一种两阶段混合流水车间的生产调度方法及系统
- 国知局
- 2024-07-31 23:52:42
本发明涉及车间调度领域,特别涉及一种两阶段混合流水车间的生产调度方法及系统。
背景技术:
1、在电子信息行业迅速扩张的背景下,芯片制造已经成为具有重大国家战略意义的关键领域。芯片应用广泛,包括数据中心、高性能计算和工业机器人等,在芯片组装过程中,每个芯片都需要经历一系列加工步骤,包括水清洗、预烘烤、底漆蒸发、光刻胶涂覆、软烘烤、对准和曝光、显影和硬烘烤等,例如,在涂覆阶段,将一层薄薄的光刻胶材料涂在芯片上,为随后的光刻工艺做准备,随后,烘烤阶段涉及多个烘烤机,每个芯片都要通过其中一个烘烤机,这些机器排列就形成了混合流水车间环境。
2、在传统混合流水车间调度模型中,一般假设工件加工次数是相同的,但是在复杂的生产环境中,由于工件种类的不同,需要循环加工的次数也不同,虽然近年来也有很多文献开始研究可重入混合流水车间调度问题,但是同时考虑基于位置设置时间和不同工件循环加工次数的研究较少,而且通过文献检查,没有发现研究者将基于位置的设置时间,不同工件循环加工次数和相同的平行机同时考虑而构建复杂的调度模型,而实际生产环境中,这些因素可能会同时存在,这一复杂问题的解决是破解企业生产难题的关键,而传统的调度模型并不能解决这一问题。除此之外,传统的变邻域搜索算法很难适用于解决当前复杂生产问题,因此,我们在充分认识问题的基础上需要改进变邻域搜索算法,最后完成对问题的求解。
技术实现思路
1、本发明的目的在于提供一种两阶段混合流水车间的生产调度方法及系统,克服了现有技术的不足,解决了现有技术所存在的问题。
2、为解决上述问题,本发明所采取的技术方案如下:
3、一种两阶段混合流水车间的生产调度方法,所述生产调度方法包括:
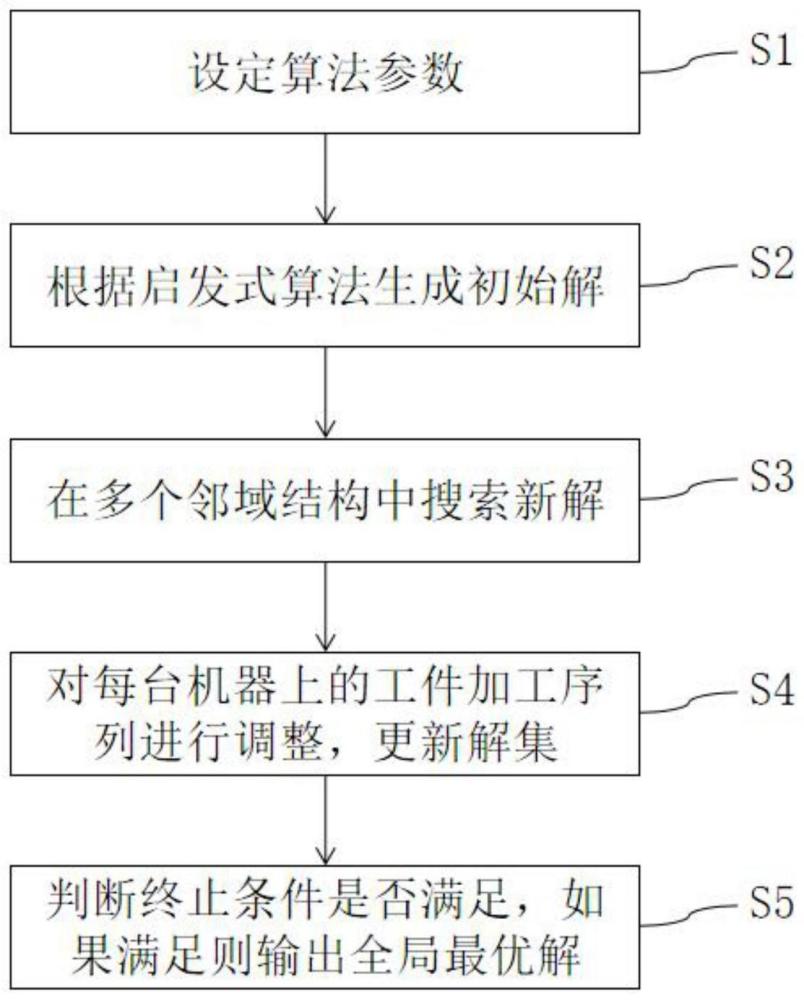
4、s1:设定算法参数;
5、设定包含n个工件的集合j={j1,…,jn},每个工件有不同的循环加工次数qi,可视为共有个工件,阶段一有m1台平行机,阶段二有m2台平行机,并为两个阶段设置时间矩阵,其中,第一阶段设置时间矩阵为第二阶段设置时间矩阵为迭代次数t,算法最大迭代次数tmax;
6、s2:根据启发式算法生成初始解;
7、根据提出的启发式算法确定第一阶段个工件的机器分配和工件排序,在第二阶段,将每个工件分配给最早可用的机器,完成时间最短的机器被认为是最早的可用机器,确定第二阶段工件的加工顺序,生成初始解;
8、所述启发式算法的具体步骤为:
9、s21:在阶段一,利用最小设置时间规则将个工件排好序,计算该序列s的制造跨度cmax(s),第一阶段的平行机集合为计算d*=cmax(s)/m1;
10、s22:给序列s中的工件赋予索引k,表示第一阶段工件j的基本处理时间,如果将k*赋予k并把前k*个工件分配到m中的任意一台机器上,然后将前k*个工件从序列s中移除并重复上述分配步骤;
11、s23:如果将k*赋予k,计算如果d*<e*,将前k*-1个工件分配到m中的任意一台机器上然后将前k*-1个工件从序列s中移除并重复上述分配步骤,否则将前k*个工件分配到任意一台机器上并将工件从序列中移除,然后重复分配操作;
12、s24:完成上述分配步骤后,将错位的循环工件进行调整,遍历每台机器上的工件,如果需要循环加工的工件没有分配在第一次加工的机器上,则将该循环工件移到第一次加工机器的末尾,调整结束后获得第一阶段所有机器分配和工件排序;
13、s25:第二阶段,将每个工件分配给最早可用的机器,此时完成时间最短的机器被认为是最早的可用机器;
14、s3:在多个邻域结构中搜索新解;
15、设定α个邻域结构,并在邻域结构中搜索新解;
16、所述邻域结构共有六个,分别为:
17、(1)在阶段一具有最长完成时间的机器上随机选择一个只需要加工一次的工件,然后在其他机器上随机选择一个只需要加工一次的工件,将两个工件交换位置;
18、(2)在阶段二具有最长完成时间的机器上随机选择一个只需要加工一次的工件,然后在其他机器上随机选择一个只需要加工一次的工件,将两个工件交换位置;
19、(3)在阶段一拥有最长完成时间的机器上随机选择一个只需要加工一次的工件,把这个工件分配到任意一台机器上;
20、(4)在阶段二拥有最长完成时间的机器上随机选择一个只需要加工一次的工件,把这个工件分配到任意一台机器上;
21、(5)在阶段一拥有最长完成时间的机器上选择所有需要循环加工的工件,把这些工件转移到相邻的机器上加工处理;
22、(6)在阶段二拥有最长完成时间的机器上选择所有需要循环加工的工件,把这些工件转移到相邻的机器上加工处理;
23、s4:对每台机器上的工件加工序列进行调整,更新解集
24、利用调度规则一和调度规则二对每台机器上的工件加工序列进行调整,并更新解集,输出两阶段每个工件的机器分配和加工排序;
25、s5:判断终止条件是否满足,如果满足则输出全局最优解;
26、判断t≤tmax是否成立,若成立,返回s3,否则,结束算法并输出全局最优解,输出两阶段每个工件的机器分配和加工排序。
27、优选的,所述s21中最小设置时间规则为:在阶段一,设置集合在阶段一设置的时间矩阵中找到最小值,确定该最小值的所在行a和列b,把工件a放在σ的第一个位置,工件b放在σ的第二个位置,此时σ={a,b},在行b继续寻找最小的值,确定该值所在列r,如果索引k=r的工件jk已经被确定,则寻找第二最小值并确定其所在列r,把r放入σ,此时σ={a,b,r},重复上述步骤直到所有工件都排好序。
28、优选的,所述s4中调度规则一为:在两阶段,对于只处理不需要循环加工的工件机器,对该机器上所有工件进行重新排序,比较两个相邻工件的设置时间并保留更小值,对这些值进行排列组合并计算制造跨度,选择最小制造跨度的序列。
29、优选的,所述s4中调度规则二为:在两阶段,对于处理需要循环加工的工件机器,在该机器上所有不需要循环加工的工件加工完成后,确定所有循环工件的位置,比较前一个工件的设置时间加基本处理时间和这个循环加工工件的设置时间加基本处理时间,如果此时循环工件已经到达并且设置时间加基本处理时间小于前一个工件,则交换两个工件的位置。
30、一种两阶段混合流水车间的生产调度系统,其特征在于,所述生产调度系统包括以下模块:
31、参数设定模块,用于设定算法参数;
32、设定包含n个工件的集合j={j1,…,jn},每个工件有不同的循环加工次数qi,可视为共有个工件,阶段一有m1台平行机,阶段二有m2台平行机,并为两个阶段设置时间矩阵,其中,第一阶段设置时间矩阵为第二阶段设置时间矩阵为迭代次数t,算法最大迭代次数tmax;
33、初始解生成模块,用于根据启发式算法生成初始解;
34、根据提出的启发式算法确定第一阶段个工件的机器分配和工件排序,在第二阶段,将每个工件分配给最早可用的机器,完成时间最短的机器被认为是最早的可用机器,确定第二阶段工件的加工顺序,生成初始解;
35、所述启发式算法的具体步骤为:
36、s21:在阶段一,利用最小设置时间规则将个工件排好序,计算该序列s的制造跨度cmax(s),第一阶段的平行机集合为计算d*=cmax(s)/m1;
37、s22:给序列s中的工件赋予索引k,表示第一阶段工件j的基本处理时间,如果将k*赋予k并把前k*个工件分配到m中的任意一台机器上,然后将前k*个工件从序列s中移除并重复上述分配步骤;
38、s23:如果将k*赋予k,计算如果d*<e*,将前k*-1个工件分配到m中的任意一台机器上然后将前k*-1个工件从序列s中移除并重复上述分配步骤,否则将前k*个工件分配到任意一台机器上并将工件从序列中移除,然后重复分配操作;
39、s24:完成上述分配步骤后,将错位的循环工件进行调整,遍历每台机器上的工件,如果需要循环加工的工件没有分配在第一次加工的机器上,则将该循环工件移到第一次加工机器的末尾,调整结束后获得第一阶段所有机器分配和工件排序;
40、s25:第二阶段,将每个工件分配给最早可用的机器,此时完成时间最短的机器被认为是最早的可用机器;
41、新解搜索模块,用于在多个邻域结构中搜索新解;
42、设定α个邻域结构,并在邻域结构中搜索新解;
43、所述邻域结构共有六个,分别为:
44、(1)在阶段一具有最长完成时间的机器上随机选择一个只需要加工一次的工件,然后在其他机器上随机选择一个只需要加工一次的工件,将两个工件交换位置;
45、(2)在阶段二具有最长完成时间的机器上随机选择一个只需要加工一次的工件,然后在其他机器上随机选择一个只需要加工一次的工件,将两个工件交换位置;
46、(3)在阶段一拥有最长完成时间的机器上随机选择一个只需要加工一次的工件,把这个工件分配到任意一台机器上;
47、(4)在阶段二拥有最长完成时间的机器上随机选择一个只需要加工一次的工件,把这个工件分配到任意一台机器上;
48、(5)在阶段一拥有最长完成时间的机器上选择所有需要循环加工的工件,把这些工件转移到相邻的机器上加工处理;
49、(6)在阶段二拥有最长完成时间的机器上选择所有需要循环加工的工件,把这些工件转移到相邻的机器上加工处理;
50、解集更新模块,用于对每台机器上的工件加工序列进行调整,更新解集;
51、利用调度规则一和调度规则二对每台机器上的工件加工序列进行调整,并更新解集,输出两阶段每个工件的机器分配和加工排序;
52、最优解输出模块,用于判断终止条件是否满足,如果满足则输出全局最优解;
53、判断t≤tmax是否成立,若成立,返回s3,否则,结束算法并输出全局最优解,输出两阶段每个工件的机器分配和加工排序。
54、优选的,所述初始解生成模块中最小设置时间规则为:在阶段一,设置集合在阶段一设置的时间矩阵中找到最小值,确定该最小值的所在行a和列b,把工件a放在σ的第一个位置,工件b放在σ的第二个位置,此时σ={a,b},在行b继续寻找最小的值,确定该值所在列r,如果索引k=r的工件jk已经被确定,则寻找第二最小值并确定其所在列r,把r放入σ,此时σ={a,b,r},重复上述步骤直到所有工件都排好序。
55、优选的,所述解集更新模块中调度规则一为:在两阶段,对于只处理不需要循环加工的工件机器,对该机器上所有工件进行重新排序,比较两个相邻工件的设置时间并保留更小值,对这些值进行排列组合并计算制造跨度,选择最小制造跨度的序列。
56、优选的,所述解集更新模块中调度规则二为:在两阶段,对于处理需要循环加工的工件机器,在该机器上所有不需要循环加工的工件加工完成后,确定所有循环工件的位置,比较前一个工件的设置时间加基本处理时间和这个循环加工工件的设置时间加基本处理时间,如果此时循环工件已经到达并且设置时间加基本处理时间小于前一个工件,则交换两个工件的位置。
57、本发明与现有技术相比较,具有以下有益效果:
58、本发明针对考虑基于位置设置时间的两阶段可重入混合流水车间调度问题,通过改进的变邻域搜索算法,首先将工件以编码的方式,根据提出的启发式排序并分配到各个机器上,然后依据问题的特点提出调度规则进行排序优化,通过邻域搜索和迭代更新解求得最终最优解。
59、本发明所改进的变邻域搜索算法在收敛速度和收敛结果上是一种效率很高的算法,解决了考虑基于位置设置时间的两阶段可重入混合流水车间调度问题,提高了实际复杂环境中芯片企业的生产效率,为芯片企业提供了有效的决策支持,有利于加速芯片企业的智能化进程。
60、本发明在提出了考虑基于位置的设置时间的两阶段可重入混合流水车间情形下的每个工件的机器分配和排序,确保了每台机器的生产能力能够得到充分的发挥,即在每台机器上实现加工进度的最优化。
本文地址:https://www.jishuxx.com/zhuanli/20240730/198948.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表