高气密性TPU多层复合布材料及其制备方法与流程
- 国知局
- 2024-08-02 12:20:57
本发明涉及tpu多层复合布材料的制备,更具体的说是一种高气密性tpu多层复合布材料及其制备方法。
背景技术:
1、tpu(thermoplastic polyurethanes),热可塑性tpu 弹性体,是由含nco官能基的mdi与含oh官能基的polyol、1.4bg,经押出混炼而制成,由于弹性好、物性佳、各种机械强度都很好,因此,广泛用于射出、押出、压延及溶解成溶液型树脂等加工方式,是塑胶加工业者经常使用的塑胶材料,其制成产品涵盖了工业应用和民用必需品的范围。tpu(热可塑性聚氨酯)因其优越的性能和环保概念日益受到人们的欢迎。凡是使用pvc的地方,tpu均能成为pvc之替代品。但tpu所拥有的优点,pvc则望尘莫及。tpu不仅拥有高张力、高拉力、强韧和耐老化的特性,而且是种成熟的环保材料。tpu已被广泛应用于:鞋材、成衣、充气玩具、水上及水下之运动器材、医疗器材、健身器材、汽车椅座材料、雨伞、皮箱、皮包等。tpu薄膜是一种功能性薄膜,具有其他塑胶材料无法比拟的强度高、韧性好、耐寒、耐油、耐老化、耐气候、环保无毒、可分解等特性,同时具有高防水透湿性、防风、防寒、抗菌、保暖、抗紫外线及能量释放等许多优异功能,广泛应用于各种领域。tpu本身具备良好的气密性特点,但因聚氨酯多孔结构,tpu气囊式产品依旧漏气的情况,无法匹配超高气密性要求的tpu相关产品。因此,需要一种高气密性tpu多层复合布材料的制备方法。
技术实现思路
1、针对现有技术的不足,本发明提供了一种高气密性tpu多层复合布材料及其制备方法,解决了上述背景技术中提出的问题。
2、为解决上述技术问题,根据本发明的一个方面,本申请实施例提供一种高气密性tpu多层复合布材料的制备方法,包括以下步骤:
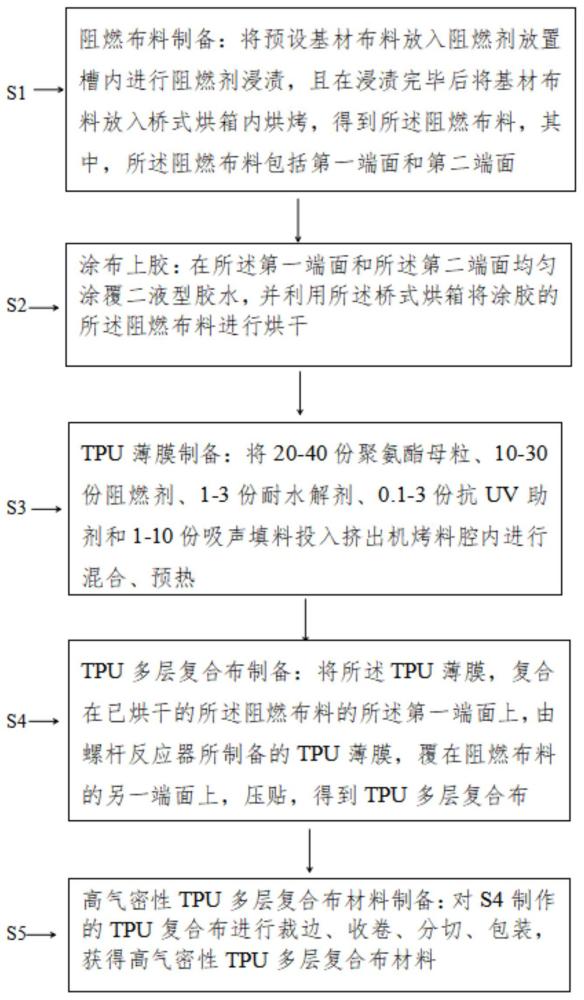
3、s1、阻燃布料制备
4、将预设基材布料放入阻燃剂放置槽内进行阻燃剂浸渍,且在浸渍完毕后将基材布料放入桥式烘箱内烘烤,得到所述阻燃布料,其中,所述阻燃布料包括第一端面和第二端面;
5、s2、涂布上胶
6、在所述第一端面和所述第二端面均匀涂覆二液型胶水,并利用所述桥式烘箱将涂胶的所述阻燃布料进行烘干;
7、s3、tpu薄膜制备
8、s31、将20-40份聚氨酯母粒、10-30份阻燃剂、1-3份耐水解剂、0.1-3份抗uv助剂和1-10份吸声填料投入挤出机烤料腔内进行混合、预热,得到tpu母料;
9、s32、利用螺杆反应器,对所述tpu目料进行挤出、冷却和拉伸成型,得到所述tpu薄膜,其中,所述螺杆反应器的螺杆转速为:20至25hz;
10、s4、tpu多层复合布制备
11、s41、将所述tpu薄膜,复合在已烘干的所述阻燃布料的所述第一端面上;
12、s42、在将通过导入辊收卷的pet薄膜覆在所述tpu薄膜上之后,利用辊压贴合机对所述阻燃布料、所述tpu薄膜和所述pet薄膜进行压贴;
13、s43、将由另一层所述螺杆反应器所制备的所述tpu薄膜,覆在所述pet薄膜背离所述阻燃布料的另一端面上,并进行压贴,得到所述tpu多层复合布;
14、s5、高气密性tpu多层复合布材料制备
15、对s4所制备的tpu多层复合布进行裁边、收卷、分切、包装加工,获得所述高气密性tpu多层复合布材料。
16、更进一步的,在制备高气密tpu多层复合布材料之前,所述制备方法还包括:在已烘干的所述阻燃布料的所述第二端面上,复合一层所述tpu薄膜。
17、更进一步的,所述基材布料在所述阻燃剂放置槽内进行浸渍的浸渍速度为3m/min至5m/min。
18、更进一步的,步骤s1和步骤s2中的所述桥式烘箱在工作时,烘箱内温度被设置为自40℃升温至160℃,之后,自160℃冷却至40℃。
19、更进一步的,所述挤出机烤料箱内温度设置为100℃至130℃。
20、更进一步的,所述螺杆反应器工作时,螺杆温度为170℃至220℃,螺杆模头温度为170℃至220℃;
21、所述辊压贴合机压贴工作时,贴合辊温度为140℃至200℃,贴合辊压力:30至60千克力。
22、第二方面,本申请实施例提供一种高气密性tpu多层复合布材料,包括tpu薄膜一、pet薄膜、tpu薄膜二、胶水层与阻燃布料,所述tpu薄膜一设置在所述pet薄膜的顶部,所述pet薄膜设置在所述tpu薄膜二的顶部,所述tpu薄膜二通过所述胶水层与所述阻燃布料的所述第一端面连接。
23、更进一步的,所述阻燃布料的所述第二端面还通过对应的所述胶水层连接tpu薄膜三。
24、本发明一种高气密性tpu多层复合布材料及其制备方法的有益效果为:本发明制作的高气密性tpu多层复合布材料,不仅具有强韧、耐磨、耐寒、环保无毒等优越特性,此外通过引tpu-pet-tpu多层结构,该多层结构具有良好的气密稳性,在高气压下,保压阶段几乎不漏气,作为气囊式产品使用时,例如腰托气囊、救生装备、充气式帐篷等,同时具有强度高、阻燃、气密性好、安全性强等优势,工艺成熟、加工方便,操作简单;本发明通过设计tpu-pet-tpu致密型多层结构,以涂布、流延挤出成型工艺,制备了一种高气密性tpu多层复合布材料,不仅可以有效阻碍产品气体泄漏问题,同时增添了产品的机械强度,此材料制成气囊式产品,在充300kpa气压,保压48h,保压阶段泄漏率≤0.2kpa/h。
技术特征:1.一种高气密性tpu多层复合布材料的制备方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的制备方法,其特征在于:在制备高气密tpu多层复合布材料之前,所述制备方法还包括:在已烘干的所述阻燃布料的所述第二端面上,复合一层所述tpu薄膜。
3.根据权利要求1或2所述的制备方法,其特征在于,所述基材布料在所述阻燃剂放置槽内进行浸渍的浸渍速度为3m/min至5m/min。
4.根据权利要求3所述的制备方法,其特征在于,步骤s1和步骤s2中的所述桥式烘箱在工作时,烘箱内温度被设置为自40℃升温至160℃,之后,自160℃冷却至40℃。
5.根据权利要求3所述的制备方法,其特征在于,所述挤出机烤料箱内温度设置为100℃至130℃。
6.根据权利要求3所述的制备方法,其特征在于,所述螺杆反应器工作时,螺杆温度为170℃至220℃,螺杆模头温度为170℃至220℃;
7.一种使用权利要求3所述的制备方法制备的高气密性tpu多层复合布材料,其特征在于, 包括tpu薄膜一(1)、pet薄膜(2)、tpu薄膜二(3)、胶水层(4)与阻燃布料(5),所述tpu薄膜一(1)设置在所述pet薄膜(2)的顶部,所述pet薄膜(2)设置在所述tpu薄膜二(3)的顶部,所述tpu薄膜二(3)通过所述胶水层(4)与所述阻燃布料(5)的所述第一端面连接。
8.根据权利要求7所述的高气密性tpu多层复合布材料,其特征在于,所述阻燃布料(5)的所述第二端面还通过对应的所述胶水层(4)连接tpu薄膜三(6)。
技术总结本发明涉及TPU多层复合布材料的制备技术领域,且公开了一种高气密性TPU多层复合布材料及其制备方法,该制备方法包括以下步骤:S1、阻燃布料制备;S2、涂布上胶;S3、TPU薄膜制备;S4、TPU多层复合布制备;S5、TPU多层复合布材料制备。本发明制作的高气密性TPU多层复合布材料,不仅具有强韧、耐磨、耐寒、环保无毒等优越特性,此外通过引TPU/PET/TPU多层结构,该多层结构具有良好的气密稳性,在高气压下,保压阶段几乎不漏气,作为气囊式产品使用时,例如腰托气囊、救生装备、充气式帐篷等,同时具有强度高、阻燃、气密性好、安全性强等优势,工艺成熟、加工方便,操作简单。技术研发人员:何建雄,樊辉受保护的技术使用者:东莞市雄林新材料科技股份有限公司技术研发日:技术公布日:2024/6/2本文地址:https://www.jishuxx.com/zhuanli/20240802/235712.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表