一种低损耗印刷制品生产工艺的制作方法
- 国知局
- 2024-08-05 11:42:03
本发明属于印刷,具体涉及一种低损耗印刷制品生产工艺。
背景技术:
1、随着环保意识的提高和资源的有限性,传统的高损耗印刷方法已经不能满足现代社会的需求。随着信息技术的快速发展和数字化时代的到来,印刷行业面临着前所未有的挑战和机遇。传统的印刷技术虽然在大规模生产和复制方面具有优势,但在个性化定制、生产效率、环境影响和成本控制方面逐渐显示出局限性。在传统的印刷制品生产过程中,损耗是一个普遍存在的问题,它不仅包括原材料的损耗,还涉及到能源消耗、生产效率的降低以及环境污染等多个方面。损耗的发生不仅增加了生产成本,降低了企业的盈利能力,还对环境造成了不利影响。因此,开发一种低损耗、高效率的印刷方法对于降低成本、提高产品质量和保护环境具有重要意义。
技术实现思路
1、针对上述问题,本发明提出了一种低损耗印刷制品生产工艺,旨在通过优化原材料选择、设计、制版、印刷过程控制、后处理以及质量检验等关键步骤,实现在保证印刷质量的同时显著降低材料损耗,提高生产效率,减少环境污染,并降低生产成本。本发明不仅能够满足市场对个性化印刷品的需求,还能够提高企业的市场竞争力和可持续发展能力,本发明的技术方案如下:一种低损耗印刷制品生产工艺,所述工艺包括以下步骤:
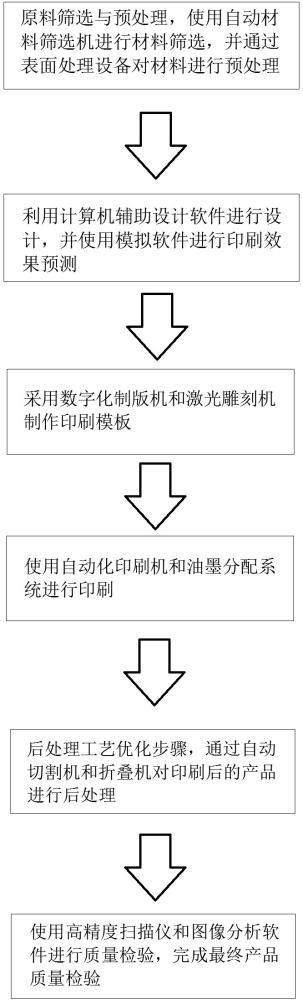
2、步骤一:原料筛选与预处理,使用自动材料筛选机进行材料筛选,并通过表面处理设备对材料进行预处理;
3、步骤二:利用计算机辅助设计软件进行设计,并使用模拟软件进行印刷效果预测;
4、步骤三:采用数字化制版机和激光雕刻机制作印刷模板;
5、步骤四:使用自动化印刷机和油墨分配系统进行印刷;
6、步骤五:后处理工艺优化步骤,通过自动切割机和折叠机对印刷后的产品进行后处理;
7、步骤六:使用高精度扫描仪和图像分析软件进行质量检验,完成最终产品质量检验。
8、基于上述技术方案,其中所述自动材料筛选机具备自动剔除不合格材料的功能,其中所述模拟软件能够模拟至少三种不同环境条件下的印刷效果;其中所述数字化制版机具备自动校正模板对位的功能;其中所述自动化印刷机具备自动调节油墨粘度和干燥速度的功能;其中所述自动切割机和折叠机能够根据预设参数自动调整切割和折叠尺寸;其中所述图像分析软件能够自动记录和分析产品质量数据,生成质量报告。
9、作为本发明的一种改进,所述步骤一中,其中材料厚度检测精度为±1微米,表面处理涂层均匀度为±2微米。
10、作为本发明的一种改进,所述步骤二中,其中设计软件分辨率不低于300dpi,模拟软件计算精度达到材料特性的95%预测准确率。
11、作为本发明的一种改进,所述步骤三中,其中制版精度达到±5微米,激光雕刻分辨率不低于1000dpi。
12、作为本发明的一种改进,所述步骤四中,其中印刷机速度控制在5000张/小时,油墨分配系统精度为±1克/平方米。
13、作为本发明的一种改进,所述步骤五中,其中切割精度为±0.1毫米,折叠精度为±0.5毫米。
14、作为本发明的一种改进,所述步骤六中,其中扫描分辨率不低于600dpi,通过图像分析软件识别色差小于δe 2的色彩偏差。
15、作为本发明的一种改进,所述步骤五中,后处理工艺包括干燥与冷却步骤,通过滚筒式干燥机或红外干燥隧道对产品进行初步干燥,温度控制在80-100℃,传送带速度根据印刷材料和油墨类型调整,为10-20米/分钟;通过冷却辊或冷却隧道对产品进行冷却定型,温度维持在室温至25℃,确保印刷品在后续加工前充分冷却。
16、基于上述技术方案,后处理是印刷工艺中至关重要的一环,它直接影响到最终产品的质量和外观。
17、作为本发明的一种改进,所述步骤五中,后处理工艺还包括切割与折叠成型步骤,通过电脑数控切割机或激光切割机对产品进行切割,切割精度控制在±0.1毫米以内,根据产品尺寸要求调整切割速度,在1-5米/分钟,切割完成后对产品进行折叠成型,折叠精度控制在±0.5毫米以内,根据产品设计要求调整折叠角度和压力,折叠速度在80-200次/分钟。
18、作为本发明的一种改进,所述步骤五中,后处理工艺还包括打孔压痕与粘合步骤,采用打孔机对折叠后的产品进行打孔压痕,打孔速度在200-500次/分钟,再通过热熔胶贴合机进行贴合操作,其中胶水或热熔胶的温度控制在150-180℃,粘合压力根据材料类型调整,在2-5千克/平方厘米。
19、相对于现有技术,本发明的有益效果为:本发明提供了一种低损耗印刷制品生产方法,通过优化原材料选择、设计、制版、印刷过程控制、后处理以及质量检验等关键步骤,实现了在保证印刷质量的同时显著降低材料损耗,后处理阶段是印刷工艺中至关重要的环节,它确保了印刷品的最终质量和功能性,自动化后处理设备可以显著提高生产速度和一致性,减少人工操作的错误和时间成本,通过优化后处理流程,减少废品和返工,降低材料浪费,提高资源利用率,本发明的低损耗印刷制品生产方法能够有效减少材料损耗,提高生产效率和产品质量,符合现代社会对环保和资源节约的要求。
技术特征:1.一种低损耗印刷制品生产工艺,其特征在于,所述工艺包括以下步骤:
2.根据权利要求1所述的一种低损耗印刷制品生产工艺,其特征在于,所述步骤一中,其中材料厚度检测精度为±1微米,表面处理涂层均匀度为±2微米。
3.根据权利要求1所述的一种低损耗印刷制品生产工艺,其特征在于,所述步骤二中,其中设计软件分辨率不低于300dpi,模拟软件计算精度达到材料特性的95%预测准确率。
4.根据权利要求1所述的一种低损耗印刷制品生产工艺,其特征在于,所述步骤三中,其中制版精度达到±5微米,激光雕刻分辨率不低于1000dpi。
5.根据权利要求1所述的一种低损耗印刷制品生产工艺,其特征在于,所述步骤四中,其中印刷机速度控制在5000张/小时,油墨分配系统精度为±1克/平方米。
6.根据权利要求1所述的一种低损耗印刷制品生产工艺,其特征在于,所述步骤五中,其中切割精度为±0.1毫米,折叠精度为±0.5毫米。
7.根据权利要求1所述的一种低损耗印刷制品生产工艺,其特征在于,所述步骤六中,其中扫描分辨率不低于600dpi,通过图像分析软件识别色差小于δe 2的色彩偏差。
8.根据权利要求1所述的一种低损耗印刷制品生产工艺,其特征在于,所述步骤五中,后处理工艺包括干燥与冷却步骤,通过滚筒式干燥机或红外干燥隧道对产品进行初步干燥,温度控制在80-100℃,传送带速度根据印刷材料和油墨类型调整,为10-20米/分钟;通过冷却辊或冷却隧道对产品进行冷却定型,温度维持在室温至25℃,确保印刷品在后续加工前充分冷却。
9.根据权利要求1所述的一种低损耗印刷制品生产工艺,其特征在于,所述步骤五中,后处理工艺还包括切割与折叠成型步骤,通过电脑数控切割机或激光切割机对产品进行切割,切割精度控制在±0.1毫米以内,根据产品尺寸要求调整切割速度,在1-5米/分钟,切割完成后对产品进行折叠成型,折叠精度控制在±0.5毫米以内,根据产品设计要求调整折叠角度和压力,折叠速度在80-200次/分钟。
10.根据权利要求1所述的一种低损耗印刷制品生产工艺,其特征在于,所述步骤五中,后处理工艺还包括打孔压痕与粘合步骤,采用打孔机对折叠后的产品进行打孔压痕,打孔速度在200-500次/分钟,再通过热熔胶贴合机进行贴合操作,其中胶水或热熔胶的温度控制在150-180℃,粘合压力根据材料类型调整,在2-5千克/平方厘米。
技术总结本发明公开了一种低损耗印刷制品生产工艺,包括原料筛选与预处理,使用自动材料筛选机进行材料筛选,并通过表面处理设备对材料进行预处理;利用计算机辅助设计软件进行设计,并使用模拟软件进行印刷效果预测;采用数字化制版机和激光雕刻机制作印刷模板;使用自动化印刷机和油墨分配系统进行印刷;后处理工艺优化步骤,通过自动切割机和折叠机对印刷后的产品进行后处理;使用高精度扫描仪和图像分析软件进行质量检验,完成最终产品质量检验,本发明通过优化原材料选择、设计、制版、印刷过程控制、后处理以及质量检验等关键步骤,实现了在保证印刷质量的同时显著降低材料损耗,确保了印刷品的最终质量和功能性。技术研发人员:吴克美受保护的技术使用者:江苏鑫汇金印刷有限公司技术研发日:技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/258895.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表