一种提高材料流动性的搅拌针及搅拌头
- 国知局
- 2024-08-05 12:04:45
本发明涉及搅拌摩擦焊接,尤其是涉及一种提高材料流动性的搅拌针及搅拌头。
背景技术:
1、搅拌摩擦焊是一种新型的固相连接技术,由于其具有无需焊条焊丝、适用多种材料的连接、热影响范围小、焊接质量佳等优良特点,被广泛应用于航空航天、船舶汽车制造、医疗器械等领域。搅拌摩擦焊接工具主要包括搅拌针、轴肩和夹持段等,可以是一体式或者组装式。搅拌摩擦焊接技术通过搅拌头高速旋转,然后缓慢压入被焊材料,接着沿被焊材料的焊缝轨迹移动,搅拌针与被焊材料做高速高压高温相对摩擦运动,使被焊材料连续地摩擦生热,连续地发生塑性变形,焊后区域的缝隙消除,两边材料实现无缝连接。
2、以单个焊接区域介绍,局部材料刚开始焊接时温度快速升高,焊接后温度快速下降,相应地使得材料由固相静止到塑性流动,然后又恢复固相静止状态,而焊后区域就是在材料塑性流动阶段所成型的,这就使得焊后区域产生很多可能的形态和缺陷。目前搅拌摩擦焊接存在一些问题,主要包括:1.存在边缘飞边和起皮:焊后区域边缘由于材料飞溅溢出而产生飞边、起皮等现象,过于严重的飞边和起皮不仅影响美观,还会增加后期处理的难度,降低了焊接效率,减少了材料利用率;2.存在表面凸起:由于搅拌摩擦焊接中的材料塑性流动的流动性不足,流体中的剪切力太大导致塑性流动材料冷却和静止下来的时候,不能与周围材料较好的融合,进而导致焊后区域的中间凸起严重,粗糙度过大,严重影响焊接表面质量和焊接效果。鱼鳞纹是搅拌摩擦焊接中比较常见的焊后区域表面形貌;3.存在表面破损:由于搅拌摩擦焊接中的材料塑性流动的流动性不足,导致塑性流动材料冷却和静止下来时,在与周围材料沾粘、拉伸和挤压的过程中的剪切力太大,材料被拉扯,进而产生破损,以凹坑的形式呈现;4.残余应力太大:由于搅拌摩擦焊接中的材料塑性流动的流动性不足,塑性流动的材料内部剪切力太大,从焊核区到材料表面,材料从塑性流动到固相静止的速度太快,从而在纵向和横向材料间的残余应力太大,影响焊接材料的力学性能。
3、由此可见,材料的流动性对焊接质量的影响不言而喻,而材料的流动性与搅拌头转动速度、焊接温度和被焊接材料种类等因素有关,又与搅拌摩擦焊接工具的各部分结构特点密切相关。其中,温度是最主要最直接的影响因素,在一定范围内,焊接温度越高,材料塑性流动的流动性越强;焊接温度越低,材料塑性流动的流动性越弱。此外,焊接温度的影响因素有下压量、搅拌头转速和搅拌头轴肩面及以下部分与材料的接触面积等。在其他条件相同的情况下,搅拌摩擦焊接工具搅拌针及轴肩部分的结构决定了与材料摩擦接触的剧烈程度,从而影响焊接过程中搅拌摩擦焊接工具的热力强度、材料的塑性流动性,进而影响焊后表面质量等。
4、搅拌摩擦焊接头作为搅拌摩擦焊接中的核心部件,目前正在被广泛研究和开发,主要集中在材料选取和结构设计等方面,但研究内容尚未达到生产需求,在改善焊接效果和质量方面,目前有必要对其进行深入的探索。
技术实现思路
1、本发明的目的是为了针对现有技术中搅拌摩擦焊接中流动性不足的问题而提供一种提高材料流动性的搅拌针及搅拌头,本发明综合利用了搅拌针侧面和端面,根据材料塑性流动特点,在搅拌针端面加工出由多种槽型结构组合而成的表面微织构,其结构简单,设计巧妙,可以提高材料流动性,同时一定程度上可以提高材料利用率。
2、本发明的目的可以通过以下技术方案来实现:
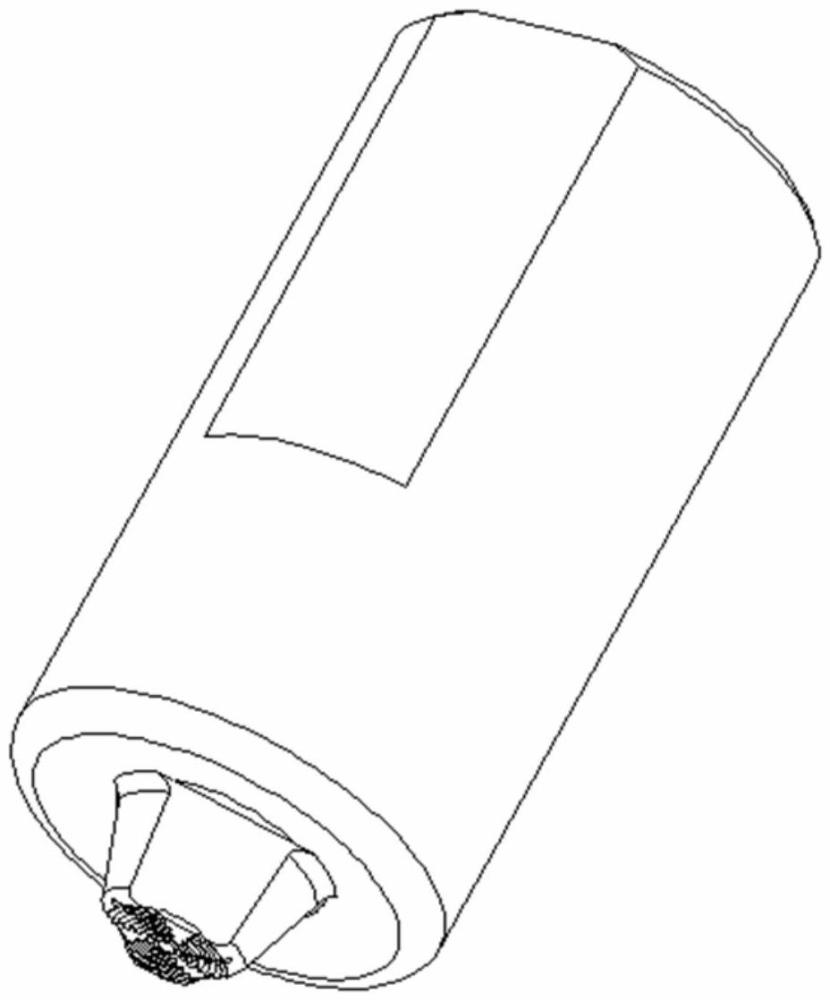
3、一种提高材料流动性的搅拌针,所述搅拌针为锥台结构,所述锥台结构的外侧面包括沿着周向间隔设置的搅拌针锥形面和搅拌针斜平面,所述锥台结构的底面为搅拌针端面,所述搅拌针端面同时与搅拌针锥形面和搅拌针斜平面相连;
4、所述搅拌针端面上设有微织构,所述微织构由圆环槽、扇形槽、流线槽和中心圆台组成,所述中心圆台设于搅拌针端面的中心,所述圆环槽以中心圆台为中心,从内到外设有多层,所述扇形槽和流线槽均与圆环槽交叉相连,多个所述扇形槽和流线槽以中心圆台为中心,沿圆周方向间隔设置,所述扇形槽的顶端与最内圈的圆环槽相通,所述扇形槽的底端与搅拌针斜平面相接,所述微织构能够有效提高焊核区的材料流动性。
5、进一步地,所述搅拌针锥形面两端设有倒角,所述倒角的圆弧半径为0.5mm,减少或避免应力集中。
6、进一步地,所述搅拌针为锥台结构,由上至下锥台的圆截面半径逐渐变小,圆截面最大半径为3.5mm~4mm,最小半径为2.5mm~3mm,上下圆弧边缘均设有倒圆角;所述搅拌针锥形面和搅拌针斜平面的母线与竖直方向的夹角α为15°~16°。
7、锥台结构设计能够促进搅拌针端面压入待焊接板材焊接区域表面下方,所述搅拌针锥形面和搅拌针斜平面与待焊接板材以斜压的形式进行相对摩擦,对塑性材料的作用力f可以分为:沿搅拌针锥形面或搅拌针斜平面的切向摩擦力ft和垂直于搅拌针锥形面或搅拌针斜平面斜向下的正压力fn。正压力fn垂直于搅拌针锥形面或搅拌针斜平面斜向下,在焊接过程中,fn使得高温的塑性材料有被斜下压的趋势,有利于扩展材料塑性流动的范围;切向摩擦力ft与搅拌针锥形面或搅拌针斜平面水平相切,由搅拌针的工作特点可知,ft是搅拌针与材料间摩擦的主要摩擦力,因此ft能够产生大量摩擦热。综合分析,正压力fn和切向摩擦力ft起到延长塑性流动的材料在焊合区流动的时间,增强材料间对流换热作用的作用,有益于提高材料的塑性流动性。
8、在搅拌针高速转动过程中,搅拌针斜平面还能够与搅拌针锥形面交替式和周期性地与材料进行挤压及相对摩擦运动,二者之间突变转角连接能够有效促进材料沿着搅拌针的切向或周向流动,相应地促进沿搅拌针侧面的切向摩擦力ft和垂直于搅拌针侧面的正压力fn的进行,搅拌针侧壁的搅拌针锥形面和搅拌针斜平面组合的结构特点,使得切向摩擦力ft和正压力fn得到加强,从而材料与搅拌针的摩擦增大,摩擦热增加。由于材料温度升高,导致材料流体内部的剪切力作用减小,使得材料成型质量更高。
9、进一步地,多个所述圆环槽、扇形槽和流线槽均关于中心圆台的圆心点中心对称,多个所述圆环槽结构一致,多个所述扇形槽结构一致,多个所述流线槽结构一致。
10、进一步地,所述圆环槽形状为圆弧状,所述圆环槽与搅拌针端面同圆心。
11、所述圆环槽表面圆滑,减少焊接过程中与塑性流动材料接触产生应力集中。根据其他各尺寸大小,合理布置圆环槽,即搅拌针端面圆半径越大,圆环槽间距越小,槽宽越小,则圆环槽的数量n越多,反之越小。同时根据搅拌针及焊接材料的材料特点,相邻圆环槽之间材料最小厚度高于最小安全厚度,保证高温高速摩擦运动下的微织构有足够强度。
12、圆环槽使得搅拌针端面有不同高度的塑性流动材料,增大了搅拌针与材料摩擦接触的面积,产生更多摩擦热,材料塑化程度更高,流体内塑性流动时剪切力减小,使得材料塑性流动性越高,流动保持时间延长,材料流体流动时内部剪切力保持在较小值范围的时间越长,给焊后材料表面成型提供更优流场和温度场。还给塑性流动的材料提供更大的流动空间,塑性流动的自由性提高,圆环槽中的材料将不断地输入到其他槽空间中。
13、进一步地,所述扇形槽的中间底部为平面结构,扇形槽中间底部的平面结构边缘处的深度小于扇形槽中间底部的平面结构顶点处的深度,即整个平面结构向内倾斜,
14、扇形槽中间底部的平面结构与水平面之间的夹角为5°~15°。
15、扇形槽水平底面的斜度,能够促进焊核区的塑性流动材料向上涌,加快材料的更替速度,同时促进材料纵向的热传递和热交流,进而促进塑性材料的流动。
16、上述更进一步地,所述扇形槽中间底部的平面结构两侧圆滑过渡到圆环槽外表面。
17、进一步地,所述扇形槽两侧的边缘曲线曲率不同,根据搅拌针工作的旋转方向,所述扇形槽转动在前的一侧曲率小于转动在后的一侧曲率。
18、根据离心运动理论可知,扇形槽转动在后的一侧对材料起到主要的挤压推动和疏流作用,其曲率大意味着长度越长,材料沿着该侧面流动的距离时间都越长,能够增大材料的离心速度,加速塑性流动材料向周围扩散,材料内部摩擦剧烈,材料本身内部摩擦热增加,塑化程度越高,流体内部剪切力减小。
19、进一步地,所述扇形槽与搅拌针斜平面的圆周阵列数量相等,所述搅拌针斜平面与扇形槽相接的两侧宽度大于扇形槽两侧的最大宽度,所述扇形槽的底端位于搅拌针斜平面的中间。
20、扇形槽圆周阵列数量n取决于扇形槽尺寸大小和搅拌针端面尺寸大小的相对尺寸关系,扇形槽占搅拌针端面圆周角度越小,扇形槽圆周阵列数可以越多,一般三个左右较适宜。
21、搅拌针斜平面两侧超过扇形槽边缘,在扇形槽出口与搅拌针斜平面的水平交线处设置倒圆角。圆滑处理和倒圆角能够减少微织构锐边的应力集中,增大微织构槽表面结构的强度,延缓微织构的损坏速度。
22、进一步地,所述流线槽截面的槽型与圆环槽截面的槽型相同,减少由于流线槽和圆环槽交错产生槽底高度差。
23、进一步地,每条所述流线槽设于两个扇形槽正中间,所述流线槽曲线曲率与扇形槽最大曲率侧边缘相等。
24、流线槽的作用一方面是充分利用两个扇形槽中间的区域,增加塑性材料离心流动的导流通道,另一方面是增加搅拌针端面凹凸结构,进而增大了材料与搅拌针接触面积和摩擦,产生更多热量,材料温度升高,流体塑化程度增大,由于流动导致的内部剪切力较小,增大了材料的塑性流动性。
25、本发明还提供一种提高材料流动性的搅拌针的制备方法,具体步骤如下:
26、所述搅拌针端面的微织构可以利用激光的热效应加工成型,材料在激光聚焦高温作用下迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将材料去除的过程。
27、使用纳秒激光器或更高级别的皮秒激光、飞秒激光和阿秒激光仪器在搅拌针端面进行加工,在加工区域表面会存在发生相变的热影响层,需要使用机加工方式去除。
28、搅拌针端面上所有几何形态槽的边缘曲线的弯曲方向与搅拌头工作时转动方向有关,正对搅拌针端面,当搅拌头转动方向为顺时针时,边缘曲线凸起侧朝顺时针方向;当搅拌头转动方向为逆时针时,边缘曲线凸起侧朝逆时针方向。
29、此外,本发明还提供一种提高材料流动性的搅拌头,搅拌头顶端设有搅拌针,所述搅拌头包括搅拌头本体和轴肩,所述搅拌头本体底端设有轴肩,所述轴肩的端面设有搅拌针。
30、进一步地,所述搅拌头本体包括夹持段和过渡段,所述夹持段和过渡段的直径大小相同,
31、所述夹持段的外侧面包括沿着周向间隔设置的夹持面和圆柱面,所述夹持面与过渡段顶端相接处设有弓形面,所述过渡段底端设有轴肩,
32、所述夹持面用于夹持受力。
33、所述过渡段直接由夹持段圆柱体延长,可在夹具与焊接面之间预留一定安全距离。
34、上述更进一步地,所述圆柱面顶端设有倒角。
35、上述更进一步地,所述夹持段长度为17mm,所述过渡段长度为10mm,所述夹持段和过渡段的圆周直径均为15mm。
36、上述更进一步地,所述夹持段上设有两个对称分布的夹持面。
37、上述更进一步地,所述轴肩与过渡段之间通过圆角过渡,该圆角的圆弧半径为1mm。
38、进一步地,所述轴肩表面为向内凹陷的斜面,倾角为7°,所述轴肩与搅拌针同轴线。
39、进一步地,所述搅拌头本体的材料选用超细晶粒硬质合金,保证搅拌头具有足够高的硬度、耐磨性、热硬性、抗压强度等优良性能,能够应对高热高压持久摩擦的工作环境。
40、与现有技术相比,本发明的有益效果如下所示:
41、1.搅拌针端面的各种形态的槽增大了材料与搅拌针底面的接触面积,转动摩擦过程中的摩擦接触面增大,产热量也会更大,材料温度升高会加强塑化程度,较好的塑性状态流动的流体内部剪切力会更小,材料的塑性流动性会更大,同时也能促进搅拌头的下压。
42、2.搅拌针端面的各种形态的槽增大了材料的塑性流动的空间,起到引导塑性流动材料流通的导流作用,材料加快从搅拌针端面流动向四周,能够缓解搅拌针端面微织构的摩擦,延长搅拌针的使用寿命。
43、3.搅拌针端面的各种形态槽的两侧为流线形,曲率大意味着线条长度越长,材料沿着该侧面流动的距离时间都越长,能够增大材料的离心速度,加速塑性流动材料向周围扩散,材料内部摩擦剧烈,材料本身内部摩擦热增加,塑化程度越高,流体内部剪切力减小,材料塑性流动性增强。
44、4.所述的搅拌针斜平面,一方面给扇形槽流出的塑性材料提供空间,然后继续推动流出的材料;另一方面使得搅拌针侧壁与塑性流动的材料的相对接触摩擦运动接触面不再是单一不变的锥形面,而是锥形面与斜平面周期性和间断地与材料发生相对摩擦运动,这样所述搅拌针与材料之间的接触就存在脉冲式周期性变化,将搅拌针的侧壁也充分利用起来,搅拌针侧壁的锥形面和平面组合的结构特点使得切向摩擦力ft和正压力fn得到加强,从而材料与搅拌针的摩擦增大,摩擦热增加。由于材料温度升高,导致材料流体内部的剪切力作用减小,能够有效的促进焊核区塑性材料的流动,使得材料成型质量更高。
45、4.在焊接过程中,搅拌针端面的凹凸槽织构增强了搅拌针与材料的摩擦,大量摩擦热能够加速材料达到塑性状态,塑化程度增强,流动的材料内部剪切力减小,从而增强材料塑性流动的流动性;此外,不同结构的凹槽通道还能够以不同形式引导材料的流动;本发明设计可以提高搅拌摩擦焊接时材料的流动性,解决了因材料流动性不足,材料从紊流状态到稳定下来的剪切力太大,而导致的各种焊接表面缺陷问题,能够有效改善搅拌摩擦焊接的焊接效果和质量。
本文地址:https://www.jishuxx.com/zhuanli/20240802/260973.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表