粉液多室输液袋用膜材、其制备方法、粉液多室输液袋与流程
- 国知局
- 2024-08-02 12:31:29
本发明属于药包材,具体涉及粉液多室输液袋用膜材、其制备方法、粉液多室输液袋。
背景技术:
1、多室袋包装制剂是在普通塑料输液袋的基础上,采用特殊技术将其隔成至少两个独立的封闭腔室,各室中分别封装不同的药物,临用时在密闭腔室内将腔室贯通,混匀后用于静脉滴注的即配型输液配制系统。采用多室袋能避免临床输液配制过程中的二次污染,方便临床用药,同时还能保证药物的稳定性。
2、采用粉液多室输液袋制备输液制剂时,通常会在较高温度、湿度以及较高压力的湿热条件下灭菌后再灌装药物。现有技术中一般单独采用聚丙烯或聚乙烯材质作为多室输液袋膜材的内层,但采用这种材料制备而成的多室输液袋,在灭菌后可能会发生膜材的粘连,导致灌装粉针时开袋率低或影响产品中膜的焊接效果。另外,普通聚丙烯由于存在一定的析出物及低聚物,还可能影响药品的安全性和有效性。
3、因此,提供一种粉液多室输液袋用膜材,其稳定性良好,灭菌后不发生粘连,开袋率高,成为了本领域技术人员亟待解决的问题。
技术实现思路
1、本发明的目的之一在于,提供一种粉液多室输液袋用膜材,解决现有技术中灭菌后发生粘连及开袋率低的问题。
2、本发明的目的之二在于,提供该膜材的制备方法。
3、本发明的目的之三在于,提供采用该膜材制备的粉液多室输液袋。
4、为实现上述目的,本发明采用的技术方案如下:
5、本发明提供的一种粉液多室输液袋用膜材,所述膜材为三层,其中所述内层的原料包括聚丙烯和第一弹性体,其中聚丙烯70~95质量份,第一弹性体5~30质量份;
6、所述中层的原料包括共聚聚丙烯和第二弹性体,其中共聚聚丙烯10~50质量份,第二弹性体50~90质量份;
7、所述外层的原料包括均聚聚丙烯,共聚聚丙烯和第三弹性体,其中均聚聚丙烯40-80质量份,共聚聚丙烯10~30质量份,第三弹性体10-30质量份。
8、本发明的部分实施方案中,所述内层的原料包括聚丙烯80~90质量份,第一弹性体10~20质量份。
9、本发明的部分实施方案中,所述中层的原料包括共聚聚丙烯20-40质量份;第二弹性体60-80质量份。
10、本发明的部分实施方案中,所述中层的原料包括共聚聚丙烯40质量份,第二弹性体60质量份;
11、本发明的部分实施方案中,所述外层的原料包括均聚聚丙烯50-70质量份;共聚聚丙烯15-25质量份;第三弹性体15-25质量份。
12、本发明的部分实施方案中,所述外层的原料包括均聚聚丙烯60质量份;共聚聚丙烯20质量份;第三弹性体20质量份。
13、本发明的部分实施方案中,所述第一弹性体为聚乙烯-丁烯共聚物;
14、所述第二弹性体选自苯乙烯-乙烯-丁烯-苯乙烯嵌段共聚物、苯乙烯-乙烯-丙烯-苯乙烯共聚物、聚乙烯-丁烯共聚物中的至少一种;
15、所述第三弹性体选自苯乙烯-乙烯-丁烯-苯乙烯嵌段共聚物、苯乙烯-乙烯-丙烯-苯乙烯共聚物、聚乙烯-丁烯共聚物中的至少一种。
16、本发明的部分实施方案中,所述第二弹性体为乙烯-乙烯-丁烯-苯乙烯嵌段共聚物和聚乙烯-丁烯共聚物。
17、本发明的部分实施方案中,所述第三弹性体为乙烯-乙烯-丁烯-苯乙烯嵌段共聚物。
18、本发明的部分实施方案中,所述中层的原料为共聚聚丙烯、乙烯-乙烯-丁烯-苯乙烯嵌段共聚物和聚乙烯-丁烯共聚物;其中共聚聚丙烯40质量份、乙烯-乙烯-丁烯-苯乙烯嵌段共聚物40质量份、聚乙烯-丁烯共聚物20质量份。
19、本发明的部分实施方案中,所述外层的原料为均聚聚丙烯60质量份、共聚聚丙烯20质量份、第三弹性体20质量份。
20、本发明的部分实施方案中,所述膜材的总厚度按100%计,内层、中层、外层的层厚度占比分别为10-20%、60-80%和10-20%。
21、本发明的部分实施方案中,所述膜材的总厚度按100%计,内层、中层、外层的层厚度占比分别为20%、65%和15%。
22、本发明的部分实施方案中,230℃、2.16kg载荷条件下,内层的熔指为5-8g/10min,
23、或/和中层的熔指为2-4g/10min,
24、或/和外层的熔指为4-7g/10min。
25、本发明的部分实施方案中,230℃、2.16kg载荷条件下,内层的熔指为5-7g/10min,
26、或/和中层的熔指为3g/10min,
27、或/和外层的熔指为5g/10min。
28、本发明提供的粉液多室输液袋用膜材的制备方法,将内层、中层、外层的原料共挤吹膜,制得所述粉液多室输液袋用膜材。
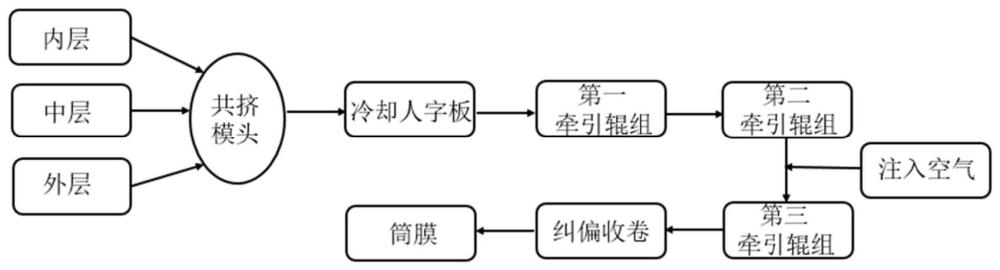
29、本发明的部分实施方案中,包括以下步骤:分别将内层、中层、外层的原料分别放入三层共挤吹膜机对应的挤出机料斗内,经过高温挤出模头后,再经水冷、人字板定型、牵引、收卷,制得所述粉液多室输液袋用膜材。
30、本发明的部分实施例中,取内层的原料,共混挤出造粒,得内层的原料混合物。
31、同法制得中层的原料混合物和外层的原料混合物。
32、将各层的原料混合物放入三层共挤吹膜机对应的挤出机料斗内,共挤吹膜。
33、本发明的部分实施方案中,内层的挤出温度为180-220℃,中层挤出温度为170-200℃,外层挤出温度为180-220℃,模头温度为190-210℃。
34、本发明的部分实施例中,经人字板定型后的膜材依次经三组牵引辊牵引,在第二牵引辊组末端与第三牵引辊组前端之间的膜体内充入洁净空气。
35、优选地,每米长度的膜体中洁净空气注入量为1000~5000cm3/m;优选为1500~4500cm3/m。
36、所述洁净空气的洁净度与输液剂的洁净度要求相匹配,优选地,洁净空气的洁净度为10000级。
37、本发明的部分实施例中,第二牵引辊组末端与第三牵引辊组起始端膜体长度为1-3m,优选为1.5m。
38、本发明的部分实施例中,第二牵引辊组末端与第三牵引辊组起始端膜体的宽度为200-300mm,优选为240-250mm
39、本发明的部分实施例中,收卷参数为:第三牵引辊张力为3-8kg,膜卷表面张力为1-5kg,膜卷中心张力为1-5kg,膜卷锥度为50-80%;
40、优选地,第三牵引辊张力为3-5kg,膜卷表面张力为1.5-3kg,膜卷中心张力为1.5-3kg,膜卷张力锥度为50-70%。
41、本发明还提供了的上述膜材制成的输液袋;优选地,所述输液袋为粉液多室输液袋。
42、输液袋的制备方法为现有技术,将膜材剪切、封口、焊接后,即得。
43、与现有技术相比,本发明具有以下有益效果:
44、本发明的粉液多室袋输液膜材层间相容性好,焊接性能优异,成膜性好,透明度高,经过灭菌后内层不粘连,灌装开袋效果极佳。
45、本发明粉液多室袋输液袋的内层膜材具有析出物少,对多种药物的相容性良好、耐受温度较高且吸附性低的特点。本发明的内层膜材选用的两类材料,其共混相容性良好,混合均匀,成膜后膜材内部不存在自粘性,可同时满足药物相容性及灭菌要求。
46、本发明的在制备过程中,在膜体内部保留少量均匀分布的空气,经过灭菌后内层不粘连,灌装开袋效果极佳,可稳定达到98%以上。
47、本发明提供的膜材的生产成本及原料成本均较低,具有广阔的工业应用前景。
本文地址:https://www.jishuxx.com/zhuanli/20240802/236503.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表