一种电解槽阳极结构铝钢感应摩擦耦合连接的方法与应用
- 国知局
- 2024-08-05 12:09:06
本发明属于电解槽阳极结构制作工艺,具体涉及一种电解槽阳极结构铝钢感应摩擦耦合连接的方法与应用。
背景技术:
1、铝钢异种材料的连接在汽车工业、航空航天、电解铝工业等领域都有着广泛的应用。因此,在过去的几十年里,为了实现高质量的铝钢异种材料连接,许多学者进行了大量的研究工作。铝钢异种连接技术是实现车身轻量化、航空航天轻量化的关键技术,也是在电解铝行业中阳极钢爪和铝导杆连接的关键技术。然而如何提升焊缝的力学性能并且能满足不同形状待焊接表面的高质量连接是铝钢异种连接技术的关键。
2、专利cn1149055051a提供了一种预置中间层提高异种金属接头强度是激光熔钎焊方法,该方法降低了金属间化合物的厚度,拉伸强度达到136.7n/mm,相比未添加中间层提高了17.1%。但对接焊难度高,焊接效率低,不适于铝钢大件批量的焊接。专利cn116926629a所述采用钢铝复合片包括紧密复合在一起的钢片和铝片,钢片包括固定连接的钢横向结合部和钢爪结合部,铝片包括固定连接的铝横向结合部和铝导杆结合部,该发明使钢铝连接结构和阳极钢爪之间具有较高的连接强度,而且极大降低了两者之间的电阻和接触压降,但阳极钢爪和铝导杆结构变得复杂,无形中提高了施工难度,增加了成本,降低了生产效率。专利cn105033475a是一种用于铝钢材料对接的钢侧高频感应加热的搅拌摩擦焊方法。该方法提高接头质量,适用于大批量生产加工,但无法实现圆形口、方形口等不同形状的待焊接表面的对接焊。
3、基于此,提供一种电解槽阳极结构铝钢连接的新方法,简化焊接步骤并满足不同形状待焊接表面的对接需求,在实现钢爪与铝导杆高效快速连接的同时,确保接头的连接强度和导电性能,是亟需解决的技术问题。
技术实现思路
1、本发明的目的之一在于提供一种操作简单、效率高、能够满足不同形状待焊接表面对接需求的电解槽阳极结构铝钢感应摩擦耦合连接的方法。
2、本发明的目的之二在于提供一种接头连接强度高、导电性能好的电解槽阳极结构。
3、本发明实现目的之一采用的技术方案是:提供一种电解槽阳极结构铝钢感应摩擦耦合连接的方法,包括以下步骤:
4、s1、对钢爪和铝导杆的待焊表面进行预处理;
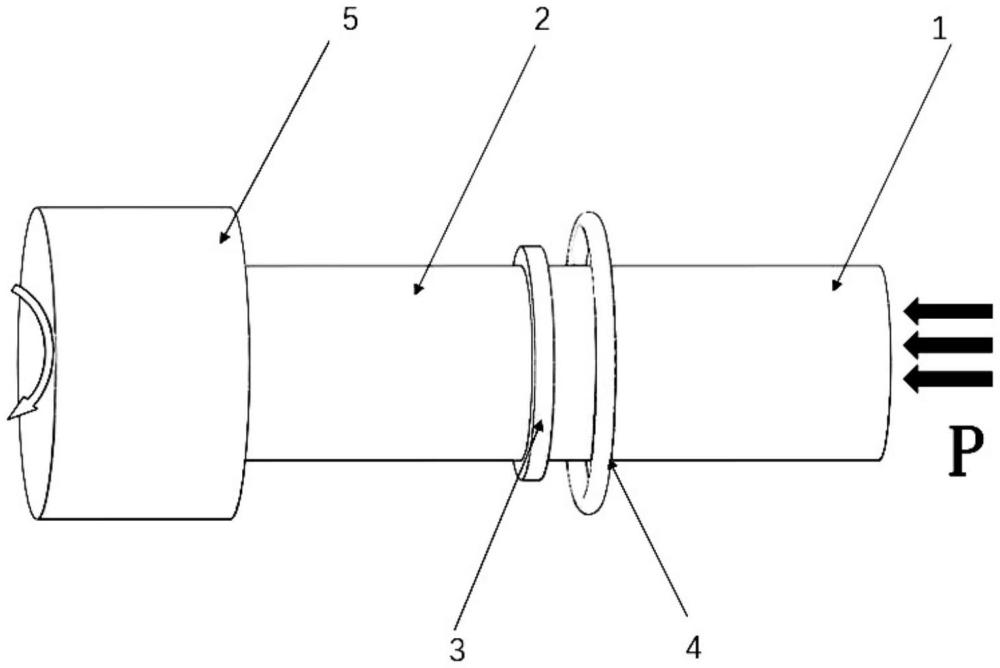
5、s2、将钢爪和铝导杆分别夹持在惯性摩擦焊接设备的进给侧和旋转侧,使钢爪和铝导杆的待焊表面对其并留有间隙,在所述间隙内填充钎料;
6、s3、开启钢爪凸台周围的高频电磁感应加热线圈的电源,待钢爪凸台预热至指定温度后,开启惯性摩擦焊接设备的电源,在旋转侧控制铝导杆高速转动的同时,进给侧对钢爪施加朝向待焊表面的轴向压力,钢爪和铝导杆在高频感应加热和惯性摩擦的共同作用下实现耦合连接;
7、s4、关闭高频电磁感应加热线圈和惯性摩擦焊接设备的电源,对焊接得到的电解槽阳极结构进行冷却保压和焊后处理。
8、本发明的总体思路及发明原理如下:
9、本发明针对现有的电解槽阳极结构铝钢连接存在的问题,提供了一种高频电磁感应与惯性摩擦相结合的耦合连接方法,该方法具有以下优势:首先,利用高频电磁感应加热线圈对钢爪凸台进行加热,预热整个待焊表面,降低铝在钢母材上的表面张力,提高铝的润湿性和扩散性,从而提高焊接效率;其次,待焊接界面经充分浸润和扩散的铝在惯性摩擦焊接的过程中,与钢析出的合金更好的结合,降低金属间化合物(imcs)的厚度,提高焊接接头的综合质量;最后,高频电磁感应的感应加热伴随整个惯性摩擦焊接的过程,在感应热和惯性摩擦的共同作用下,热输入和焊接效率明显提升;高频电磁感应持续提供感应热,能够确保待焊接部位升温迅速,缩短imcs的生长时间,imcs更薄,进而具有更好的导电性能和力学性能,确保焊接接头的综合质量。
10、进一步地,常规的电解槽阳极结构铝钢焊剂通常需要借助外部模具,对于铝钢待焊表面形状不一致的异型构件,存在焊接困难的问题。本发明提供的高频电磁感应与惯性摩擦相结合的耦合连接方法,不需要外部模具的夹持,直接利用惯性摩擦焊接设备的进给侧提供的轴向压力和旋转侧的旋转作用力即实现耦合连接,对于不同截面形状的待焊接部位(如圆形、正方形、多边形等)具有普遍的适用性。
11、进一步地,步骤s1中,所述预处理包括:车削加工去除金属表面的氧化膜并使表面平整,利用溶剂清洗擦拭待焊表面,去除油污和灰尘。优选地,所述溶剂为丙酮。
12、进一步地,步骤s2中,所述间隙为2-4mm。由于本发明的耦合连接不需要借助外设的焊接模具,因此仅需设置较小的焊接间隙,确保钎料能够填充在其中即可。优选地,所述钎料呈片状。
13、进一步地,步骤s2中,所述钎料选自铝硅基合金钎料。该钎料中的硅元素也可以起到抑制imcs的生长的作用,钎料在高温和旋转摩擦的作用下,能够自动融入铝钢接头的待焊接表面,并扩散在铝钢接头的组织中,起到连接和强化的作用。
14、优选地,步骤s2中,所述钎料的成分按重量百分数计,硅为11%-13%、铜为5.8%-6.8%、镁为0.1%-0.2%、锌为0.2%-0.3%、锰为0.1%、铁为0.8%-1.2%,其余均为铝。
15、进一步地,步骤s3中,高频电磁感应加热线圈的工作参数包括:感应电流100-120a,感应功率为30-50kw。
16、进一步地,步骤s3中,钢爪预热的指定温度为800-900℃,预热时间为10-15s。
17、进一步地,步骤s3中,在本发明中,旋转侧的转速越高,铝钢接头的热输入也越高,经研究发现1100-1200rpm是更适宜本发明耦合连接的转速,当转速低于该范围,铝钢接头的热输入不足,焊接效率低,且imcs生长,导致接头的质量下降;而当转速高于该范围,铝钢接头的热输入过高,不仅对电能消耗大,还可能导致铝导杆的熔化,影响摩擦焊接的质量。
18、进一步地,进给侧的摩擦压力也需要根据旋转侧的转速进行调整,在旋转侧的转速为1100-1200rpm的前提下,控制进给侧的摩擦压力为160-190mpa,进给速度与旋转的转速相匹配,不仅能够确保摩擦焊接的充分进行,促进接头组织al和fe的相互扩散,而且能够限制imcs生长,提高接头的冶金结合质量。
19、进一步地,步骤s4中,冷却保压和焊后处理包括:旋转侧的飞轮停止转动后,保持压力时间8-12s后卸载压力,待焊缝冷却后清理焊渣,再根据平整度要求对焊接接头进行打磨处理。
20、本发明实现目的之二采用的技术方案是:提供一种电解槽阳极结构,包括钢爪和铝导杆,所述钢爪和铝导杆采用根据本发明目的之一所述的方法实现耦合连接。
21、本发明制得的电解槽阳极结构,钢爪与铝导杆之间具有较高的连接强度。剪切强度为102-112mpa,拉伸强度为122-133mpa。此外,本发明的电解槽阳极结构采用高频电磁感应与惯性摩擦相结合的方式,运用感应加热方式进行预热处理,提升铝的湿润性和扩散性,在摩擦焊接时能够更好的冶金结合,提高焊接接头的综合质量。与常规单独使用摩擦焊接相比,钢爪一侧升温更迅速、缩短了整体焊接时间,imcs生长时间更短,imcs更薄,对导电性能的影响更小,因此还具备更优良的导电性能。
22、与现有技术相比,本发明的有益效果为:
23、(1)本发明提供的一种电解槽阳极结构铝钢感应摩擦耦合连接的方法,具有适应范围广、生产成本低等优势。该方法相比传统焊接过程简化了焊接过程,操作简便,焊接效率高,对形状复杂接触面的铝钢连接也有广泛的适应性。
24、(2)本发明制得的电解槽阳极结构,具有连接强度高、耐腐蚀性好等优势,采用感应加热与惯性摩擦耦合焊接相结合的方法,形成的金属间化合物厚度较小,不仅接头强度高,而且具备良好的导电性能。
本文地址:https://www.jishuxx.com/zhuanli/20240802/261277.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表