基于产线工况数据分析的空压机组调度控制方法与流程
- 国知局
- 2024-07-30 14:24:05
【】本发明涉及工业互联网的,特别是一种基于产线工况数据分析的空压机组调度控制方法。
背景技术
0、背景技术:
1、大部分工业企业都会用到空压机作为动力设备,并且对一些稍复杂的工业场景需要多台空压机协同使用才能满足用气需求,而在工况复杂多变的情况下若多台空压机调度不合理,会造成能源浪费或者设备过度磨损。
2、为解决能源浪费等问题,目前已有方案是针对空压机组进行调度,目前控制调度大多基于对管路压力的监测或者对流量需求的预测来进行,根据实时监测数据进行应激式控制,例如,中国专利cn105201805b提出了一种基于用户信息化调配的空压机机组智能控制系统和方法,通过数据采集模块实时采集各个用气设备的实际运行压力;各个用气设备上设有负荷指示机构,对整个系统智能调节,优化压缩机联锁控制以快速响应系统的压力变化,这样的方案虽然一定程度上优化了调度,但是容易造成调节过于频繁增加对设备的损耗,基于时间序列的流量需求预测对于复杂的工业现场很难准确预测较长时间,对空压机的控制也不够精准,容易造成浪费。
技术实现思路
0、技术实现要素:
1、本发明的目的就是解决现有技术中的问题,提供一种基于产线工况数据分析的空压机组调度控制方法,能够对每一类产线工况分析其对应的空压机组运行状态,得到空压机组最优调度方式,并形成知识库,实现对不同工况的空压机组形成最佳调度策略。
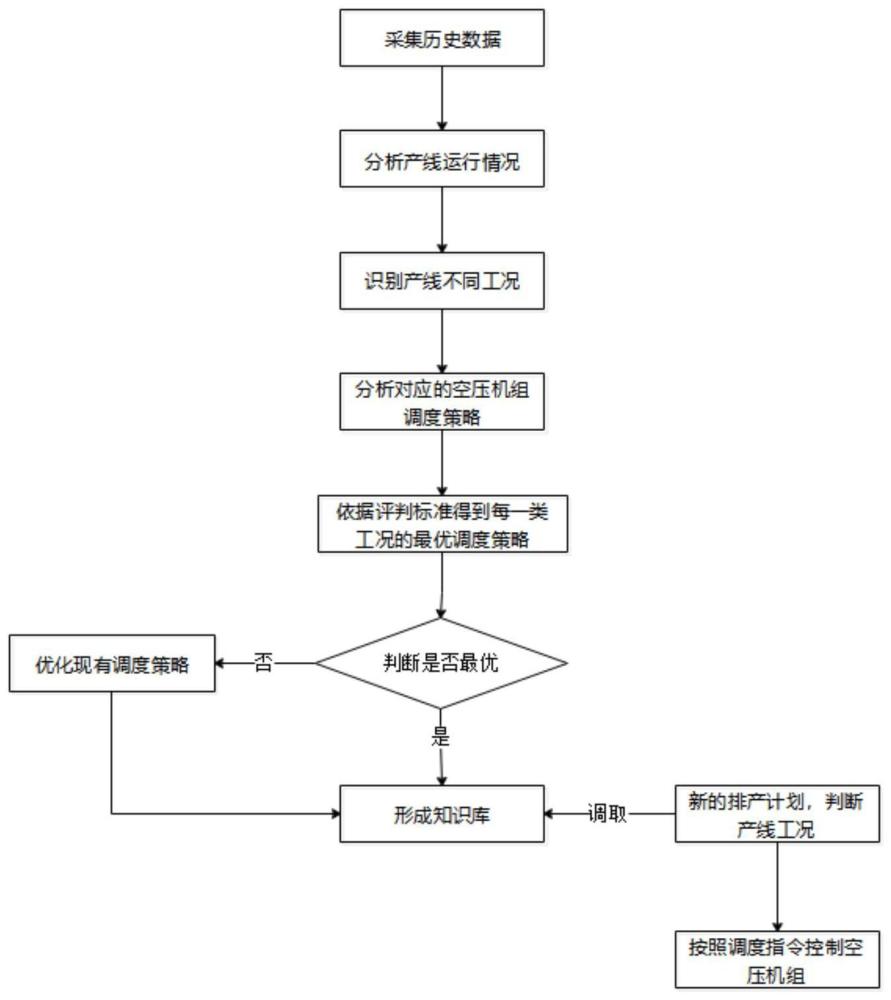
2、为实现上述目的,本发明提出一种基于产线工况数据分析的空压机组调度控制方法,依次包括以下步骤:
3、s1.采集历史数据:采集空压机组历史数据,以及同时间段的产线生产排程数据、空压机组供气的产线上生产设备运行电参数数据;
4、s2.分析产线运行情况:结合产线生产排程数据分析产线运行情况及规律性;
5、s3.识别产线不同工况:通过对产线上各设备的电参数数据利用聚类算法识别出不同的产线工况;
6、s4.分析对应的空压机组调度策略:对每一类产线工况,分析该工况对应时间段内的空压机组不同调度策略时的数据表现,对每一种调度策略根据功率、能耗数据分析每台空压机的启停机,加卸载状态,进而计算出空压机的加载率、平均能耗;
7、s5.依据评判标准得到每一类工况的最优调度策略:制定空压机组调度最优的评判指标及标准,对每一类产线工况,分析对比每一种调度策略对应的指标值,选择指标综合最优的空压机组调度策略;
8、s51.判断是否最优:判断空压机组调度策略是否是最优策略,如果是,则进入s6;如果否,则进入s52;
9、s52.优化现有调度策略:分析每一类产线工况的空压机组最优调度策略,若还有优化空间,则调整现有最优调度策略,将调整后的调度策略作为该类工况的最优策略,
10、s6.形成知识库:将所有工况及对应的最优空压机组调度策略进行存储,形成空压机组调度知识库;
11、s7.识别工况调取最优调度策略:对于新的排产计划,识别其产线工况,根据产线工况调取知识库,获取该工况的最优调度策略;
12、s8.控制空压机组工作:根据s7中所获取的该工况的最优调度策略的控制指令控制空压机组工作。
13、作为优选,步骤s1中,空压机组历史数据包括时间序列的功率、能耗数据,产线上生产设备运行电参数数据包括时间序列的电流数据。
14、作为优选,步骤s3中,产线工况包括不同产品、不同加工工艺、不同加工环节。
15、作为优选,步骤s3中,识别工况的方法是根据业务、数据情况通过制定规则进行判断。
16、作为优选,步骤s3中,识别工况的方法是,通过分析设备运行的电参数数据利用kmeans和hmm聚类算法进行工况识别,将数据表现相似的工况识别为同一类。
17、作为优选,步骤s4中,对每一种调度策略计算一定时间段内的平均能耗,并通过绘制每台空压机的功率数据点线图,分析空压机的启、停机,加、卸载状态时的数据表现,提取出加载状态的时间段,计算加载状态的总时长与空压机开机总时长的比例得到加载率。
18、作为优选,步骤s5中,最优的评判指标及标准包括平均能耗、加载率、空压机开启数量;选择标准为每台空压机的加载率大于75%、小于90%;平均能耗越低越优。
19、作为优选,步骤s5中,对每一类产线工况的空压机组最优调度策略是根据每台空压机的加载率并结合功率趋势图分析空压机加卸载状态,若存在两台以上空压机的加载率低于50%,且其他空压机加载率没有太高,则可以停掉一台空压机,若同时其他空压机加载率过高,则可以选择将加载率低的空压机设定压力调低。
20、本发明的有益效果:本发明通过产线历史数据分析空压机组的状态表现,得到不同工况下的最优调度策略,再根据新的排产计划进行空压机组调度,相比较于其他文献中提到的通过预测管路中流量、压力来进行空压机控制的方法,本发明的调度方法稳定性更好,对空压机的控制更准确,通过预测实时流量进行调节控制空压机容易造成调节过于频繁且该方法很难准确预测较长时间的流量需求。本发明通过分析空压机加载率及能耗情况给出能耗成本低、设备利用率合理的调度策略。
21、本发明的特征及优点将通过实施例结合附图进行详细说明。
技术特征:1.基于产线工况数据分析的空压机组调度控制方法,其特征在于:依次包括以下步骤:
2.如权利要求1所述的基于产线工况数据分析的空压机组调度控制方法,其特征在于:步骤s1中,空压机组历史数据包括时间序列的功率、能耗数据,产线上生产设备运行电参数数据包括时间序列的电流数据。
3.如权利要求1所述的基于产线工况数据分析的空压机组调度控制方法,其特征在于:步骤s3中,产线工况包括不同产品、不同加工工艺、不同加工环节。
4.如权利要求3所述的基于产线工况数据分析的空压机组调度控制方法,其特征在于:步骤s3中,识别工况的方法是根据业务、数据情况通过制定规则进行判断。
5.如权利要求3所述的基于产线工况数据分析的空压机组调度控制方法,其特征在于:步骤s3中,识别工况的方法是,通过分析设备运行的电参数数据利用kmeans和hmm聚类算法进行工况识别,将数据表现相似的工况识别为同一类。
6.如权利要求1所述的基于产线工况数据分析的空压机组调度控制方法,其特征在于:步骤s4中,对每一种调度策略计算一定时间段内的平均能耗,并通过绘制每台空压机的功率数据点线图,分析空压机的启、停机,加、卸载状态时的数据表现,提取出加载状态的时间段,计算加载状态的总时长与空压机开机总时长的比例得到加载率。
7.如权利要求6所述的基于产线工况数据分析的空压机组调度控制方法,其特征在于:步骤s5中,最优的评判指标及标准包括平均能耗、加载率、空压机开启数量;选择标准为每台空压机的加载率大于75%、小于90%;平均能耗越低越优。
8.如权利要求7所述的基于产线工况数据分析的空压机组调度控制方法,其特征在于:步骤s5中,对每一类产线工况的空压机组最优调度策略是根据每台空压机的加载率并结合功率趋势图分析空压机加卸载状态,若存在两台以上空压机的加载率低于50%,且其他空压机加载率没有太高,则可以停掉一台空压机,若同时其他空压机加载率过高,则可以选择将加载率低的空压机设定压力调低。
技术总结本发明提出了一种基于产线工况数据分析的空压机组调度控制方法,依次包括以下步骤:S1.采集历史数据、S2.分析产线运行情况、S3.识别产线不同工况、S4.分析对应的空压机组调度策略、S5.依据评判标准得到每一类工况的最优调度策略、S6.形成知识库、S7.识别工况调取最优调度策略、S8.控制空压机组工作。本发明通过产线历史数据分析空压机组的状态表现,得到不同工况下的最优调度策略,再根据新的排产计划进行空压机组调度,相比较于其他文献中提到的通过预测管路中流量、压力来进行空压机控制的方法,本发明的调度方法稳定性更好,对空压机的控制更准确,通过预测实时流量进行调节控制空压机容易造成调节过于频繁且该方法很难准确预测较长时间的流量需求。技术研发人员:韩倩倩,刘兆娜,杨梦月受保护的技术使用者:杭州玖欣物联科技有限公司技术研发日:技术公布日:2024/7/4本文地址:https://www.jishuxx.com/zhuanli/20240729/166819.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表