基于实时反馈的薄膜生产智能化管控系统
- 国知局
- 2024-07-31 23:49:34
本发明涉及薄膜生产智能化管控,具体为基于实时反馈的薄膜生产智能化管控系统。
背景技术:
1、随着科技的不断发展,薄膜生产技术已经成为众多行业中重要的一环。薄膜生产智能化管控系统是一种新型的技术,它能够实现对薄膜生产全流程的在线实时监测和控制,降低生产成本、提高产品质量和生产效率。
2、目前,传统的薄膜生产过程中,对原材料筛选、生产环境控制、操作工艺调节和出厂品质监管通常依赖于人工经验和定期的抽检,这种方式存在着很多弊端。首先,人工操作容易出错,误差较大;其次,人工操作需要消耗大量的时间和人力成本,使得生产效率不高;再者,人工操作无法实现对整个生产过程的在线实时监测和控制,无法及时发现和处理潜在问题,难以保证生产的稳定性和产品的质量;最后,传统的方式对异常情况的预警和快速响应能力有限,难以保证生产的稳定性和安全性,从而影响产品质量。
技术实现思路
1、本发明的目的在于提供基于实时反馈的薄膜生产智能化管控系统,为了解决当前技术中由人工进行设定周期的检测和维护的不足,能够实时地了解水力泵站中各泵机的运行质量。
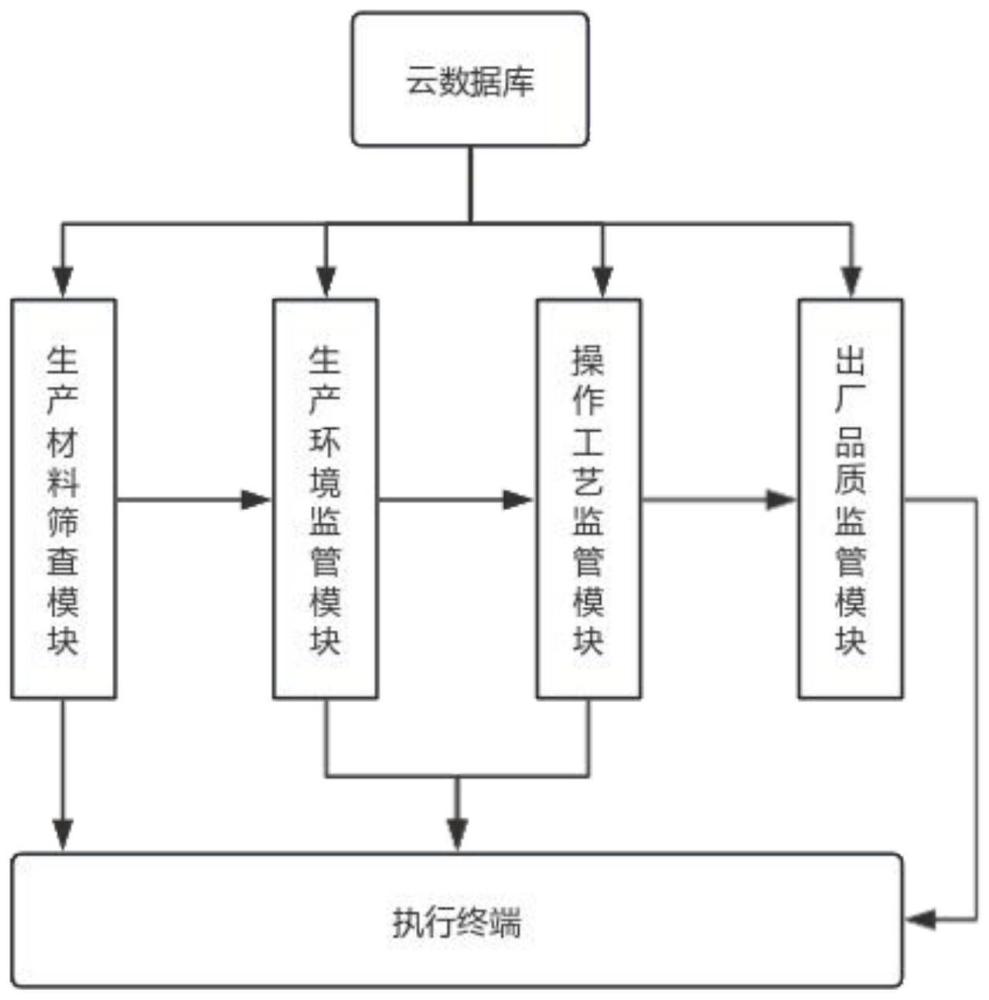
2、本发明的目的可以通过以下技术方案实现:基于实时反馈的薄膜生产智能化管控系统,包括:
3、生产材料筛查模块,用于对薄膜生产所对应的生产原材料的质量数据进行监测,得到薄膜生产所对应的生产原材料在当前监测时段的质量数据,并由此对薄膜生产所对应的生产原材料的质量状态进行筛查分析,将标记为不合格状态的薄膜生产所对应的生产原材料进行剔除,将标记为合格状态的薄膜生产所对应的生产原材料进行保留,并执行生产环境监管模块;
4、生产环境监管模块,用于对当前监测时段中薄膜生产所对应的生产环境数据进行监测,得到薄膜生产在当前监测时段所对应的生产环境数据,并由此对当前监测时段中薄膜生产所对应的生产环境状态进行分析控制,得到对应当前监测时段中薄膜生产所对应的各项生产环境数据的控制参数,并通过执行终端完成生产环境相应的调控;
5、操作工艺监管模块,用于对当前监测时段中薄膜生产所对应的操作工艺状态进行监测及分析,由此得到薄膜生产所对应的各工艺环节的温度调节参数、压力调节参数、速度调节参数,执行终端依据温度调节参数、压力调节参数、速度调节参数由此完成薄膜生产对应工艺环节的温度调控、压力调控、速度调控;
6、出厂品质监管模块,用于对薄膜生产最后阶段薄膜的出厂品质进行监管筛查,得到对应生产批次的薄膜样品的出厂品质状态,并将出厂品质状态被标记为不符合出厂状态所对应的生产批次薄膜,通过执行终端膜进行销毁;
7、执行终端,用于基于薄膜生产过程中对应当前监测时段的控制参数执行相应的操作。
8、优选地,所述对薄膜生产所对应的生产原材料的质量数据进行监测,其具体监测过程如下:
9、通过光谱仪实时测试薄膜生产所对应的生产原材料的透光率和透射比,并将其分别标定为l t、ts,并提取两项数据的数值并进行归一化分析,依据公式γ=ea1×lt+a2×ts,由此得到薄膜生产所对应的生产原材料在当前监测时段的透光反馈指数γ,其中,a1、a2分别表示为透光率和透射比的权重因子;
10、设置若干个气候条件,并实时获取在设置的各气候条件下薄膜生产所对应的生产原材料的物理性能参数,且物理性能参数包括强度、延展度、颜色稳定度,并将其依次标记为sdi、edi、cdi,并将若干个气候条件下薄膜生产所对应的生产原材料的各项物理性能参数进行计算分析,依据公式由此得到薄膜生产所对应的生产原材料在当前监测时段的耐候反馈指数λ,其中,i表示为设置的各气候条件的编号,i=1,2,3...n,n表示为设置的各气候条件的编号的最大值,a3、a4、a5分别表示为强度、延展度、颜色稳定度的权重因子;
11、设置若干组防渗透测试条件,且防渗透测试条件以湿度和压力共同构成一组防渗透测试条件,并通过渗透试验仪实时获取在设置的若干组防渗透测试条件下薄膜生产所对应的生产原材料在当前监测时段的渗透值,并将其记作st l j,其中,j表示为若干组防渗透测试条件的编号,j=1,2,3...m,m表示为若干组防渗透测试条件的编号的最大值,依据公式计算出由此得到薄膜生产所对应的生产原材料在当前监测时段的防渗透反馈指数δ,其中,a6表示为权重因子;
12、通过撕裂试验机实时测试薄膜生产所对应的生产原材料在垂直及水平方向上的撕裂时产生的抵抗力,并将其分别记作cf、sf,并提取两项数据的数值并进行归一化分析,依据公式σ=ea7×cf+a8×sf,由此得到薄膜生产所对应的生产原材料在当前监测时段的抗撕裂反馈指数σ,其中,a7、a8表示为权重因子;
13、由透光反馈指数γ、耐候反馈指数λ、防渗透反馈指数δ和抗撕裂反馈指数σ共同构成薄膜生产所对应的生产原材料在当前监测时段的质量数据。
14、优选地,所述对薄膜生产所对应的生产原材料的质量状态进行筛查分析,其具体筛查分析方式为:
15、从薄膜生产所对应的生产原材料在当前监测时段的质量数据中提取透光反馈指数、耐候反馈指数、防渗透反馈指数和抗撕裂反馈指数的数值,依据公式计算出薄膜生产所对应的生产原材料在当前监测时段的质量评估系数zk,b1、b2、b3、b4分别表示为设定的归一因子,γ′表示为参考透光反馈指数、λ′表示为参考耐候反馈指数、δ′表示为参考防渗透反馈指数、σ′表示为参考抗撕裂反馈指数,δγ表示为允许透光反馈差,δλ表示为允许耐候反馈差,δδ表示为允许防渗透反馈差,δσ表示为允许抗撕裂反馈差;
16、将薄膜生产所对应的生产原材料在当前监测时段的质量评估系数与预设的质量评估阈值进行比较分析,若薄膜生产所对应的生产原材料的质量评估系数小于预设的质量评估阈值时,则将膜生产所对应的生产原材料的质量状态标记为不合格状态,并将进行实时反馈显示,并通过执行终端将标记为不合格状态的薄膜生产所对应的生产原材料进行剔除,若薄膜生产所对应的生产原材料的质量评估系数大于等于预设的质量评估阈值时,则将膜生产所对应的生产原材料的质量状态标记为合格状态,并将标记为合格状态的薄膜生产所对应的生产原材料进行保留,并执行生产环境监管模块。
17、优选地,所述对当前监测时段中薄膜生产所对应的生产环境数据进行监测,其具体监测方式为:
18、通过温度传感器实时监测对当前监测时段中各监测时间点的薄膜生产所处的环境温度进行监测,再将监测到的薄膜生产在当前监测时段中所有监测时间点的环境温度进行均值计算,得到对应当前监测时段薄膜生产的环境反馈温度;
19、通过湿度传感器实时监测对当前监测时段中各监测时间点的薄膜生产所处的环境湿度进行监测,同理计算出对应当前监测时段薄膜生产的环境反馈湿度;
20、通过风速传感器实时监测对当前监测时段中各监测时间点的薄膜生产所处的环境气流进行监测,同理计算出对应当前监测时段薄膜生产的环境反馈气流;
21、由环境反馈温度、环境反馈湿度、环境反馈气流共同构成当前监测时段中薄膜生产所对应的生产环境数据。
22、优选地,所述对当前监测时段中薄膜生产所对应的生产环境状态进行分析控制,其具体分析步骤如下:
23、提取当前监测时段中薄膜生产所对应的生产环境数据中环境反馈温度、环境反馈湿度、环境反馈气流的数值,并将其依次标记为wdk、efk、q l k,并将三项数据分别进行均值计算,依据公式由此计算出对应当前监测时段中薄膜生产所处环境对应的特征温度ct、特征湿度cs、特征气流cq,其中,k表示为对当前监测时段中各监测时间点的编号,且k=1,2,3...k,k表示为对当前监测时段中各监测时间点的编号的最大值;
24、从云数据库中提取对应当前监测时段中薄膜生产所处环境对应的特征温度、特征湿度、特征气流所对应的参照值,依次为参照特征温度、参照特征湿度、参照特征气流;
25、将对应当前监测时段中薄膜生产所处环境对应的特征温度、特征湿度、特征气流与对应的参照值进行作差,得到对应当前监测时段中薄膜生产所对应的环境温度差、环境湿度差、环境气流差;
26、将对应当前监测时段中薄膜生产所对应的环境温度差、环境湿度差、环境气流差分别与设定的环境温度差、环境湿度差、环境气流差对应的温度控制参数、湿度控制参数、气流控制参数进行匹配,得到对应当前监测时段中薄膜生产所对应的各项生产环境数据的控制参数。
27、优选地,所述对当前监测时段中薄膜生产所对应的操作工艺状态进行监测及分析,其具体分析过程为:
28、通过温度传感器实时监测薄膜生产所对应的各工艺环节的温度变化,由此得到薄膜生产所对应的各工艺环节的温度变化值,并将其与预设的温度范围进行比较,若薄膜生产所对应的各工艺环节的温度变化值处于预设的温度范围之内时,则将对应工艺环节的温度状态标记为稳定状态,若膜生产所对应的各工艺环节的温度变化值处于预设的温度范围之外时,则将对应工艺环节的温度状态标记为异常状态,并将薄膜生产所对应的各工艺环节的温度变化值与预设的温度范围进行作差,得到薄膜生产所对应的各工艺环节的温度调节参数,执行终端依据温度调节参数由此完成薄膜生产对应工艺环节的温度调控,以保持工艺环节中的温度稳定;
29、通过压力传感器实时监测薄膜生产所对应的各工艺环节的压力变化,由此得到薄膜生产所对应的各工艺环节的压力变化参数,同理可得薄膜生产所对应的各工艺环节的压力调节参数,执行终端依据压力调节参数由此完成薄膜生产对应工艺环节的压力调控,以维持恰当的压力水平;
30、通过速度传感器实时监测薄膜生产所对应的各工艺环节的速度变化,由此得到薄膜生产所对应的各工艺环节的速度变化参数,同理可得薄膜生产所对应的各工艺环节的速度调节参数,执行终端依据速度调节参数由此完成薄膜生产对应工艺环节的速度调控,以保持稳定的速度控制。
31、优选地,所述对薄膜生产最后阶段薄膜的出厂品质进行监管筛查,其具体筛查方式为:
32、从当前生产批次中随机采集一定数量的薄膜样品,并获取对应生产批次中各薄膜样品的物理性能参数,且物理性能参数包括厚度、强度、耐穿刺值、透光值,并将其分别标记为hdr、qdr、ndr、tgr,并提取对应生产批次中各薄膜样品的物理性能参数中厚度、强度、耐穿刺值、透光值的数值并进行计算分析,依据公式计算出对应生产批次该薄膜样品的物理性能指数ppx,其中,r表示为采集一定数量的薄膜样品的编号,且r=1,2,3...r,r表示为采集一定数量的薄膜样品的编号的最大值,hd′表示为参照厚度,qd′表示为参照强度,nd′表示为参照耐穿刺值,tg′表示为参照透光值;
33、获取对应生产批次中各薄膜样品的化学性能参数,且化学性能参数包括抗老化值、有害物质含量,并将其分别标记为khr、yhr,并提取对应生产批次中各薄膜样品的化学性能参数中抗老化值、有害物质含量的数值并进行计算分析,依据公式计算出对应生产批次该薄膜样品的化学性能指数cpx;
34、将对应生产批次该薄膜样品的物理性能指数和化学性能指数进行综合分析,依据公式由此计算出对应生产批次该薄膜样品的出厂品质评估系数fqc,其中c1、c2分别表示为权重因子,e为常数;
35、将对应生产批次的薄膜样品的出厂品质评估系数与预设的出厂品质评估阈值进行比较分析,若对应生产批次的薄膜样品的出厂品质评估系数大于等于预设的出厂品质评估阈值时,则将对应生产批次的薄膜样品的出厂品质状态标记为符合出厂状态,若对应生产批次的薄膜样品的出厂品质评估系数小于预设的出厂品质评估阈值时,则将对应生产批次的薄膜样品的出厂品质状态标记为不符合出厂状态,并将其进行实时反馈显示,并通过执行终端将标记为不符合出厂状态的该生产批次薄膜进行销毁。
36、本发明的有益效果:
37、本发明通过实时监测生产原材料的质量数据,可以快速得到当前监测时段的质量状态,并对不合格的原材料进行剔除,从而提高了生产材料筛查的效率。
38、本发明通过监测和分析薄膜生产所对应的生产环境数据,可以得到对应的控制参数,进而实现对生产环境的智能化调控,提高了生产环境的稳定性和一致性。
39、本发明通过监测和分析薄膜生产所对应的操作工艺状态,得到各工艺环节的调节参数,从而实现对温度、压力、速度等工艺环节的精确调控,提高了操作工艺的精确度和稳定性。
40、本发明通过对薄膜的出厂品质进行监管筛查,及时发现不符合出厂标准的薄膜样品,并进行销毁处理,确保出厂品质的符合性和一致性。
41、本发明通过执行终端,将对应的控制参数应用于薄膜生产过程中,实现自动化的操作和调控,提高了生产的效率和准确性。
42、综上所述,本发明实现了生产材料筛查、生产环境监管、操作工艺监管和出厂品质监管等方面的优化和改进,提高了薄膜生产的质量管理和生产效率。
本文地址:https://www.jishuxx.com/zhuanli/20240730/198699.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表