一种环保型高性能高温合金乳化切削液及其制备方法与流程
- 国知局
- 2024-07-29 09:57:27
本申请涉及金属切削加工,主要涉及一种环保型高性能高温合金乳化切削液及其制备方法。
背景技术:
1、高温合金是指以铁、镍、钴为基体,并能在600℃以上的高温以及一定应力作用下长期工作的一类金属材料,又被称为“超合金”,具有优异的高温强度,良好的抗氧化、抗热腐蚀、抗疲劳性能和断裂韧性等的综合性能,主要应用于航空航天领域和能源领域。其中镍基高温合金gh4169是航空航天领域应用最广泛的高温合金,也是公认的极难加工的金属材料,刀具加工镍基高温合金gh4169时温度可以达到1000-1200℃。因此,切削液的润滑冷却性能对于高温合金的加工的工件质量和刀具保护起着至关重要的作用。
2、由于高温合金加工难度高,在加工时切削液的供给量大,相应的喷射压力也更高,因此,除了要求切削液必须要有良好的极压润滑性能外还需要有低的泡沫倾向,因为泡沫不仅会影响润滑效果还会影响冷却效果。
3、目前国内涉及高温合金加工的军工企业中使用的大都是进口品牌的切削液,自主生产高温合金切削液仍有很大的发展空间,并且随着国家对环保的重视,具有可生物降解性的环保型切削液也将是切削液的发展趋势。国内生产高温合金切削液企业不多,在已报道的金属加工液方案中,中国发明专利cn104277902a以及中国发明专利cn103351927a提出的全合成切削液的冷却性能优异,但该切削液作为全合成体系对高温合金的润滑性能不足,不能满足重负荷的类似镍基高温合金gh4169的加工。中国发明专利cn109504516a提出的微乳和乳化液体系的切削液主要使用矿物油和含磷极压剂作为润滑材料,生物降解性能差,也不符合环保的要求,并且由于添加较多的表面活性剂,体系容易产生较多的泡沫,难以满足喷射压力大的重负荷高温合金的加工。中国发明专利cn112662458a提出的高温合金切削油润滑性能出色,但其冷却性能较切削液差,所选用的组分也不符合低碳环保的发展要求。因此,现有的高温合金切削液不能同时有效满足可降解性以及高温合金加工中多种性能要求。
4、因此,现有技术还有待于改进和发展。
技术实现思路
1、鉴于上述现有技术的不足,本申请的目的在于提供一种环保型高性能高温合金乳化切削液及其制备方法,旨在解决现有的切削液无法有效满足高温合金加工要求的问题。
2、本申请的技术方案如下:
3、本申请提供一种环保型高性能高温合金乳化切削液,其中,按质量百分比计,包括以下组分:
4、
5、本申请提供的环保型高性能高温合金乳化切削液,具有润滑性好和稳定性高的特点,消泡速度快并且抑泡性能强,能够有效满足高温合金加工中的多项性能要求。
6、进一步地,所述基础油为硬脂酸异辛酯和棕榈仁油,所述硬脂酸异辛酯和棕榈仁油的质量比为25:15。该比例下的基础油组合油品粘度合适,具有相对优异的润滑和抗氧化性能,使用时有利于形成稳定的油膜强度,润滑性能更优秀。
7、进一步地,所述有机碱为2-氨基-2-甲基-1-丙醇、三乙醇胺和二环己胺,所述2-氨基-2-甲基-1-丙醇、三乙醇胺和二环己胺的质量比为3:4:3。所优选比例的有机碱组合为环保型高性能高温合金乳化切削液原液提供一个适中的碱储备性能,稀释后的切削液工作液可以满足ph=9.4~9.8范围要求,ph值保持在该范围内不会太低而导致生物稳定性能差,可以降低切削液腐败变质的风险,ph值也不至于过高导致皮肤过敏,在直接接触时也不会伤害皮肤。
8、进一步地,所述乳化剂为烷氧基化c16-c18脂肪醇和c10-c12醇聚乙氧基化丙氧基化物,所述烷氧基化c16-c18脂肪醇和c10-c12醇聚乙氧基化丙氧基化物的质量比为5:3。
9、进一步地,所述润滑剂为植物油改性自乳化酯、超支链结构合成酯和水溶性聚醚酯,所述植物油改性自乳化酯、超支链结构合成酯和水溶性聚醚酯的质量比为10:5:5。
10、进一步地,所述防锈剂为三元有机聚羧酸、癸二酸和三乙醇硼酸酯,所述三元有机聚羧酸、癸二酸和三乙醇硼酸酯的质量比为3:2:5。
11、进一步地,所述缓蚀剂为苯并三氮唑、甲基苯并三氮唑、1-羟基苯并三氮唑和2-巯基苯并噻唑中的一种或者两种以上。
12、进一步地,所述杀菌剂为n,n-亚甲基二吗啉、羟乙基六氢均三嗪和3-碘-2-丙炔基-丁基氨基甲酸酯,所述n,n-亚甲基二吗啉、羟乙基六氢均三嗪和3-碘-2-丙炔基-丁基氨基甲酸酯的质量比为1:2:0.5。
13、进一步地,所述消泡剂为消泡剂ms575和消泡剂gt90,所述消泡剂ms575和消泡剂gt90的质量比为0.15:0.10。
14、本申请还提供一种如上所述的环保型高性能高温合金乳化切削液的制备方法,其中,将所述有机碱和所述去离子水置于容器中加热至50-60℃,搅拌至均匀,依次加入所述防锈剂、基础油、润滑剂、乳化剂、缓蚀剂和杀菌剂,温度降至常温时加入所述消泡剂,搅拌至半透明液体,得到环保型高性能高温合金乳化切削液。
15、本申请提供的环保型高性能高温合金乳化切削液具有以下有益效果:
16、(1)润滑性好。本申请的乳化切削液具有良好的润滑性能,在镍基高温合金gh4169上的切削速度可达120米/分钟,工件表面仍能保持表面光滑无油污。
17、(2)生物降解性能好。本发明生物降解率可达90%以上,环境友好。
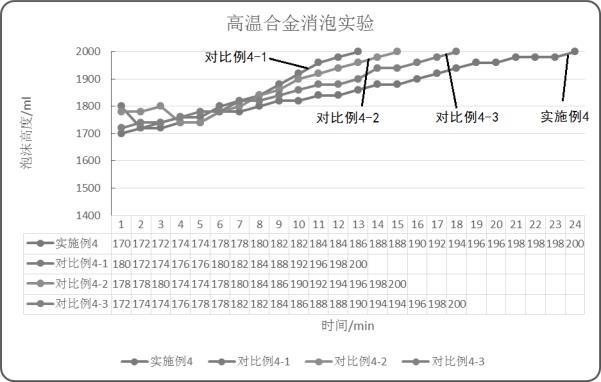
18、(3)消泡速度快、抑泡性能强。循环泡沫测试具有良好的抑泡性能和消泡性能,客户实际使用反馈良好。
19、(4)稳定性高。本发明乳化切削液的稳定性能好,不会发生分层、工作液的乳粒聚集等变化,使用寿命长。
技术特征:1.一种环保型高性能高温合金乳化切削液,其特征在于,按质量百分比计,包括以下组分:
2.根据权利要求1所述的环保型高性能高温合金乳化切削液,其特征在于,所述基础油为硬脂酸异辛酯和棕榈仁油,所述硬脂酸异辛酯和棕榈仁油的质量比为25:15。
3.根据权利要求1所述的环保型高性能高温合金乳化切削液,其特征在于,所述有机碱为2-氨基-2-甲基-1-丙醇、三乙醇胺和二环己胺,所述2-氨基-2-甲基-1-丙醇、三乙醇胺和二环己胺的质量比为3:4:3。
4.根据权利要求1所述的环保型高性能高温合金乳化切削液,其特征在于,所述乳化剂为烷氧基化c16-c18 脂肪醇和c10-c12醇聚乙氧基化丙氧基化物,所述烷氧基化c16-c18脂肪醇和c10-c12醇聚乙氧基化丙氧基化物的质量比为5:3。
5.根据权利要求1所述的环保型高性能高温合金乳化切削液,其特征在于,所述润滑剂为植物油改性自乳化酯、超支链结构合成酯和水溶性聚醚酯,所述植物油改性自乳化酯、超支链结构合成酯和水溶性聚醚酯的质量比为10:5:5。
6.根据权利要求1所述的环保型高性能高温合金乳化切削液,其特征在于,所述防锈剂为三元有机聚羧酸、癸二酸和三乙醇硼酸酯,所述三元有机聚羧酸、癸二酸和三乙醇硼酸酯的质量比为3:2:5。
7.根据权利要求1所述的环保型高性能高温合金乳化切削液,其特征在于,所述缓蚀剂为苯并三氮唑、甲基苯并三氮唑、1-羟基苯并三氮唑和2-巯基苯并噻唑中的一种或者两种以上。
8.根据权利要求1所述的环保型高性能高温合金乳化切削液,其特征在于,所述杀菌剂为n,n-亚甲基二吗啉、羟乙基六氢均三嗪和3-碘-2-丙炔基-丁基氨基甲酸酯,所述n,n-亚甲基二吗啉、羟乙基六氢均三嗪和3-碘-2-丙炔基-丁基氨基甲酸酯的质量比为1:2:0.5。
9.根据权利要求1所述的环保型高性能高温合金乳化切削液,其特征在于,所述消泡剂为消泡剂ms575和消泡剂gt90,所述消泡剂ms575和消泡剂gt90的质量比为0.15:0.10。
10.一种如权利要求1-9任一项所述的环保型高性能高温合金乳化切削液的制备方法,其特征在于,将所述有机碱和所述去离子水置于容器中加热至50-60℃,搅拌至均匀,依次加入所述防锈剂、基础油、润滑剂、乳化剂、缓蚀剂和杀菌剂,温度降至常温时加入所述消泡剂,搅拌至半透明液体,得到环保型高性能高温合金乳化切削液。
技术总结本申请涉及金属切削加工技术领域,公开了一种环保型高性能高温合金乳化切削液及其制备方法,按质量百分比计,包括以下组分:基础油25‑45%;有机碱5‑10%;乳化剂8‑10%;润滑剂10‑30%;防锈剂10~15%;缓蚀剂0.3‑0.7%;杀菌剂3~7%;消泡剂0.05‑0.3%;去离子水0~15%。本申请的乳化切削液稳定性好,生物降解率高,还具有良好的润滑性能、抑泡性能和消泡性能,可有效应用于高温合金的切削加工。技术研发人员:黄晓剑,孙晶,孙运义,李斌,鲁斐,李小磊,伍德民受保护的技术使用者:超滑科技(佛山)有限责任公司技术研发日:技术公布日:2024/3/11本文地址:https://www.jishuxx.com/zhuanli/20240726/130129.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表