一种钛合金型材挤压用宽温域固体润滑剂及其制备方法与应用
- 国知局
- 2024-07-29 10:36:33
本发明属于润滑材料,具体涉及一种钛合金型材挤压用宽温域固体润滑剂及其制备方法与应用。
背景技术:
1、钛合金作为重要的结构材料,在航空工业领域钛合金具有广阔的应用前景。由于钛合金是典型难加工金属,挤压是其成形的一种重要加工方式,通常钛合金采用正挤压法生产,特殊需求也会采用反挤压。然而,由于热导率低,坏料表层和内层产生的温差极大,坏锭表面和中心的金属产生不同的强度性能和塑性变形,导致在挤压过程中金属流动不均匀发生不均匀变形,从而引起工件与磨具间的粘连和严重的磨损。
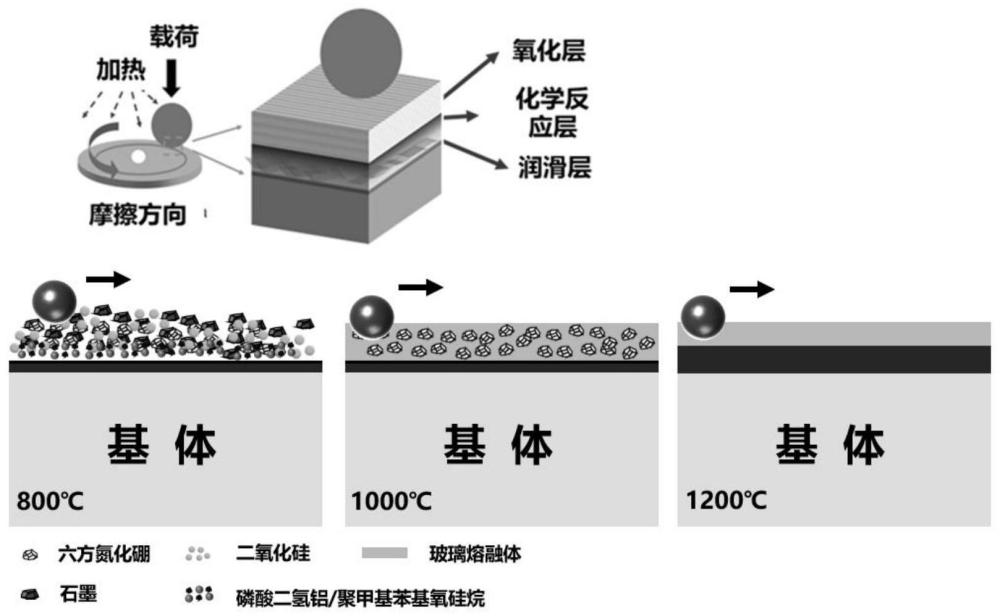
2、目前,常用的传统润滑剂如石墨,二硫化钼在较低的温度时具有较好的润滑效果,当温度高于800℃时会分解,丧失润滑效果。而六方氮化硼可以耐住1200℃的高温,但是其摩擦系数较大,平均摩擦系数普遍在0.3-0.4,并且其与金属表面的润湿性较差,因此很难与金属基底结合,从而限制了其在摩擦领域的应用。而传统的玻璃润滑只能在很窄的温度区间内进行润滑,当高于或低于温度区间时润滑性能降低,减摩抗磨作用较差,而钛合金挤压表面温降大需要润滑剂满足较宽温度范围的润滑需求。中国专利申请(cn 114163133 a)公开了一种玻璃润滑剂,其虽然在667℃的热挤压过程中表现出良好的润滑性,但没有给出700℃以上的摩擦学性能和抗氧化性,而中国专利申请(cn 109679746 a) 公开的玻璃润滑剂的使用温度范围为780~880℃。中国专利申请(cn115386410 a)公开的玻璃润滑剂的使用温度在1000℃左右。因此有必要提供一种用于钛合金挤压用的宽温域高温固体润滑剂。
技术实现思路
1、本发明的第一目的是提供一种钛合金型材挤压用宽温域固体润滑剂,本发明的第二目的是提供所述钛合金型材挤压用宽温域固体润滑剂的制备方法与应用。
2、本发明的第一目的是这样实现的,一种钛合金型材挤压用宽温域固体润滑剂,由以下重量份的原料组成:玻璃粉30-60份、磷酸二氢铝23-46份、聚甲基苯基氧硅烷5-15份、石墨20-30份、分散剂0.5-1份、六方氮化硼10-15份和水230-233份;
3、所述玻璃粉由以下重量份成分组成:二氧化硅30-35份,氧化铝22-24份,碳酸钠12-13份,碳酸钾9-10份,碳酸钙5-6份,氧化镁0.1份,氧化硼19-23份,氧化钛0.1份。
4、本发明的第二目的是这样实现的,所述钛合金型材挤压用宽温域固体润滑剂的制备方法,按照以下步骤实现:
5、1)按照所述配比,将二氧化硅粉、氧化铝、碳酸钠、碳酸钾、碳酸钙、氧化镁、氧化硼、氧化钛均匀混合,经过高温熔融淬火后得到玻璃块,再置于行星球磨机高能球磨后得到玻璃粉;
6、2)将磷酸二氢铝与水配成质量分数为10-20%的磷酸二氢铝溶液,在60-80℃下搅拌20-30min,再缓慢加入聚甲基苯基氧硅烷,并在100-150℃下搅拌60-65min得到改性磷酸二氢铝溶液;
7、3)将玻璃粉、石墨、六方氮化硼与改性磷酸二氢铝溶液按比例混合后在50℃下水浴超声30-60min,添加分散剂后继续超声10-20min,最后搅拌得到钛合金型材挤压用宽温域固体润滑剂。
8、所述钛合金挤压用宽温域固体润滑剂的应用是在制备钛合金挤压用润滑涂层中的应用,将所述高温润滑涂料用喷枪均匀喷在钛合金基体上,自然干燥后放入真空干燥箱中固化成型得到润滑涂层。
9、本发明通过调控氧化铝,氧化硼的质量比可以得到合适熔点的玻璃粉。通过将玻璃粉与石墨、六方氮化硼复合调控其的质量比获得较好的润滑效果。通过添加聚甲基苯基氧硅烷改性磷酸二氢铝,可以降低摩擦系数,起到良好的润滑效果。通过磁力搅拌形成聚磷酸盐溶液,可以使润滑剂在较高的温度下仍保持良好的润滑性能。最后添加分散剂提高润滑剂的分散性。
10、本发明提供的宽温域固体润滑涂层的使用温度在800℃-1200℃,在较宽范围内实现持续润滑,并且不易挥发、无毒、无污染,对人体不会产生有毒、或致敏物质,具有较优异的润滑性及耐高温性,可以有效的解决钛合金挤压过程中出现的较宽温域难润滑问题,有效的降低了摩擦系数和磨损率,提高了钛合金挤压型材的抗氧化性和表面质量,扩大了钛合金在航空航天等领域的发展。
技术特征:1.一种钛合金型材挤压用宽温域固体润滑剂,其特征在于,所述宽温域固体润滑剂由以下重量份的原料组成:玻璃粉30-60份、磷酸二氢铝23-46份、聚甲基苯基氧硅烷5-15份、石墨20-30份、分散剂0.5-1份、六方氮化硼10-15份和水230-233份;
2.根据权利要求1所述钛合金型材挤压用宽温域固体润滑剂,其特征在于,所述分散剂为十二硅烷苯磺酸钠或十二烷基六磺酸钠。
3.根据权利要求1所述钛合金型材挤压用宽温域固体润滑剂,其特征在于,所述六方氮化硼粒径为1-2μm,所述石墨粒径为1-2nm。
4.权利要求1所述钛合金型材挤压用宽温域固体润滑剂的制备方法,其特征在于,按照以下步骤实现:
5.根据权利要求4所述钛合金型材挤压用宽温域固体润滑剂的制备方法,其特征在于,所述步骤1)中,高温熔融淬火是指将各原料放入氧化铝坩埚中,在1400℃的马弗炉中保温2-3h进行高温高压反应得到熔融玻璃,随后立即在水中进行淬火得到玻璃块。
6.根据权利要求4所述钛合金挤压用宽温域固体润滑剂的制备方法,其特征在于,步骤1)中,球磨转速为300-400r/min,球磨时间为24-36h。
7.根据权利要求4所述钛合金挤压用宽温域固体润滑剂的制备方法,其特征在于,步骤3)中,搅拌速度为300-600r/min,搅拌时间为20-40min。
8.根据权利要求4所述钛合金挤压用宽温域固体润滑剂的制备方法,其特征在于,所述步骤3)中,超声功率为200w,频率为40khz。
9.权利要求1所述钛合金挤压用宽温域固体润滑剂在制备钛合金挤压用润滑涂层中的应用,其特征在于,将所述高温润滑涂料用喷枪均匀喷在钛合金基体上,自然干燥后放入真空干燥箱中固化成型得到润滑涂层。
10.根据权利要求9所述应用,其特征在于,所述喷枪为高压无气喷枪,喷嘴到工件的垂直距离为250-300mm;固化温度为100~200℃,固化时长为50~120min。
技术总结本发明公开了一种钛合金型材挤压用宽温域固体润滑剂及其制备方法与应用。所述宽温域固体润滑剂以下重量份的原料组成:玻璃粉30‑60份、磷酸二氢铝23‑46份、聚甲基苯基氧硅烷5‑15份、石墨20‑30份、分散剂0.5‑1份、六方氮化硼10‑15份和水230‑233份;所述玻璃粉由以下重量份成分组成:二氧化硅30‑35份,氧化铝22‑24份,碳酸钠12‑13份,碳酸钾9‑10份,碳酸钙5‑6份,氧化镁0.1份,氧化硼19‑23份,氧化钛0.1份。本发明提供的宽温域固体润滑涂层的使用温度在800℃‑1200℃,在较宽范围内实现持续润滑,并且不易挥发、无毒、无污染,对人体不会产生有毒、或致敏物质,具有优异的润滑性及耐高温性,可以有效的解决钛合金挤压过程中出现的较宽温域难润滑问题。技术研发人员:张若云,王伟,高原,王快社受保护的技术使用者:西安建筑科技大学技术研发日:技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240726/132626.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表