一种镀锌产线炉区张力过渡控制方法及装置与流程
- 国知局
- 2024-08-01 00:11:57
本发明涉及镀锌产线加热炉自动控制,尤其涉及一种镀锌产线炉区张力过渡控制方法及装置。
背景技术:
1、镀锌产线的加热炉根据生产工艺的要求,通常把整个加热炉分为炉区入口、预热加热段、均热段、缓冷段、快冷段以及过时效段,每段都有对应独立的张力控制逻辑。正常生产时,同一区域内一旦前后卷的二级张力设定值偏差>2kn,操作人员则会手动介入炉区张力过渡控制,在焊缝区域进行手动减张、或者加张等操作。
2、然而,在炉区张力过渡控制时,手动控制容易出现错误,并且容易出现人为判断不及时的情况,因此需要对现有的张力控制策略进行优化,出现一种新的张力过渡控制方法或装置,可以根据前后卷的张力偏差设定张力调节速率,并自动调整张力调整位置。
技术实现思路
1、鉴于上述问题,提出了本发明以便提供一种克服上述问题或者至少部分地解决上述问题的一种镀锌产线炉区张力过渡控制方法及装置。
2、本发明的其他特性和优点将通过下面的详细描述变得显然,或部分地通过本发明的实践而习得。
3、根据本发明实施例的第一方面,提供了一种镀锌产线炉区张力过渡控制方法,所述镀锌产线炉区张力过渡控制方法包括:
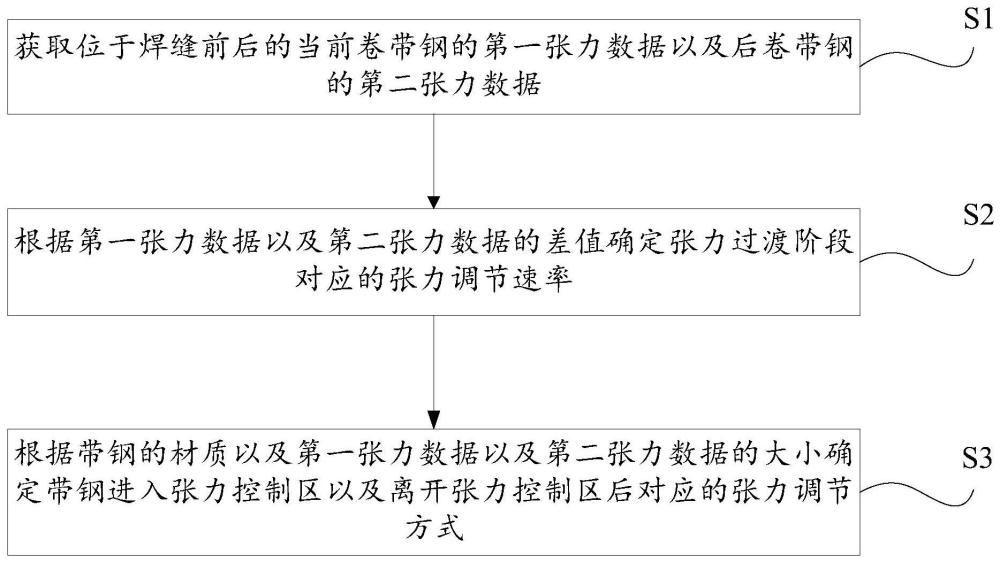
4、获取位于焊缝前后的当前卷带钢的第一张力数据以及后卷带钢的第二张力数据;
5、根据第一张力数据以及第二张力数据的差值确定张力过渡阶段对应的张力调节速率;
6、根据带钢的材质以及第一张力数据以及第二张力数据的大小确定带钢进入张力控制区以及离开张力控制区后对应的张力调节方式。
7、在本发明的一些实施例中,所述根据第一张力数据以及第二张力数据的差值确定张力过渡阶段对应的张力调节速率包括:
8、计算第一张力数据以及第二张力数据的差值;
9、在所述差值分别处于第一偏差范围、第二偏差范围、第三偏差范围或第四偏差范围时,确定张力过渡阶段对应的张力调节速率分别为第一张力调节速率、第二张力调节速率、第三张力调节速率或第四张力调节速率。
10、在本发明的一些实施例中,所述第一偏差范围为差值≤2,所述第二偏差范围为2<差值≤3,所述第三偏差范围为3<差值≤4,所述第四偏差范围为差值>4,单位kn。
11、在本发明的一些实施例中,所述第一张力调节速率为500,所述第二张力调节速率为300,所述第三张力调节速率为240,所述第四张力调节速率为220,单位n/s。
12、在本发明的一些实施例中,所述根据带钢的材质以及第一张力数据以及第二张力数据的大小确定带钢进入张力控制区以及离开张力控制区后对应的张力调节方式包括:
13、确认当前卷带钢与后卷带钢的材质是否为高瓢曲风险钢种,在当前卷带钢与后卷带钢的材质均为非高瓢曲风险钢种时,执行第一张力调节方式;
14、在当前卷带钢与后卷带钢的焊缝进入张力控制区前第一调整距离时调整张力为第三张力数据,所述第三张力数据t3为:t3=(t1+t2)*n,式中,t1为第一张力数据,t2为第二张力数据,n为调节系数,0<n<1;
15、在后卷带钢离开张力控制区第二调整距离时调整张力为第二张力数据。
16、在本发明的一些实施例中,所述第一调整距离为18-22m,所述第二调整距离为18-22m。
17、在本发明的一些实施例中,所述方法还包括:
18、在当前卷带钢与后卷带钢的材质至少一种为高瓢曲风险钢种时,判断第一张力数据以及第二张力数据的大小并执行第二张力调节方式或第三调节方式;
19、在第一张力数据大于第二张力数据时,执行第二调节方式,在当前卷带钢与后卷带钢的焊缝进入张力控制区前第一调整距离时将张力调整至第二张力数据;
20、在第二张力数据大于第一张力数据时,执行第三张力调节方式,在后卷带钢离开张力控制区前第二调整距离时将张力调整至第二张力数据。
21、根据本发明实施例的第一方面,提供了一种镀锌产线炉区张力过渡控制系统,所述镀锌产线炉区张力过渡控制系统包括:
22、数据获取模块,用于获取位于焊缝前后的当前卷带钢的第一张力数据以及后卷带钢的第二张力数据;
23、速率调节模块,用于根据第一张力数据以及第二张力数据的差值确定张力过渡阶段对应的张力调节速率;
24、张力调节模块,用于根据带钢的材质以及第一张力数据以及第二张力数据的大小确定带钢进入张力控制区以及离开张力控制区后对应的张力调节方式。
25、根据本发明实施例的第一方面,提供了一种计算机可读存储介质,所述计算机可读存储介质中存储有计算机程序指令,所述计算机程序指令由处理器加载并执行以实现如上述任一项所述的方法所执行的操作。
26、根据本发明实施例的第一方面,提供了一种电子设备,包括处理器和存储器,所述存储器存储有能够被所述处理器执行的计算机程序指令,所述处理器执行所述计算机程序指令时,实现如上述任一所述的方法的指令。
27、本发明实施例中提供的技术方案,至少具有如下技术效果或优点:
28、本发明实施例提供的一种镀锌产线炉区张力过渡控制方法及装置,本发明实施例所述镀锌产线炉区张力过渡控制方法通过计算前后两卷带钢张力偏差的差值,根据该差值来确定张力过渡阶段对应的张力调节速率,有效提升了带钢过渡的稳定性以及带钢加热质量,降低了产品不良率,提高了经济效益;通过区分不同材质的带钢执行不同的调节方式,面对焊缝前后不同规格的钢种也可以达到平稳过渡,提高了安全性,具有较佳的适用性;且张力调节速率以及张力调节方式均可以自动控制,不再依赖于人工干预,提高了自动化水平。
29、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
技术特征:1.一种镀锌产线炉区张力过渡控制方法,其特征在于,所述镀锌产线炉区张力过渡控制方法包括:
2.根据权利要求1所述的镀锌产线炉区张力过渡控制方法,其特征在于,所述根据第一张力数据以及第二张力数据的差值确定张力过渡阶段对应的张力调节速率包括:
3.根据权利要求2所述的镀锌产线炉区张力过渡控制方法,其特征在于:所述第一偏差范围为差值≤2,所述第二偏差范围为2<差值≤3,所述第三偏差范围为3<差值≤4,所述第四偏差范围为差值>4,单位kn。
4.根据权利要求2所述的镀锌产线炉区张力过渡控制方法,其特征在于:所述第一张力调节速率为500,所述第二张力调节速率为300,所述第三张力调节速率为240,所述第四张力调节速率为220,单位n/s。
5.根据权利要求1所述的镀锌产线炉区张力过渡控制方法,其特征在于,所述根据带钢的材质以及第一张力数据以及第二张力数据的大小确定带钢进入张力控制区以及离开张力控制区后对应的张力调节方式包括:
6.根据权利要求5所述的镀锌产线炉区张力过渡控制方法,其特征在于,所述第一调整距离为18-22m,所述第二调整距离为18-22m。
7.根据权利要求5或6所述的镀锌产线炉区张力过渡控制方法,其特征在于,所述方法还包括:
8.一种镀锌产线炉区张力过渡控制系统,其特征在于,所述镀锌产线炉区张力过渡控制系统包括:
9.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质中存储有计算机程序指令,所述计算机程序指令由处理器加载并执行以实现如权利要求1-7任一项所述的方法所执行的操作。
10.一种电子设备,包括处理器和存储器,其特征在于,所述存储器存储有能够被所述处理器执行的计算机程序指令,所述处理器执行所述计算机程序指令时,实现如权利要求1-7中任一所述的方法的指令。
技术总结本发明公开了一种镀锌产线炉区张力过渡控制方法及装置,所述方法包括获取位于焊缝前后的当前卷带钢的第一张力数据以及后卷带钢的第二张力数据;根据第一张力数据以及第二张力数据的差值确定张力过渡阶段对应的张力调节速率;根据带钢的材质以及第一张力数据以及第二张力数据的大小确定带钢进入张力控制区以及离开张力控制区后对应的张力调节方式。本发明通过计算前后两卷带钢张力偏差的差值,根据该差值来确定张力过渡阶段对应的张力调节速率,有效提升了带钢过渡的稳定性以及带钢加热质量;通过区分不同材质的带钢执行不同的调节方式,面对焊缝前后不同规格的钢种也可以达到平稳过渡,提高了安全性以及自动化水平,具有较佳的适用性。技术研发人员:吕庆秋,李文波,王娜,田玉珠,刘醒受保护的技术使用者:首钢京唐钢铁联合有限责任公司技术研发日:技术公布日:2024/7/11本文地址:https://www.jishuxx.com/zhuanli/20240730/199982.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表