一种压缩机转子组件及其组装方法与流程
- 国知局
- 2024-07-30 14:11:55
本发明属于压缩机,涉及一种压缩机转子组件及其组装方法。
背景技术:
1、压缩机作为现代社会生产和生活中常用的设备之一,保证其安全稳定的运行是压缩机结构设计的一致追求。在压缩机系统中,出油率是影响压缩机使用可靠性和系统效率的关键问题之一,压缩机中为了控制其内部的油循环,通常在电机转子的上平衡块处安装挡油板,以降低出油率。在现有的变频压缩机中,挡油板的安装方式是在电机转子的上平衡块处设置铆接柱,上平衡块与电机转子的转子铁芯固定后,再用抽芯铆钉将挡油板安装至上平衡块上,以完成回油控制的目的,但上述方式会增加上平衡块的加工难度和成本,增加铆接工序,提高了电机的制造成本。
2、旋转式制冷压缩机中,不同的机种排气量对应着不同的曲轴偏心量。为减少压缩机的噪音和振动,不同的曲轴偏心量也要开发与之对应的不同重量的上下平衡块,导致平衡块的规格数量较大,而不同重量或高度的平衡块都需要开发对应的生产模具。模具制作及生产周期一般较长,会对压缩机的开发周期形成严重的影响,又因平衡块生产工艺复杂,规格较多,需要配备大量库存,造成供应链成本较高,为减少平衡块的开发和生产周期,降低供应链成本,需要研究新型的转子组件,对上平衡块的式样提出更高的要求。
3、cn 110417143a公开了一种电机转子、电机组件以及压缩机,该电机转子包括转子铁芯、上平衡块、下平衡块、挡油板和多个转子铆钉,所述上平衡块和下平衡块分别设置于转子铁芯的两端,上平衡块包括多个第一铆接孔,挡油板位于上平衡块远离转子铁芯的一侧,挡油板包括多个第二铆接孔,与第一铆接孔的位置相对应,转子铆钉沿轴向贯穿转子铁芯、第一铆接孔和第二铆接孔,即转子铁芯通过多个转子铆钉与上平衡块及挡油板铆接相连。该电机转子中的上平衡块仍是采用传统的结构,需要设置铆接柱,而并未对上平衡块的结构进行简化,也未涉及对铆钉的结构改进。
4、cn 105485016a公开了一种挡油组件及压缩机,该挡油组件设置在压缩机中,包括上挡板、安装座和挡油帽,所述上挡板设置在转子铁芯一端,安装座连接在上挡板上,具有避让转子铁芯上通流孔的中空区域,安装座上具有多个安装台阶,位于安装座上背离上挡板的一侧;挡油帽连接在安装台阶上,与安装台阶之间形成供冷冻油流通的空隙。该挡油组件是在安装座上设置安装台阶,虽然并未在平衡块上设置,但也增加了安装座结构,结构仍较为复杂,同时并未对铆钉结构进行改进。
5、综上所述,对于压缩机中转子组件的结构,还需要根据需要将平衡块进行简化,并将铆钉结构进行改进,使之能够起到平衡块的支撑作用,既满足转子组件的使用要求,又可降低转子组件的成本。
技术实现思路
1、针对现有技术存在的问题,本发明的目的在于提供一种压缩机转子组件及其组装方法,所述转子组件通过简化上平衡块的结构,将上平衡块上的凸台取消,并采用台阶式铆钉替代,使得铆钉除了铆接功能外,还可实现支撑挡油板的作用,平衡块功能单一,无需兼顾挡油板的工艺操作性,降低转子组件的成本。
2、为达此目的,本发明采用以下技术方案:
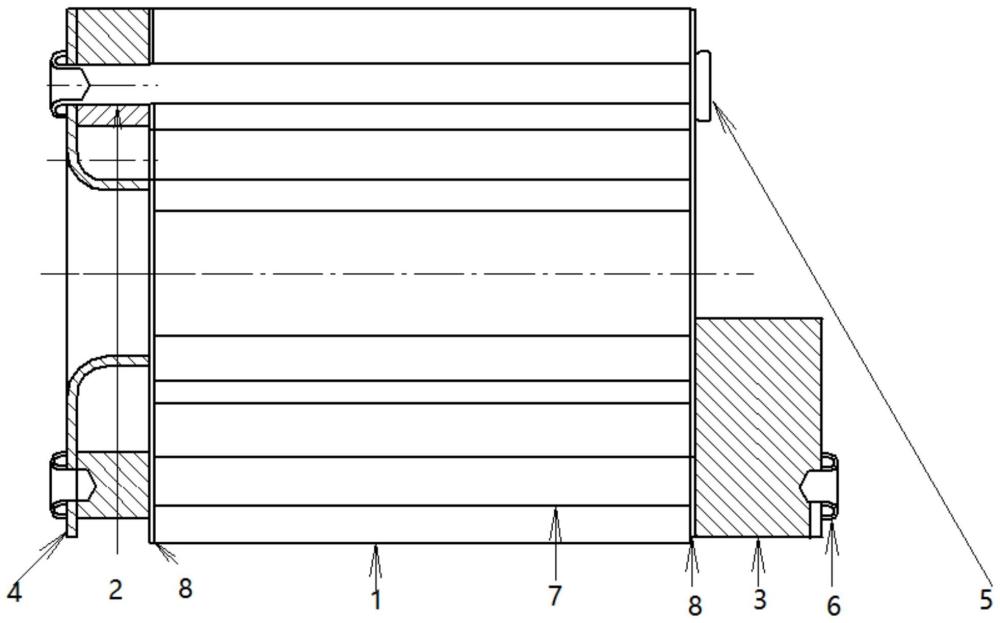
3、一方面,本发明一种压缩机转子组件,所述转子组件包括转子铁芯、上平衡块、下平衡块、挡油板和铆钉,所述铆钉包括单头铆钉和双头铆钉,所述双头铆钉为台阶式双头铆钉,所述双头铆钉中设有一段加粗部,所述加粗部的直径大于其主体部分的直径;
4、所述上平衡块和下平衡块分别位于转子铁芯的两端,所述上平衡块和下平衡块均偏心设置于转子铁芯的端面上,且两者位于两侧端面上相对的两侧;所述上平衡块上设有第一铆接孔,所述下平衡块上设有第二铆接孔;所述挡油板固定连接于上平衡块远离转子铁芯的一端,所述挡油板上设有第三铆接孔,部分所述第三铆接孔的位置与第一铆接孔、第二铆接孔的位置相对应;
5、所述单头铆钉沿轴向依次贯穿转子铁芯、上平衡块上的第一铆接孔及挡油板上的第三铆接孔,所述双头铆钉沿轴向依次贯穿下平衡块上的第二铆接孔、转子铁芯以及挡油板上的第三铆接孔,所述双头铆钉的加粗部位于转子铁芯和挡油板之间。
6、本发明中,对于转子组件的结构,通常采用的上平衡块为圆盘结构,除了偏心部,另一侧还会设置铆接凸台,用于固定支撑挡油板,结构较为复杂;而本发明中将上平衡块的结构简化,只包括其中的偏心部,将其中的圆柱凸台取消,与下平衡块的结构相同,实现平衡块结构的标准化,降低生产成本及周期;同时,由于上平衡块的简化,也就不存在圆柱凸台对挡油板的支撑作用,本发明中将铆钉的结构进行改进,将其中一段结构加粗,使加粗部位于转子铁芯和挡油板之间,卡住挡油板起到支撑作用,保证了挡油板安装的独立性,实现平衡块功能的单一性,无需兼顾挡油板的工艺操作,降低平衡块的原料成本和加工成本。
7、以下作为本发明优选的技术方案,但不作为本发明提供的技术方案的限制,通过以下技术方案,可以更好地达到和实现本发明的技术目的和有益效果。
8、作为本发明优选的技术方案,所述转子铁芯中设有插槽和出油孔,所述插槽中设有磁铁。
9、优选地,所述转子铁芯的两端均还设有端板,所述端板分别位于转子铁芯和上、下平衡块之间。
10、由于传统的一体化平衡块中平衡块和端板是一体化的,造成加工困难,本发明将两者分开设置,可以单独采用标准化的端板,减小端板的厚度,减少原材料的使用量。为了便于区分,可以将靠近上平衡块的端板称为第一端板,靠近下平衡块的端板称为第二端板。
11、作为本发明优选的技术方案,所述上平衡块和下平衡块的形状相同,为弧形块状结构。
12、优选地,所述上平衡块和下平衡块贴紧转子铁芯的端面且位于边缘。
13、优选地,所述上平衡块和下平衡块在同一垂直于转子铁芯轴向的平面上的投影上对称设置。
14、本发明中,经过上平衡块结构的调整,上、下平衡块的结构相同,有助于控制在转子组件旋转时的平衡,仅通过调整平衡块的高度即可调整平衡块的重量,进而达到压缩机系统的动静平衡量的需求;
15、对于本发明中标准化平衡块的生产,可采用冲压铆接的叠片生产方式,通过不同叠片的片数来调整平衡块的厚度和重量,这样平衡块的规格和库存得以大幅的降低和减少,同时生产周期也得以明显缩短。
16、优选地,所述上平衡块的第一铆接孔和下平衡块的第二铆接孔的数量均至少为2个,例如2个、3个或4个等,其数量与平衡块的大小及形状有关,其位置均匀设置,保证采用铆钉铆接时结构的稳定性。
17、所述上平衡块通过所述单头铆钉分别与所述挡油板和转子铁芯固定,所述下平衡块通过所述双头铆钉与所述挡油板和转子铁芯固定。
18、优选地,所述双头铆钉中的加粗部的直径是其主体部分直径的1.2~2倍,例如1.2倍、1.4倍、1.5倍、1.6倍、1.8倍或2倍等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
19、优选地,所述双头铆钉中的加粗部的长度不大于双头铆钉总长度的1/3,例如1/3、3/10、1/4、1/5、1/6、3/20、1/8或1/10等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
20、优选地,所述双头铆钉中的加粗部的长度与上平衡块的厚度相同。
21、本发明中,所述台阶式双头铆钉易加工,且单体安装灵活,不受平衡块孔距等因素的影响,成本得以大幅度降低。
22、作为本发明优选的技术方案,所述上平衡块和所述下平衡块均采用若干叠片连接而成。
23、作为本发明优选的技术方案,所述单头铆钉的钉帽位于转子铁芯一端,单头铆钉的另一端在挡油板处翻边固定。
24、优选地,所述双头铆钉无钉帽,两端翻边固定。
25、优选地,所述铆钉的材质包括碳素钢、不锈钢、铜、铜合金、铝或铝合金中任意一种或者两种的组合,所述组合典型但非限制性实例有:碳素钢和不锈钢的组合,不锈钢和铜的组合,铜和铝的组合,碳素钢、铜合金和铝合金的组合等。
26、另一方面,本发明提供了一种上述转子组件的组装方法,所述组装方法包括:
27、(1)将转子铁芯中插入磁铁后,在其两端面的位置分别安装上平衡块和下平衡块;
28、(2)将双头铆钉插入下平衡块和转子铁芯的对应的铆接孔位置,将单头铆钉插入上平衡块和转子铁芯的对应的铆接孔位置,然后将挡油板穿过所述单头铆钉和双头铆钉,并使得双头铆钉的加粗部卡在转子铁芯和挡油板之间的空隙;
29、(3)将步骤(2)已插入的铆钉进行铆接固定,完整转子组件的组装。
30、作为本发明优选的技术方案,步骤(1)所述转子铁芯的两端先安装上端板,再分别安装上平衡块和下平衡块。
31、本发明中,所述端板和转子铁芯是两个部件,需要先置于转子铁芯两端的合适位置,最终通过铆钉紧固。
32、优选地,步骤(1)所述上平衡块和下平衡块在转子铁芯的两端偏心设置,且位于对称的两侧。
33、作为本发明优选的技术方案,步骤(2)所述双头铆钉从转子铁芯一端插入,使得双头铆钉的加粗部卡在转子铁芯外侧。
34、优选地,步骤(2)所述双头铆钉的一端依次穿过端板、转子铁芯、端板以及下平衡块对应的铆接孔,另一端安装挡油板,加粗部支撑挡油板和端板之间的空隙。
35、优选地,步骤(2)所述单头铆钉依次穿过端板、转子铁芯、端板、上平衡块和挡油板对应的铆接孔,然后紧固。
36、优选地,步骤(2)所述双头铆钉和单头铆钉独立地包括至少2个,例如2个、3个或4个等,其数量与铆接孔的数量相对应,保证采用铆钉铆接时转子组件结构的稳定性。
37、作为本发明优选的技术方案,步骤(2)所述挡油板上的第三铆接孔与单头铆钉、双头铆钉的位置相对应。
38、优选地,步骤(2)所述挡油板安装时,其固定方式为由铆钉整体固定。
39、作为本发明优选的技术方案,步骤(3)所述铆接固定的步骤包括:采用铆接机压接,使铆钉翻边紧固。
40、与现有技术相比,本发明具有以下有益效果:
41、(1)本发明通过将转子组件中上平衡块的结构简化,将圆柱凸台取消,实现平衡块结构的标准化,有助于降低生产成本及周期;
42、(2)本发明将铆钉的结构进行改进,将其中一段结构加粗,使加粗部卡住挡油板起到支撑作用,保证了挡油板安装的独立性,实现平衡块功能的单一性,无需兼顾挡油板的工艺操作,降低平衡块的原料成本和加工成本;
43、(3)本发明所述转子组件组装方便,生产周期较短,结构组件标准化,生产效率提高。
本文地址:https://www.jishuxx.com/zhuanli/20240729/165699.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表