自动化叫料系统的制作方法
- 国知局
- 2024-08-02 15:27:43
本申请涉及覆铜板生产的,尤其是涉及一种自动化叫料系统。
背景技术:
1、覆铜板也可以称为基材,将补强材料浸上树脂,一面或者两面覆盖上铜箔,然后经过机器热压然后制作而成。
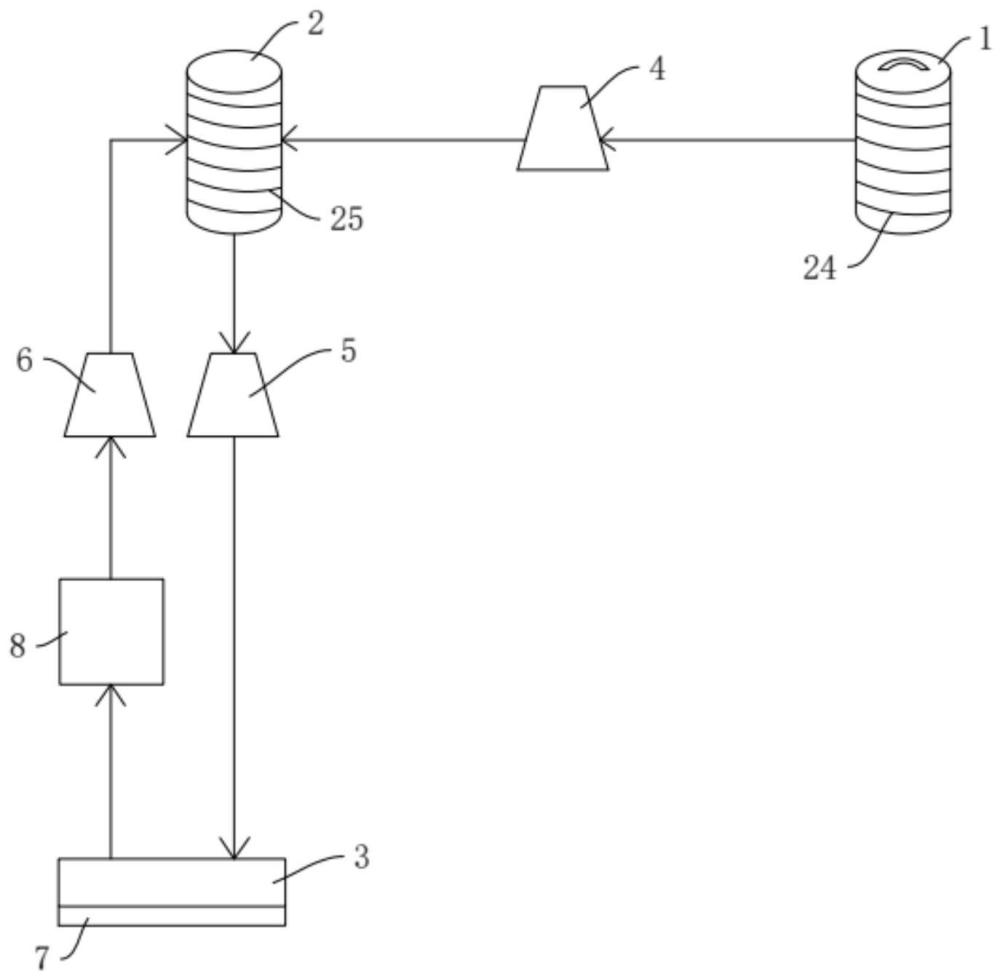
2、参照图1,相关技术中在覆铜板的生产过程中经常会使用到各种胶水,胶水一般是存储在零星桶1内,在使用时通常利用第一气动泵4将胶水自零星桶1抽送至调粘桶2,继而利用第二气动泵5将调粘桶2内的胶水抽送至含浸槽3内以便于对胶水进行使用;同时,还需要使用第一气动泵4及时将含浸槽3内未用完的胶水及时抽送回调粘桶2。
3、上述方案在实际使用的过程中,由于第一气动泵需要同时负责将零星桶内的胶水抽送至调粘桶以及将含浸槽内的胶水抽送回调粘桶;进而可能会出现含浸槽内的胶水无法及时被抽送回调粘桶导致含浸槽内的胶水溢出的情况,导致胶水的损耗及浪费。
技术实现思路
1、为了有助于解决含浸槽内的胶水因难以及时抽送回调粘桶而溢出,继而导致胶水出现损耗及浪费的问题,本申请提供的一种自动化叫料系统,采用如下的技术方案:包括零星桶、调粘桶以及含浸槽,所述零星桶与调粘桶之间设有第一气动泵,所述第一气动泵用于将零星桶内的物料抽送至调粘桶,所述调粘桶与含浸槽之间分别设有第二气动泵和第三气动泵,所述第二气动泵用于将调粘桶内的物料抽送至含浸槽,所述第三气动泵用于将含浸槽内的物料抽送回调粘桶。
2、在一个具体的可实施方案中,还包括控制系统,所述含浸槽的底部设有用于检测含浸槽重量的压力传感器,所述压力传感器用于检测含浸槽的压力值并将检测到的压力值反馈至控制系统;所述控制系统用于接收压力传感器反馈的压力值,并在所述压力值小于第一预设标准值时控制第二气动泵启动。
3、在一个具体的可实施方案中,所述控制系统还用于在接收到的所述压力值大于第二预设标准值时,控制第三气泵启动,所述第二预设标准值大于第一预设标准值。
4、在一个具体的可实施方案中,所述第三气动泵与含浸槽之间连通有滤桶,所述滤桶上分别连通有进料管和出料管,所述进料管远离滤桶的一端与含浸槽相连通,所述出料管远离滤桶的一端与第三气动泵的输入端相连通,所述滤桶内设有用于封闭滤桶的过滤网,所述过滤网位于进料管与出料管之间。
5、在一个具体的可实施方案中,所述滤桶包括桶盖和桶体,所述进料管和出料管均与桶体相连通,所述桶盖与桶体通过第一连接组件相连,所述桶体的内壁上设有多个支撑块,多个所述支撑块上架设有与过滤网相匹配的过滤框,所述过滤网连接在过滤框的内缘。
6、在一个具体的可实施方案中,所述过滤框上嵌设有磁环,所述支撑块上嵌设有磁块,所述磁环与磁块相互抵紧吸附。
7、在一个具体的可实施方案中,所述第一连接组件包括多个穿设并螺纹连接在桶盖上的连接螺栓,所述桶体的外缘设有环形的安装板,所述安装板上对应开设有多个与连接螺栓相匹配的螺纹槽,若干所述连接螺栓分别螺纹连接在若干所述螺纹槽内,所述桶盖上还设有密封垫,所述密封垫抵紧在桶盖与桶体之间且覆盖桶体的开口区域。
8、在一个具体的可实施方案中,所述桶盖上设有多个定位柱,所述安装板上对应开设有多个与定位柱相匹配的定位孔;当多个所述定位柱分别对应穿设在多个定位孔内时,多个所述连接螺栓分别与多个螺纹槽对齐。
9、在一个具体的可实施方案中,所述零星桶的外缘绕设有第一电热丝。
10、在一个具体的可实施方案中,所述调粘桶的外缘绕设有第二电热丝。
11、综上所述,本申请具有以下有益技术效果:
12、第二气动泵用于将调粘桶内的物料抽送至含浸槽,第三气动泵用于将含浸槽内的物料抽送回调粘桶,从而使得含浸槽可以通过第二气动泵及时补充胶水,也可以通过第三气动泵及时将含浸槽内的胶水抽送回调粘桶;由于第二气动泵和第三气动泵为两个独立的通路,从而规避了由于第一气动泵需要同时负责将零星桶内的胶水抽送至调粘桶以及将含浸槽内的胶水抽送回调粘桶,进而可能会出现含浸槽内的胶水无法及时被抽送回调粘桶导致含浸槽内的胶水溢出的情况,降低了胶水的损耗及浪费。
技术特征:1.一种自动化叫料系统,其特征在于:包括零星桶(1)、调粘桶(2)以及含浸槽(3),所述零星桶(1)与调粘桶(2)之间设有第一气动泵(4),所述第一气动泵(4)用于将零星桶(1)内的物料抽送至调粘桶(2),所述调粘桶(2)与含浸槽(3)之间分别设有第二气动泵(5)和第三气动泵(6),所述第二气动泵(5)用于将调粘桶(2)内的物料抽送至含浸槽(3),所述第三气动泵(6)用于将含浸槽(3)内的物料抽送回调粘桶(2)。
2.根据权利要求1所述的自动化叫料系统,其特征在于:还包括控制系统,所述含浸槽(3)的底部设有用于检测含浸槽(3)重量的压力传感器(7),所述压力传感器(7)用于检测含浸槽(3)的压力值并将检测到的压力值反馈至控制系统;所述控制系统用于接收压力传感器(7)反馈的压力值,并在所述压力值小于第一预设标准值时控制第二气动泵(5)启动。
3.根据权利要求2所述的自动化叫料系统,其特征在于:所述控制系统还用于在接收到的所述压力值大于第二预设标准值时,控制第三气泵启动,所述第二预设标准值大于第一预设标准值。
4.根据权利要求1所述的自动化叫料系统,其特征在于:所述第三气动泵(6)与含浸槽(3)之间连通有滤桶(8),所述滤桶(8)上分别连通有进料管(9)和出料管(10),所述进料管(9)远离滤桶(8)的一端与含浸槽(3)相连通,所述出料管(10)远离滤桶(8)的一端与第三气动泵(6)的输入端相连通,所述滤桶(8)内设有用于封闭滤桶(8)的过滤网(11),所述过滤网(11)位于进料管(9)与出料管(10)之间。
5.根据权利要求4所述的自动化叫料系统,其特征在于:所述滤桶(8)包括桶盖(12)和桶体(13),所述进料管(9)和出料管(10)均与桶体(13)相连通,所述桶盖(12)与桶体(13)通过第一连接组件相连,所述桶体(13)的内壁上设有多个支撑块(14),多个所述支撑块(14)上架设有与过滤网(11)相匹配的过滤框(15),所述过滤网(11)连接在过滤框(15)的内缘。
6.根据权利要求5所述的自动化叫料系统,其特征在于:所述过滤框(15)上嵌设有磁环(16),所述支撑块(14)上嵌设有磁块(17),所述磁环(16)与磁块(17)相互抵紧吸附。
7.根据权利要求5所述的自动化叫料系统,其特征在于:所述第一连接组件包括多个穿设并螺纹连接在桶盖(12)上的连接螺栓(18),所述桶体(13)的外缘设有环形的安装板(19),所述安装板(19)上对应开设有多个与连接螺栓(18)相匹配的螺纹槽(20),若干所述连接螺栓(18)分别螺纹连接在若干所述螺纹槽(20)内,所述桶盖(12)上还设有密封垫(21),所述密封垫(21)抵紧在桶盖(12)与桶体(13)之间且覆盖桶体(13)的开口区域。
8.根据权利要求7所述的自动化叫料系统,其特征在于:所述桶盖(12)上设有多个定位柱(22),所述安装板(19)上对应开设有多个与定位柱(22)相匹配的定位孔(23);当多个所述定位柱(22)分别对应穿设在多个定位孔(23)内时,多个所述连接螺栓(18)分别与多个螺纹槽(20)对齐。
9.根据权利要求1所述的自动化叫料系统,其特征在于:所述零星桶(1)的外缘绕设有第一电热丝(24)。
10.根据权利要求1所述的自动化叫料系统,其特征在于:所述调粘桶(2)的外缘绕设有第二电热丝(25)。
技术总结本申请涉及一种自动化叫料系统,应用在覆铜板生产的技术领域,包括零星桶、调粘桶以及含浸槽,所述零星桶与调粘桶之间设有第一气动泵,所述第一气动泵用于将零星桶内的物料抽送至调粘桶,所述调粘桶与含浸槽之间分别设有第二气动泵和第三气动泵,所述第二气动泵用于将调粘桶内的物料抽送至含浸槽,所述第三气动泵用于将含浸槽内的物料抽送回调粘桶。本申请具有的技术效果是:降低了胶水的损耗及浪费。技术研发人员:丁德洲受保护的技术使用者:无锡宏仁电子材料科技有限公司技术研发日:20231130技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240801/246204.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表