用于监控机床的状态的方法与流程
- 国知局
- 2024-08-01 00:11:47
本发明涉及一种用于监控具有多个机器轴线的机床的状态的方法。机床能够是用于切削加工带齿工件的切齿机、尤其磨齿机。
背景技术:
1、在机床中加工工件时,自然地出现制造偏差,所述制造偏差表现为工件的实际制造的实际几何结构与预设的期望几何结构的偏差。制造偏差尤其可能因机床的不同部件的故障或磨损或者因部件的不恰当的安装引起。例如,制造偏差可能通过如下方式引起:驱动器将机床的滑块移动至与通过机器控制装置预设的期望位置不同的位置、主轴的轴承磨损或机器部件以不合适的方式彼此连接,使得振动未得到充分衰减。
2、因此期望的是,尽可能提早地识别到机器部件的故障和磨损、安装错误和机床的可能引起制造偏差的其他错误,以便能够及时采取维护措施。为此熟知的是,机床在加工工件之前或在加工停顿中进行测试循环,其中系统地移动一些或全部机器轴线,并且执行相关联的测量。在此,例如能够检测相应机器轴线与预设的期望方位的方位偏差或振动数据。随后根据测量结果对机器或各个机器轴线的状态进行评估。为此,例如能够将测量结果与预设的公差极限进行比较。如果脱离通过公差极限所限界的公差范围,则这表明对应的机器轴线的失效,并且能够采取维护措施。
3、规定公差极限是一项需要大量专业知识的非常有挑战性的任务。规定公差极限是容易出错的迭代过程。此外,因为通常检测几十个传感器直至多于一百个传感器的信号,所以所述任务会是非常耗时的。
4、ep3229088a1公开一种用于监控齿部加工的机器的机器几何结构的方法,其中在测量装置中测量工件,以便求取实际数据。使实际数据与预设数据相关,以便因此求取机器的轴线的几何设定值的偏差。对于大量工件而言,存储几何设定值的偏差,并且对所存储的偏差执行统计学评估,以便求取机器的轴线的几何改变。统计学评估包括短期评估和长期评估。所述评估彼此关联,以便自动地识别过程偏差。所述方法基于在借助所监控的机器加工的工件处获得的测量值。
5、wo2021048027a1公开一种用于监控精细加工过程的方法,其中在加工工具期间检测测量值。测量值被归一化,并且从归一化值中计算加工过程的特征变量,所述特征变量以已知的方式与工件的加工错误相关联。以所述方式能够识别过程偏差。本文件未得出关于机器部件的状态的监控的结论。
技术实现思路
1、在第一方面中,本发明的目的是给出一种用于监控机床的状态的方法,其中机床状态的评估以客观的方式进行,所述评估不需要特殊的专业知识。
2、所述目的通过根据权利要求1所述的方法来实现。其他实施方式在从属权利要求中给出。
3、因此,给出一种用于监控机床的状态的方法,所述机床具有多个机器轴线,所述方法具有以下步骤:
4、执行测试循环,其中系统性地操纵机器轴线的至少一部分,并且通过测量求取相关联的状态数据;以及
5、执行状态诊断,其中将状态数据与至少一个参考变量进行比较。
6、所述方法的特征在于,从参考状态数据中求取至少一个参考变量,其中在多个参考机器处通过多个参考测试循环获得参考状态数据。
7、因此,在所提出的方法中,状态数据以测量数据或从所述测量数据中导出的变量的形式存在,所述测量数据或所述变量描绘多个机器的大量状态。所述机器在此称为“参考机器”,并且对应的状态数据称为“参考状态数据”。参考状态数据能够保存在数据库中。参考状态数据在参考机器处通过多个测试循环获得,尤其在参考机器的加工停顿中获得。所述测试循环称为“参考测试循环”。术语“参考机器”、“参考测试循环”和“参考状态数据”肯定没有隐含:参考机器是特别可靠的机器,参考测试循环是特别仔细实施的测试循环,或者参考状态数据是特别可靠的数据。相反,使用这些术语仅用于在逻辑上将待判断的机器与其状态被用作为比较基础的机器区分。参考状态数据在此也完全能够包括在较早的测试循环中在待判断的机器处获得的状态数据。就此而言,待判断的机器本身也能够用作为参考机器中的一个参考机器。但是重要的是,参考状态数据不局限于仅借助待判断的机器本身所获得的状态数据。相反,本发明的一个重要的方面在于,使多个机器的状态数据可用于判断另一机器。
8、所基于的假设在于,在实践中,参考测试循环的绝大部分在参考机器的加工停顿中执行,而对应的参考机器处于“好的”状态中,即处于参考机器能够制造无瑕的工件的状态中。在实践中,仅少数测试循环将涉及“差的”状态,因为根据制造偏差,这种“差的”状态通常不久被识别和消除。因此,在许多参考机器和许多参考测试循环范围内的统计学手段中,参考状态数据基本上代表参考机器的“好的”状态。利用所述知识,以便对待判断的机器执行自动的状态诊断。为此,不需要关于待判断的机器本身的先验知识。
9、在此不足够的是,仅考虑待判断的机器本身的较早测试循环中的历史状态数据。例如,在待判断的机器中可能从一开始就安装到有缺陷的轴承上,使得在所述机器处获得的状态数据在机器的整个使用寿命内比在安装有无瑕的轴承时明显更差。尽管如此可能几乎可行的是,尽管轴承有缺陷,但是仍制造出无瑕的工件。通过将待判断的机器的状态数据与在其他机器处通过测量获得的参考状态数据或从所述参考状态数据中导出的参考变量进行比较,才有可能识别到待判断的机器具有问题,并且限制所述问题,使得能够识别出有缺陷的轴承。
10、参考机器优选地与待判断的机床是相同类型的。参考机器在此不需要与待判断的机器相同。相反,在所述上下文中,如果机器在尺寸、构造和轴线布置中与待判断的机器在很大程度上一致,则所述机器随后称为与所述待判断的机器“相同类型”的。例如,在实践中,制造商的相同类型的机器被视为是相同类型的。但是,机器可能在其附加装配中不同。
11、参考状态数据尤其能够获得,其方式为:借助参考机器执行与在待判断的机器中相同类型的测试循环,即其中系统地移动参考机器的机器轴线并且执行参考测量的测试循环。在待判断的机器的测试循环中所求取的状态数据也能够本身存储到数据库中,使得所述状态数据能够再次作为参考状态数据用于同一机器或另一机器本身的未来的测试循环。
12、在测试循环中求取的测量数据能够包括:方位偏差数据,所述方位偏差数据表征可运动的部件的至少一部分与通过机器控制装置预设的期望方位的方位偏差;和/或振动数据,所述振动数据表征可运动的部件的至少一部分的振动状态。方位偏差数据能够借助如从现有技术中充分已知的位置传感器求取。振动数据能够借助如同样从现有技术中充分已知的运动传感器、例如加速度传感器检测。测量数据也包括功率数据,所述功率数据表征至少一个可运动的部件的驱动马达中的电流消耗。大量其他类型的数据是可考虑的。这种数据能够通过单独的传感器获得或直接从机器控制装置中读出。
13、从测量变量中导出的状态数据能够包括不同类型的数据。例如,状态数据能够包括直接的测量数据、例如各个方位偏差或当前振动幅度。但是,状态数据也能够包括通过数学或算法处理由测量数据形成的变量。这种状态数据例如能够是测量数据的平均值、从测量数据中导出的其他统计学变量或从这种统计学变量中导出的变量。从测量数据中计算状态数据能够包括对测量数据、尤其方位偏差数据、振动数据和/或功率数据进行频谱分析(尤其阶次分析(ordnungsanalyse))。借助频谱分析求取测量数据在特定频率或阶次范围内的频谱强度值,并且状态数据能够包括在所选择的离散频率值或阶次处的频谱强度值或者由此导出的变量,例如这种强度值在特定的频率或阶次范围内的总和或应用于频谱的谱峰拟合程序(peakfitting-routine)的结果。状态数据也能够包括测量变量的完整时间序列和/或完整频谱。
14、状态数据能够包括特定指标,所述特定指标从来自多于一个源(尤其多于一个传感器)的测量数据和/或涉及操纵多于一个机器轴线的测量数据中导出。这种特定指标能够允许得出非常具体的错误源的结论。
15、如果机床是切齿机(verzahnmaschine)、尤其用于对齿部进行滚动加工的切齿机,则状态数据也能够包括预测的eol数据,所述预测的eol数据说明:当借助切齿机加工的带齿工件被装入到齿轮组件中并且在齿轮组件中在配对齿部上滚动时,预期在eol测试台(eol=end ofline,下线)上的eol频谱中有哪些阶次的激励。所提出的方法于是允许自动预测:预期借助待判断的机器所制造的工件在哪些阶次存在噪声问题。关于所述方法所基于的考虑和其他实施可行性,参考同一申请人在与本技术相同的日期提交的名称为“用于监控切齿机的状态的方法”的专利申请,其内容通过引用完全并入到本公开中。
16、参考变量也能够是不同类型的变量。通常而言,参考变量能够直接是以与上述讨论的状态数据相同的方式确定的参考状态数据,或者也是通过数学或算法处理由参考状态数据、尤其通过对参考状态数据进行统计学分析而形成的变量。
17、参考变量尤其能够包括用于至少一个类型的状态数据的至少一个公差极限。公差极限的规定在此通过计算机根据通过对相关类型的参考状态数据进行统计学分析求取的至少一个统计学参考特征值来自动化地进行。以所述方式,公差极限不再需要手动费力地规定,并且不需要专业知识来规定公差极限。
18、因此,在此通过对参考状态数据进行统计学分析来进行待判断的机器的公差极限的规定。在此,关于在多个相同类型的机器上的多个较早的测试循环期间的参考状态数据的统计学分布的知识可用于自动化地规定待判断的机器的公差极限。所基于的假设在于,参考状态数据不仅仅平均地表征“好的”状态,而是此外也以对于所考虑的部件或所考虑的机器类型典型的方式统计学地波动,使得在待判断的机器上也预期具有类似统计特性的波动。
19、作为统计学参考特征值,尤其能够计算参考状态数据的预期值和用于相关参考状态数据的方差的指标(或者与其等效地,标准偏差)。随后,能够围绕预期值以对应于标准偏差的预先确定的倍数的间距对称地设定待监控的机器的对应状态数据的公差极限。
20、测试循环能够在不同的时间点重复多次,其中在测试循环之间借助机床加工工件,并且在加工停顿中执行测试循环,在所述加工停顿中,加工刀具不与工件加工接合。在加工期间,例如可能出现机床的部件的磨损或失效。为了更好地识别这种情况,状态诊断能够包括对来自多个测试循环的状态数据与至少一个参考变量进行比较性的评估。
21、比较性的评估尤其能够包括比较性统计学评估,其具有以下步骤:
22、求取从多个测试循环中获得的状态数据的至少一个统计学特征值;以及
23、执行统计学特征值与至少一个参考变量的比较。
24、由此能够将状态数据在测试循环与测试循环之间的统计学波动有针对性地可用于分析。例如,即使状态数据值的平均值在多个测试循环范围内未示出异常,所述状态数据值的强烈波动可能指示部件的失效。就此而言,用于来自多个测试循环的至少一个类型的状态数据的值的方差的量值尤其能够用作为统计特征值。
25、在有利的实施方式中,在状态诊断的过程中,根据时间或所加工的工件的数量对机器的状态的时间发展进行分析,以便及时识别出机器部件的即将来临的失效。为此,能够分析从多个测试循环中获得的状态数据随时间或所加工的工件的变化的发展,并且将所述分析的结果与至少一个参考变量进行比较。对所述发展的分析尤其能够包括对状态数据的未来值的外插。为了进行外插,例如能够借助多项式函数、尤其二次函数执行对状态数据的回归分析,并且能够将回归分析的结果与至少一个参考变量进行比较,例如以便预测部件的预期失效时间点。尤其当外插状态数据是与特定的部件的质量直接相关的状态数据时,所述方法是特别有价值的。以所述方式能够提早预测部件的即将来临的失效,并且能够在出现失效之前采取对应的措施(“预测性维护(predictive maintenance)”)。
26、在一些实施方式中,为了进行状态诊断,存储在数据库中的参考状态数据能够划分为至少两个状态类别(例如“好的”和“差的”,或在细化的变型方案中“新状态”、“中等状态”、“临界状态”和“缺陷状态”)。对于状态类别中的每个状态类别,于是分别从参考状态数据中计算至少一个统计学参考特征值,并且为了进行状态诊断,将状态数据与至少两个状态类别的统计参考特征值进行比较。以所述方式能够求取允许对机器或其部件的状态进行有区别的评估的评估变量。
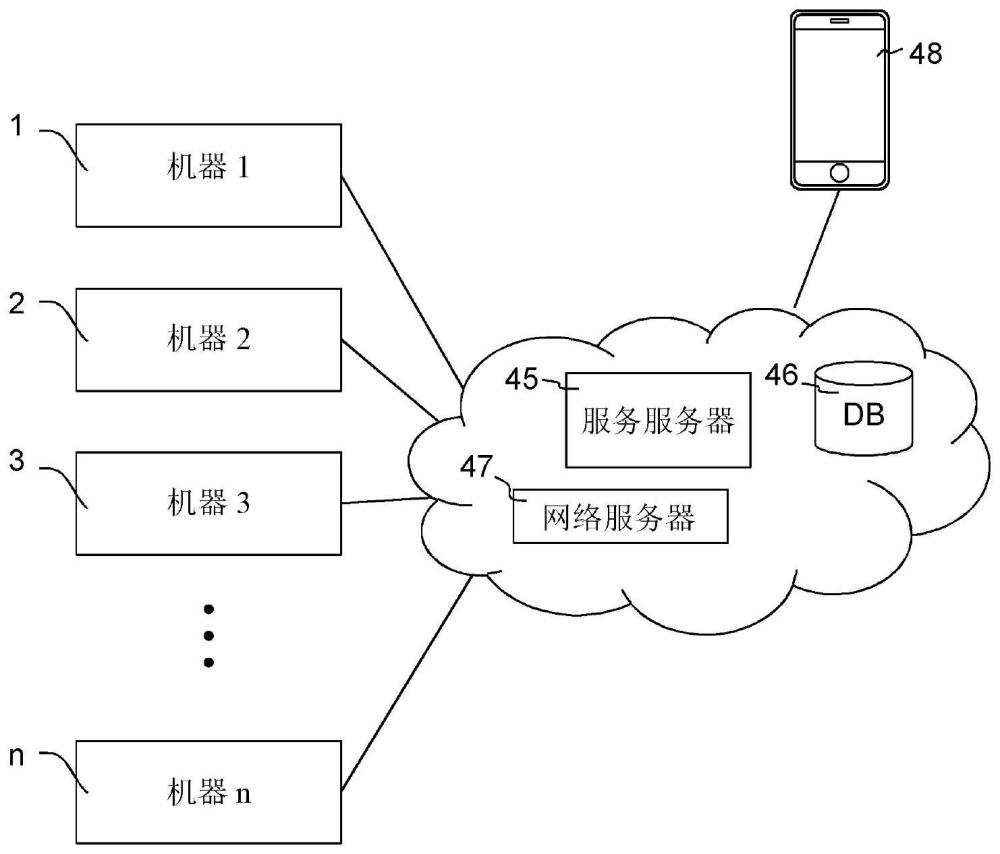
27、能够根据状态诊断的结果触发动作。例如,能够将诊断通知输出给用户(例如维护专家)。诊断通知在此能够经由网络传输给在空间上与机床分开的终端设备,并且在那里输出。这例如能够通过消息收发服务如sms或whatsapp、作为推送通知(push-mitteilung)或通过电子邮件进行。例如,用于所选择的部件和/或用于被监控的机器的整体状态的诊断通知能够包含评估变量,所述评估变量能够采用两个、三个、四个或更多个离散值,例如“好的”和“差的”,或者以更可区分的设计方案“好的”、“中等的”、“临界的”和“有缺陷的”。状态诊断的结果能够借助终端设备以合适的方式被可视化。终端设备例如能够是台式电脑或笔记本电脑、平板电脑或智能手机。由此能够从任意地点监控一个或多个机器的状态。
28、附加地或替选地,能够根据状态诊断的结果在机床中加工工件时自动改变至少一个过程参数、例如主轴转速,或者能够将过程建议自动地输出给机床的用户。在极端情况下,也能够自动停止继续加工。
29、状态诊断能够包括用于至少两个不同类型的状态数据的对状态数据和参考状态数据的比较性统计学分析,以便区分不同部件的状态。例如,多个类型的状态数据、例如振动信号在不同频率处的频谱强度可能受到两个部件的磨损影响,然而以不同的方式影响。通过用于所述两个类型的状态数据的对状态数据和参考状态数据n的比较性统计学分析,能够得出如下部件的结论:所述部件的磨损状态对所求取的状态指标负责。
30、如已经提及的那样,参考状态数据优选地存储在数据库中。数据库能够远离待监控的机器。所述数据库也能够在云端中实现,即以通过多个使用者共享的作为服务的计算机资源的形式实现。为了执行状态分析,评估计算机能够访问数据库。评估计算机也优选地在空间上与机床分开地设置。所述评估计算机通过网络连接与机床连接。评估计算机也不需要是单个物理单元,而是能够在云端中实现。终端设备经由网络、尤其经由因特网与评估计算机通信。
31、本发明还提供一种用于监控机床的状态的设备,所述机床具有多个机器轴线,所述设备配置用于实施上述方法。所述设备具有处理器和存储介质,在所述存储介质上存储有计算机程序,在处理器上执行所述计算机程序时,所述计算机程序引起以下步骤的实施:
32、接收在机床的测试循环中所求取的状态数据,其中在测试循环中操纵机器轴线的至少一部分,其中执行相关联的测量并且其中通过测量求取状态数据;以及
33、执行状态诊断,其中将状态数据与至少一个参考变量进行比较,
34、其中从参考状态数据中求取至少一个参考变量,其中在多个参考机器处在多个参考测试循环中获得参考状态数据。
35、对于根据本发明的方法的上述实施方案也符合意义地适用于根据本发明的设备。
36、本发明还提供一种对应的计算机程序。计算机程序能够存储在非易失性存储介质上。
本文地址:https://www.jishuxx.com/zhuanli/20240730/199971.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表