地址:https://www.jishuxx.com/zhuanli/20240726/125093.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表