一种基于剪管设备的剪管自动化控制方法、系统及设备与流程
- 国知局
- 2024-08-05 11:50:05
本技术涉及剪管设备控制,尤其涉及一种基于剪管设备的剪管自动化控制方法、系统及设备。
背景技术:
1、储液器是压缩机的重要部件,起到贮藏、气液分离、过滤、消音和制冷剂缓冲的作用。它是由筒体、进气管、出气管、滤网等零部件组成,其中筒体是支持储液器功能的关键部件,筒体本身是经剪管处理后的钢管,储液器寿命与筒体加工处理的质量息息相关。
2、随着科技的发展,筒体由原来的人工操作剪管变为机械化自动剪管,但是整个过程仍离不开人工。如检查剪管处理后的钢管是否合格并对整体剪管流水线进行相关参数调整等。
3、当前人工对钢管进行检测容易出现漏检、误检的问题,且人工成本较高,检测结果过度依赖个人检测的熟练度及能力,检测效率比较低下,容易给后续工作流程带来不必要的功耗。同时,人工根据检测结果进行流水线的调整及规划,可能出现过分主观的问题,无法实现节能、高效且智能地钢管自动化生产工作。
技术实现思路
1、本技术实施例提供了一种基于剪管设备的剪管自动化控制方法、系统及设备,用于解决目前剪切钢管生产流程过分依赖人工,容易带来不必要地功耗,难以节能、高效且智能地完成钢管生产的问题。
2、一方面,本技术实施例提供了一种基于剪管设备的剪管自动化控制方法,所述方法应用于包括剪切储液器钢管的数控剪管机的流水线控制系统,所述方法包括:
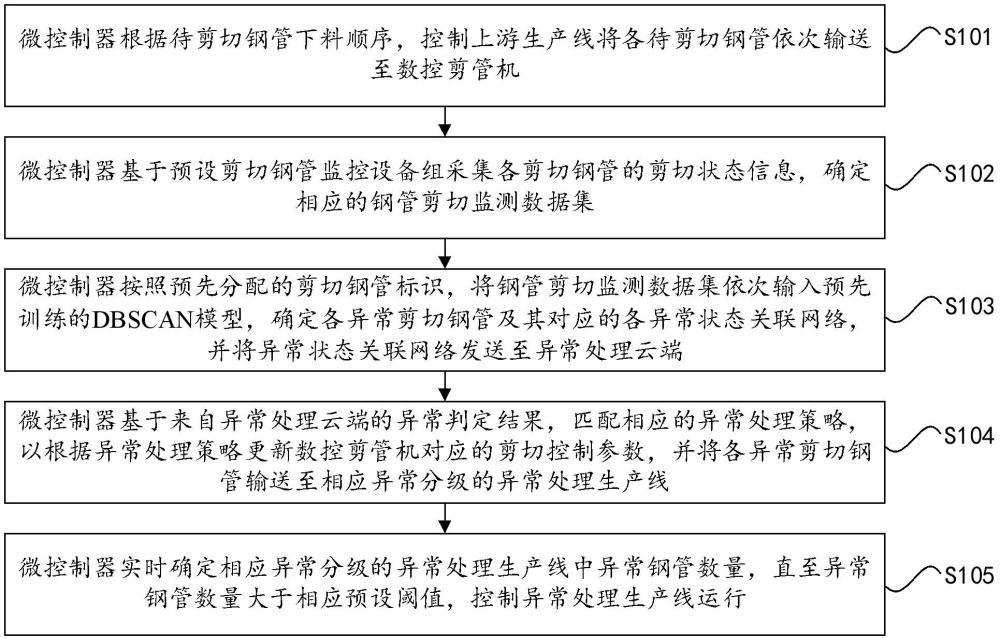
3、根据待剪切钢管下料顺序,控制上游生产线将各待剪切钢管依次输送至数控剪管机;其中,所述待剪切钢管下料顺序基于对用户实时下发的生产订单分析得到;
4、基于预设剪切钢管监控设备组采集各剪切钢管的剪切状态信息,确定相应的钢管剪切监测数据集;所述预设剪切钢管监控设备组包括多个不同类型的剪切钢管监控设备;
5、按照预先分配的剪切钢管标识,将所述钢管剪切监测数据集依次输入预先训练的dbscan模型,确定各异常剪切钢管及其对应的各异常状态关联网络,并将所述异常状态关联网络发送至异常处理云端;其中,所述异常状态关联网络至少包括若干异常剪切钢管节点、异常状态节点之间的关联关系;所述关联关系包括节点之间的关联程度;
6、基于来自所述异常处理云端的异常判定结果,匹配相应的异常处理策略,以根据所述异常处理策略更新所述数控剪管机对应的剪切控制参数,并将各所述异常剪切钢管输送至相应异常分级的异常处理生产线;
7、实时确定相应所述异常分级的异常处理生产线中异常钢管数量,直至所述异常钢管数量大于相应预设阈值,控制所述异常处理生产线运行。
8、在本技术的一种实现方式中,根据待剪切钢管下料顺序,控制上游生产线将各待剪切钢管依次输送至数控剪管机之前,所述方法还包括:
9、获取来自用户终端的所述生产订单;所述生产订单至少包括钢管生产规格、钢管生产数量、生产周期;所述钢管生产规格包括钢管轴向长度、钢管径向长度、钢管管壁厚度;
10、将所述生产订单及当前物料资源输入预设节能生产计划模型,以通过模拟退火算法对以能耗最低且废料最少为目标函数组的所述节能生产计划模型进行求解,得到所述待剪切钢管下料顺序。
11、在本技术的一种实现方式中,所述数控剪管机剪切操作后的剪切钢管沿轴向放置于下游生产线的v形钢管承载腔,所述v形钢管承载腔的侧壁设置有振动发生器,以使所述剪切钢管振动;所述下游生产线的多个振动触发输送节点分别设置有位于所述剪切钢管上方、沿所述剪切钢管轴向排列的多个挤压件,各所述挤压件表面设置振动传感器,以在所述剪切钢管抵达所述振动触发输送节点时向所述剪切钢管施加压力及获取相应的振动信号;
12、基于预设剪切钢管监控设备组采集各剪切钢管的剪切状态信息,确定相应的钢管剪切监测数据集,具体包括:
13、按照剪切工序,获取所述数控剪管机的剪切参数、来自设置于所述下游生产线的图像采集设备的剪切面图像、来自多个所述振动传感器的振动信号矩阵;其中,所述剪切参数至少包括剪切力、温度、剪切速度;所述振动信号矩阵包括不同振动频率下,按照预设规则分组的各剪切钢管的振动信号;
14、将同一所述剪切钢管对应的所述剪切参数、所述剪切面图像的像素信息及所述振动信号矩阵,添加至相应的所述钢管剪切监测数据集。
15、在本技术的一种实现方式中,将所述振动信号矩阵,添加至相应的所述钢管剪切监测数据集之前,所述方法还包括:
16、将所述振动信号矩阵中同一剪切钢管分组对应的各所述振动信号,输入信号去噪公式,以得到去噪后的所述振动信号矩阵;
17、所述信号去噪公式如下:
18、
19、其中,为时刻所述剪切钢管分组中第一剪切钢管去噪后的振动信号,为时刻所述第一剪切钢管的振动信号,为所述剪切钢管分组去除所述第一剪切钢管后第二剪切钢管数量,为第个第二剪切钢管对应的所述振动传感器的预设检测权重,为时刻第个第二剪切钢管对应的振动信号,为与在预设时间窗口内的平均协方差,为预设正则化项,为在所述预设时间窗口内的平均方差。
20、在本技术的一种实现方式中,按照预先分配的剪切钢管标识,将所述钢管剪切监测数据集依次输入预先训练的dbscan模型,确定各异常剪切钢管及其对应的各异常状态关联网络,具体包括:
21、将各所述剪切钢管标识对应的所述钢管剪切监测数据集输入预先训练的所述dbscan模型;
22、通过所述dbscan模型,对各所述钢管剪切监测数据集进行聚类,以得到多个聚类簇;
23、在所述聚类簇的密度小于预设密度阈值的情况下,将相应的所述聚类簇作为异常簇,并将所述异常簇内所述钢管剪切监测数据集对应的所述剪切钢管作为所述异常剪切钢管;
24、根据所述异常剪切钢管及其对应的所述钢管剪切监测数据集,构建若干异常剪切钢管节点及异常状态节点,作为网络节点;其中,所述异常状态节点包括以下异常状态类型:剪切速度异常、剪切力异常、温度异常;
25、确定各所述网络节点两两之间的相似度,并在所述相似度大于相似度阈值时,构建两个所述网络节点之间的节点边;
26、根据各所述节点边分别对应的所述相似度,匹配相应的节点权重;
27、根据各所述网络节点、所述节点边及所述节点权重,构建所述异常状态关联网络。
28、在本技术的一种实现方式中,所述方法还包括:
29、确定各所述异常簇分别对应的异常状态类型;
30、在所述异常簇的所述异常状态类型与预设异常状态类型列表不匹配的情况下,确定所述异常簇对应的各所述钢管剪切监测数据集;
31、将各所述钢管剪切监测数据集输入异常价值评估模型,确定相应的所述异常状态类型的异常价值度;
32、在所述异常价值度大于预定值的情况下,将各所述钢管剪切监测数据集作为训练样本,对所述dbscan模型进行训练,以更新所述dbscan模型的邻域半径和最少点数目,并根据更新后的所述dbscan模型更新所述异常状态关联网络。
33、在本技术的一种实现方式中,基于来自所述异常处理云端的异常判定结果,匹配相应的异常处理策略,以根据所述异常处理策略更新所述数控剪管机对应的剪切控制参数,具体包括:
34、通过所述异常处理云端中预置图神经网络模型对所述异常状态关联网络分析,确定各所述异常剪切钢管分别对应的异常类别及相应的异常分级,得到所述异常判定结果;
35、将所述异常判定结果与异常处理策略库进行匹配,以根据匹配结果确定相应的所述异常处理策略;所述异常处理策略至少包括:调整剪切速度、调整剪切力、暂停设备;
36、根据所述异常处理策略,更新所述数控剪管机对应的所述剪切控制参数。
37、在本技术的一种实现方式中,实时确定相应所述异常分级的异常处理生产线中异常钢管数量,直至所述异常钢管数量大于相应预设阈值,控制所述异常处理生产线运行,具体包括:
38、分别累计各所述异常分级的所述异常处理生产线中的所述异常钢管数量;
39、根据预设局部特征筛选时段,确定相应的所述异常钢管数量的增长曲线,以根据所述增长曲线匹配预设自适应阈值列表中所述预设阈值;所述预设自适应阈值列表至少包括所述增长曲线与所述预设阈值的映射关系;
40、将所述异常钢管数量与所述预设阈值进行比对,以在比对结果为所述异常钢管数量大于所述预设阈值的情况下,控制所述异常处理生产线运行,对所述异常剪切钢管进行处理。
41、另一方面,本技术实施例还提供了一种基于剪管设备的剪管自动化控制系统,所述系统包括:
42、控制模块,用于根据待剪切钢管下料顺序,控制上游生产线将各待剪切钢管依次输送至数控剪管机;其中,所述待剪切钢管下料顺序基于对用户实时下发的生产订单分析得到;
43、第一确定模块,用于基于预设剪切钢管监控设备组采集各剪切钢管的剪切状态信息,确定相应的钢管剪切监测数据集;所述预设剪切钢管监控设备组包括多个不同类型的剪切钢管监控设备;
44、输入模块,用于按照预先分配的剪切钢管标识,将所述钢管剪切监测数据集依次输入预先训练的dbscan模型,确定各异常剪切钢管及其对应的各异常状态关联网络,并将所述异常状态关联网络发送至异常处理云端;其中,所述异常状态关联网络至少包括若干异常剪切钢管节点、异常状态节点之间的关联关系;所述关联关系包括节点之间的关联程度;
45、匹配模块,用于基于来自所述异常处理云端的异常判定结果,匹配相应的异常处理策略,以根据所述异常处理策略更新所述数控剪管机对应的剪切控制参数,并将各所述异常剪切钢管输送至相应异常分级的异常处理生产线;
46、第二确定模块,用于实时确定相应所述异常分级的异常处理生产线中异常钢管数量,直至所述异常钢管数量大于相应预设阈值,控制所述异常处理生产线运行。
47、再一方面,本技术实施例还提供了一种基于剪管设备的剪管自动化控制设备,所述设备包括:
48、至少一个处理器;以及,与所述至少一个处理器通信连接的存储器;其中,所述存储器存储有可被所述至少一个处理器执行的指令,所述指令被所述至少一个处理器执行,以使所述至少一个处理器能够:
49、根据待剪切钢管下料顺序,控制上游生产线将各待剪切钢管依次输送至数控剪管机;其中,所述待剪切钢管下料顺序基于对用户实时下发的生产订单分析得到;
50、基于预设剪切钢管监控设备组采集各剪切钢管的剪切状态信息,确定相应的钢管剪切监测数据集;所述预设剪切钢管监控设备组包括多个不同类型的剪切钢管监控设备;
51、按照预先分配的剪切钢管标识,将所述钢管剪切监测数据集依次输入预先训练的dbscan模型,确定各异常剪切钢管及其对应的各异常状态关联网络,并将所述异常状态关联网络发送至异常处理云端;其中,所述异常状态关联网络至少包括若干异常剪切钢管节点、异常状态节点之间的关联关系;所述关联关系包括节点之间的关联程度;
52、基于来自所述异常处理云端的异常判定结果,匹配相应的异常处理策略,以根据所述异常处理策略更新所述数控剪管机对应的剪切控制参数,并将各所述异常剪切钢管输送至相应异常分级的异常处理生产线;
53、实时确定相应所述异常分级的异常处理生产线中异常钢管数量,直至所述异常钢管数量大于相应预设阈值,控制所述异常处理生产线运行。
54、本技术与现有技术相比,其显著效果如下:
55、通过上述方案,本技术可以实现控制自动化地剪管流水线控制系统,高效地进行剪管,并多方面地采集剪切钢管的剪切状态信息,对剪切钢管进行异常状态地精确分析。同时,根据分析结果及时修正剪切控制参数,并智能且节能地对异常钢管进行处理。无需投入过多人工成本,减少不必要地功耗,实现节能、高效且智能地完成钢管生产。
本文地址:https://www.jishuxx.com/zhuanli/20240802/259673.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表