用于含氧煤层气的安全回收甲烷并提纯的方法与流程
- 国知局
- 2024-07-29 10:15:41
本发明涉及甲烷回收,尤其涉及用于含氧煤层气的安全回收甲烷并提纯的方法。
背景技术:
1、煤层气是与煤炭伴生的非常规油气资源,以游离态、吸附态和吸收态等形式赋存于地下煤层中,主要成分是甲烷及少量其它烃类。甲烷作为煤层气的主要成分,其温室效应在全球气候变暖中的份额高达15%,仅次于co2,其温室效应是co2的21倍,对生态环境的破坏力极强。因而,开发利用煤层气成为温室气体减排和生态环境保护的重要措施。由于煤层气在开采过程中会引入一定量的空气或氧气,在进行低浓度甲烷富集时,可能会存在爆炸隐患。因此,如何在保证安全的前提下,有效地从含氧煤层气中回收甲烷,是当前煤层气处理技术面临的重要问题。
2、目前在利用真空变压吸附法回收甲烷前,通常会向含氧煤层气中掺入惰性气体氮气来降低氧气含量,以避免发生爆炸。很明显,这就需要额外引入氮源,处理成本比较高。
3、在回收甲烷时,掺氮的低氧含量煤层气中的甲烷被吸附塔内的吸附剂吸附,不易吸附的氧气和部分氮气由吸附塔的塔顶排出,后续吸附塔内的甲烷经真空解吸操作以从塔底排出,从而获得甲烷产品气。由于甲烷和氮气物理化学性质相近,现有的大多吸附剂对甲烷和氮气的选择性较低,若仅进行一级变压吸附,则甲烷回收率和甲烷产品气纯度不高,虽然可以采用多级变压吸附的方法来提高回收率和纯度,但设备成本非常大,且能耗高。另外,在采用真空变压吸附的方法回收甲烷时,为使获得的甲烷产品气的纯度尽可能地高,通常吸附压力设置的比较高,但甲烷被吸附时会释放吸附热,导致吸附剂层温升过大,增加爆炸的风险。
技术实现思路
1、本发明的一个优势在于提供用于含氧煤层气的安全回收甲烷并提纯的方法,本发明能够在安全的前提下对含氧煤层气中的低浓度甲烷进行回收并提纯,连续性地获得甲烷浓度高于95%的甲烷产品气,相比现有技术,甲烷回收率和纯度足够高的同时生产成本更低。
2、本发明的一个优势在于提供用于含氧煤层气的安全回收甲烷并提纯的方法,含氧煤层气经掺氮稀释氧防爆操作和甲烷回收除氧操作后,甲烷得到初步富集,且获得的含氮的甲烷富集气中氧气含量有效降低,提高后续甲烷纯化时的安全性,且由于还需对获得的含氮的甲烷富集气进一步提纯,因此在甲烷回收除氧操作中,操作压力能够被控制得比较低,有效避免在高压情况下,甲烷吸附放热导致第一级吸附塔内吸附剂填充层温升过大而引起爆炸,提高了操作的安全性。
3、本发明的一个优势在于提供用于含氧煤层气的安全回收甲烷并提纯的方法,在甲烷浓缩提纯操作中,通过多塔串联吸附与置换浓缩提纯,相比单塔操作,甲烷与氮气分离效果得到保证的同时操作压力要求低,有效避免高压操作导致塔内温升引发安全事故,提高操作的安全性。
4、本发明的一个优势在于提供用于含氧煤层气的安全回收甲烷并提纯的方法,含氧煤层气经掺氮稀释氧防爆操作、甲烷回收除氧操作和甲烷浓缩提纯操作后,获得的氮气副产品气可直接作为与含氧煤层气混合的氮源,以循环利用,无需额外引入氮源,实现废物利用的同时降低生产成本。
5、本发明的一个优势在于提供用于含氧煤层气的安全回收甲烷并提纯的方法,含氧煤层气经掺氮稀释氧防爆操作后且于甲烷回收除氧操作和甲烷浓缩提纯操作中,在不外加控温设备的情况下,利用相变材料将塔内温度维持在预设范围内,以防甲烷吸附放热而导致塔内温升而引发安全事故,使得整个过程的安全性得到保障。
6、本发明的一个优势在于提供用于含氧煤层气的安全回收甲烷并提纯的方法,在甲烷浓缩提纯操作中,通过多塔串联吸附与置换浓缩提纯,在一次循环中,通过至少两个执行吸附操作的第二级吸附塔串联的方式增加吸附剂床层长度,提高甲烷吸附量和甲烷回收率,并通过至少两个执行置换氮气操作的第二级吸附塔串联设置,以提高甲烷产品气的置换效率,并通过设置一个执行解吸操作的第二级吸附塔,使得对应的第二级吸附塔内的甲烷能够被充分解吸,使得解吸效率得到保证。
7、本发明的一个优势在于提供用于含氧煤层气的安全回收甲烷并提纯的方法,在甲烷浓缩提纯操作中,第二级吸附塔内的气相与固相形成逆向流动,强化甲烷和氮气的分离效率。
8、为达到本发明以上至少一个优势,本发明提供用于含氧煤层气的安全回收甲烷并提纯的方法,包括如下步骤:
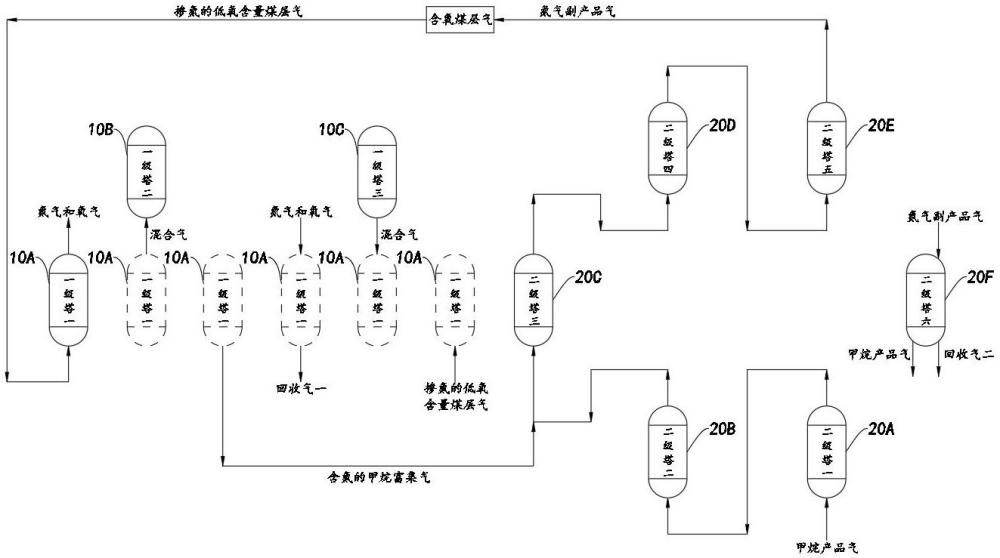
9、(1)掺氮稀释氧防爆操作:向含氧煤层气掺入预定量的氮气副产品气以形成掺氮的低氧含量煤层气;
10、(2)甲烷回收除氧操作,所述甲烷回收除氧操作采用真空变压吸附工艺,且采用至少三个第一级吸附塔,所述甲烷回收除氧操作循环进行吸附、均压降压、真空解吸、均压升压和加压五个步骤,掺氮的低氧含量煤层气经所述甲烷回收除氧操作处理而得到含氮的甲烷富集气;
11、(3)甲烷浓缩提纯操作,所述甲烷浓缩提纯操作采用压力梯度模拟移动床工艺,且采用至少五个第二级吸附塔,至少五个所述第二级吸附塔通过管线串联连通,所述甲烷浓缩提纯操作包括:
12、步骤①多塔串联加压与吸附:经所述甲烷回收除氧操作处理而获得的含氮的甲烷富集气从一个执行吸附操作的所述第二级吸附塔的塔底直接导入并经吸附后导入其余的至少一个执行吸附操作的所述第二级吸附塔,且对最后执行吸附操作的所述第二级吸附塔充压,在此过程中,甲烷被吸附,部分氮气滞留于所述第二级吸附塔内,部分氮气从完成加压吸附操作的所述第二级吸附塔塔顶排出以获得氮气副产品气,以作为与含氧煤层气混合的氮源;
13、步骤②多塔串联置换:甲烷产品气从一个执行置换氮气操作的所述第二级吸附塔的塔底导入并经置换后导入剩余的至少一个执行置换氮气操作的所述第二级吸附塔内,由甲烷产品气与所述第二级吸附塔内滞留的氮气进行置换,被置换出的氮气由最后执行置换氮气操作的所述第二级吸附塔塔顶排出并流经执行吸附操作的所述第二级吸附塔集中排出;
14、步骤③单塔真空解吸:执行真空解吸操作的所述第二级吸附塔经置换氮气操作后且于真空解吸前其内部的吸附剂填充层吸附有甲烷,执行真空解吸操作的所述第二级吸附塔被抽真空,以使被吸附的甲烷被解吸出来并由塔底排出以得到甲烷浓度高于95%的甲烷产品气;在真空条件下,抽真空后的所述第二级吸附塔的塔顶被通入氮气副产品气,以吹扫塔内残留的甲烷,甲烷和氮气形成回收气二由塔底排出并通入含氮的甲烷富集气以循环处理;
15、步骤④:所有气体的输入和输出对象沿着气体流动方向依次同步切换成下一个所述第二级吸附塔后循环步骤①至步骤③:循环前被直接导入含氮的甲烷富集气而执行吸附操作的所述第二级吸附塔于下一循环中最后执行置换氮气操作,循环前与被直接导入含氮的甲烷富集气而执行吸附操作的所述第二级吸附塔直接连通的执行吸附操作的所述第二级吸附塔于下一循环中被直接导入含氮的甲烷富集气以执行吸附操作,循环前被直接导入甲烷产品气而执行置换氮气操作的所述第二级吸附塔于下一循环中执行真空解吸操作,循环前与被直接导入甲烷产品气而执行置换氮气操作的所述第二级吸附塔直接连通的执行置换氮气操作的所述第二级吸附塔于下一循环中被直接导入甲烷产品气以执行置换氮气操作,循环前执行真空解吸操作的所述第二级吸附塔于下一循环中执行加压吸附操作。
16、根据本发明一实施例,采用真空变压吸附工艺执行所述甲烷回收除氧操作时,掺氮的低氧含量煤层气于所述第一级吸附塔的塔底通入,掺氮的低氧含量煤层气中的甲烷、部分氮气和部分氧气被吸附,剩余部分氮气和氧气于塔顶排出,在至少一个所述第一级吸附塔完成吸附操作时,至少一个所述第一级吸附塔完成真空吹扫操作;在执行均压降压操作时,完成吸附操作的所述第一级吸附塔与完成真空吹扫操作的所述第一级吸附塔连通,完成吸附操作的所述第一级吸附塔内部分甲烷、氮气和氧气形成的混合气流入完成真空吹扫操作的所述第一级吸附塔内;在执行真空解吸时,均压降压后的所述第一级吸附塔被抽真空,被吸附的甲烷、氮气和氧气被解吸出来并由塔底排出以得到含氮的甲烷富集气,在真空条件下,抽真空后的所述第一级吸附塔的塔顶被通入经吸附操作而获得的氮气和氧气,以吹扫塔内残留的甲烷,甲烷、氮气和氧气作为回收气一由塔底排出,在对应的所述第一级吸附塔完成真空吹扫操作时,至少一个所述第一级吸附塔完成吸附操作;在执行均压升压操作时,完成真空吹扫操作的所述第一级吸附塔与完成吸附操作的所述第一级吸附塔连通,完成吸附操作的所述第一级吸附塔内的混合气流入完成真空吹扫操作的所述第一级吸附塔内;在执行加压时,完成均压升压的所述第一级吸附塔被通入掺氮的低氧含量煤层气以充压,直至对应的所述第一级吸附塔的压力升至吸附压力。
17、根据本发明一实施例,每一个所述第一级吸附塔内均具有吸附剂填充层,吸附剂填充层基于平衡分离原理将甲烷与氮气、氧气分离,甲烷相对氮气和氧气为强吸附组分,吸附剂填充层的分离因子大于2。
18、根据本发明一实施例,每一个所述第二级吸附塔内均具有吸附剂填充层,吸附剂填充层基于平衡分离原理将甲烷与氮气分离,甲烷相对氮气为强吸附组分,吸附剂填充层的分离因子大于2。
19、根据本发明一实施例,所述用于含氧煤层气的安全回收甲烷并提纯的方法还包括蓄热控温操作,所述蓄热控温操作包括如下步骤:
20、甲烷在被所述第一级吸附塔和所述第二级吸附塔内的吸附剂填充层吸附的过程中释放吸附热,所述第一级吸附塔和所述第二级吸附塔的吸附剂填充层内且被存储于储存件的相变材料吸收吸附热并存储吸附热;
21、在所述第一级吸附塔和所述第二级吸附塔执行真空解吸操作时,所述相变材料释放被存储的吸附热以满足解吸所需的热量。
22、根据本发明一实施例,所述储存件被实施为由导热材料制成,所述相变材料被实施为有机相变材料或无机相变材料。
23、根据本发明一实施例,所述相变材料的相变温度与所述第一级吸附塔、所述第二级吸附塔吸附甲烷的操作温度一致。
24、根据本发明一实施例,所述第一级吸附塔执行吸附操作时的压力为0.15mpa~0.3mpa,所述第一级吸附塔执行真空解吸操作时的压力为0.01mpa~0.02mpa,所述第二级吸附塔执行吸附操作和置换氮气操作时的压力为0.2mpa~1.0mpa,所述第二级吸附塔执行真空解吸操作时的压力为0.01mpa~0.02mpa,所述第一级吸附塔和所述第二级吸附塔的操作温度均为室温。
25、根据本发明一实施例,甲烷浓度为5%~15%的掺氮的低氧含量煤层气经所述甲烷回收除氧操作处理后而获得甲烷浓度为20%~30%的含氮的甲烷富集气,甲烷富集率为2~3倍,其中含氮的甲烷富集气中氧气的浓度小于1%,甲烷浓度为20%~30%的含氮的甲烷富集气经所述甲烷浓缩提纯操作处理后而获得甲烷浓度高于95%的甲烷产品气,且获得的氮气副产品气中氧气的浓度小于1%。
26、本发明的有益效果包括:
27、1、含氧煤层气中低浓度甲烷在安全的前提下能够连续地被回收提浓,获得甲烷浓度高于95%甲烷产品气。
28、2、含氧煤层气经掺氮稀释氧防爆操作、甲烷回收除氧操作和甲烷浓缩提纯操作后,获得的氮气副产品气可直接作为与含氧煤层气混合的氮源。
29、3、在不外加控温设备的情况下,塔内温度能够维持在预设范围内,以防甲烷吸附放热而导致塔内温升而引发安全事故,使得整个过程的安全性得到保障。
本文地址:https://www.jishuxx.com/zhuanli/20240726/131361.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表