具有高强度、高韧性的大线能量钢用药芯焊丝及制备方法与流程
- 国知局
- 2024-08-08 16:53:01
【】本发明涉及金属焊接用焊接材料,尤其涉及一种具有高强度、高韧性的大线能量钢用药芯焊丝及制备方法。
背景技术
0、背景技术:
1、为了有效提高船舶及海洋工程装备的焊接效率,降低生产成本,大线能量焊接技术如气电立焊(electrogas welding,egw)、多电极埋弧焊(submerged arc welding,saw)、电渣焊(electroslag welding,esw)等因其焊接效率高、施工道次少等优点获得了广泛应用。然而,高效率的大线能量焊接技术会采用较大的热输入量,如egw的实际焊接能量已经可以超过600kj/cm,在如此高的焊接热输入下,焊接接头中的奥氏体晶粒将显著粗化。此外,在随后的固态相变过程中非常容易形成上贝氏体、魏氏组织、多边形铁素体等脆性组织,造成焊接接头的韧性严重恶化,同时,产生焊接裂纹的几率也会增加,严重影响船舶及海洋工程结构件的安全使用。
2、大线能量焊接材料设计的关键是如何解决在大线能量焊接条件下,焊缝金属因晶粒组织粗化而导致的力学性能,尤其是塑性、韧性变差的问题。目前低合金钢大线能量焊接材料成分设计多采用"氧化物冶金"技术,即通过在焊缝金属中引入弥散分布的高熔点金属氧化物。通过其钉扎效应抑制奥氏体晶粒长大,或在奥氏体晶粒内作为形核核心诱导形成针状铁素体,该技术能提升焊缝金属强度和韧性。由于大热输入焊接的特殊应用和接头安全要求,为了获得较好的低温冲击韧性,在常规的c、mn、si、ni、mo等合金设计的基础上常采用添加有效微合金元素的方式进行韧化,阻止组织粗化。其中,ti是常用的微合金元素,少量添加即可细化晶粒,改善组织,提高焊缝力学性能。ti的作用原理主要是依据氧化物冶金机理,通过形成有益的夹杂物,抑制魏氏组织的生成,并促进针状铁素体形核。同时,ti还具有很强的脱氧能力,可有效降低焊缝中的氧含量,提高焊缝力学性能。
3、现有技术中的大线能量药芯焊丝多集中在线能量范围为60~450kj/cm,在强度和韧性上无法满足船舶及海洋工程装备厚板结构的大线能量气电立焊的要求。
4、因此,有必要研究一种具有高强度、高韧性的大线能量钢用药芯焊丝及制备方法来应对现有技术的不足,以解决或减轻上述一个或多个问题。
技术实现思路
0、技术实现要素:
1、有鉴于此,本发明提供了一种具有高强度、高韧性的大线能量钢用药芯焊丝及制备方法,该药芯焊丝主要用于船舶及海洋工程装备厚板结构的大线能量气电立焊。
2、一方面,本发明提供一种具有高强度、高韧性的大线能量钢用药芯焊丝,所述药芯焊丝包括外皮钢带和填充于所述外皮钢带的药芯粉末,所述药芯粉末的填充率为14.0%~16.0%,所述药芯粉末的成分及质量百分含量如下:
3、部分合金粉末:ni:0.5-1.0%,mn:1.0-1.5%,mo:0.05-0.10%,cr:0.10-0.20%;
4、负载有纳米tin的al复合粉末:1.0~3.0%;
5、其他粉末:c:0.03~0.05%,si:0.30~0.50%,s:0.001~0.005%,p:0.005~0.015%;余量为fe粉。
6、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述负载有纳米tin的al复合粉末中,纳米tin粒径为100~200nm,纯度为99.99%,铝粉的粒径为20~50μm,纯度为99.99%,纳米tin与铝粉的质量比为1:100,所述负载有纳米tin的al复合粉末采用静电自组装工艺制备。
7、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述部分合金粉末和其他粉末的粒径均为120~150μm。
8、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述外皮钢带的化学成分满足:c≤0.05%、mn:0.15~0.40%、p≤0.02、al:0.03~0.05%、s≤0.02,wt.%,质量百分含量。
9、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述外皮钢带为满足din 1544标准中st4质量级别的钢带。
10、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述外皮钢带尺寸为14mm宽,0.9mm厚,药芯焊丝的直径为1.6mm。
11、如上所述的方面和任一可能的实现方式,进一步提供一种具有高强度、高韧性的大线能量钢用药芯焊丝的制备方法,用于制备所述的药芯焊丝,所述制备方法包括以下步骤:
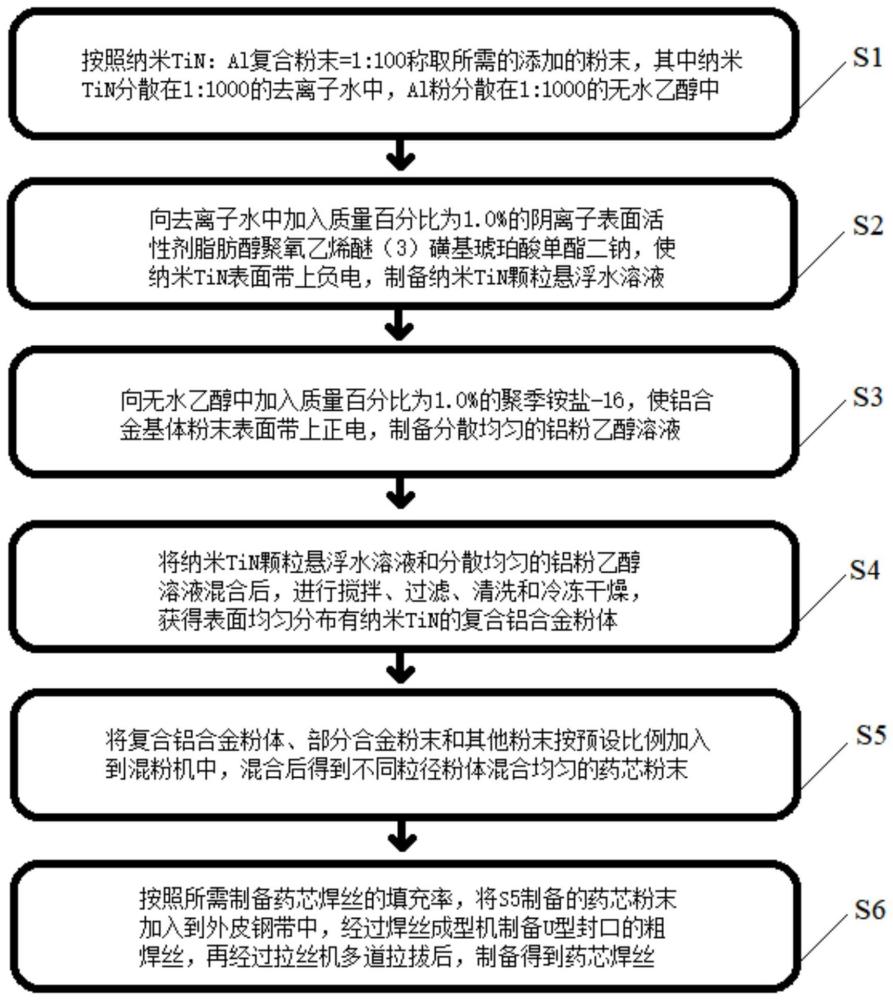
12、s1:按照纳米tin:al复合粉末=1:100称取所需的添加的粉末,其中纳米tin分散在1:1000的去离子水中,al粉分散在1:1000的无水乙醇中;
13、s2:向去离子水中加入质量百分比为1.0%的阴离子表面活性剂脂肪醇聚氧乙烯醚(3)磺基琥珀酸单酯二钠,使纳米tin表面带上负电,制备纳米tin颗粒悬浮水溶液;
14、s3:向无水乙醇中加入质量百分比为1.0%的聚季铵盐-16,使铝合金基体粉末表面带上正电,制备分散均匀的铝粉乙醇溶液;
15、s4:将纳米tin颗粒悬浮水溶液和分散均匀的铝粉乙醇溶液混合后,进行搅拌、过滤、清洗和冷冻干燥,获得表面均匀分布有纳米tin的复合铝合金粉体;
16、s5:将复合铝合金粉体、部分合金粉末和其他粉末按预设比例加入到混粉机中,混合后得到不同粒径粉体混合均匀的药芯粉末;
17、s6:按照所需制备药芯焊丝的填充率,将s5制备的药芯粉末加入到外皮钢带中,经过焊丝成型机制备u型封口的粗焊丝,再经过拉丝机多道拉拔后,制备得到药芯焊丝。
18、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述s4中搅拌、过滤、清洗和冷冻干燥具体为:室温下搅拌1~1.5h,过滤后使用无水乙醇进行清洗,抽滤后将复合粉末进行冷冻干燥11~13h。
19、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述s5中混粉机包括但不限于双运动型混粉机,混合时间为1~2h。
20、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述粗焊丝直径为5.0mm,药芯焊丝直径为1.6mm。
21、与现有技术相比,本发明可以获得包括以下技术效果:
22、1)采用静电自组装制备的均匀负载有纳米tin的复合铝粉,由于其纳米tin颗粒所带的负电荷而产生的静电排斥力,使得纳米tin不会发生团聚,可在药芯焊丝粉末中保持长时间稳定的纳米颗粒状态;
23、2)在大线能量焊接过程中,基于铝的亲氧活性,易与熔池中的氧发生氧化反应,生成球形的氧化铝夹杂物内核,氧化铝夹杂物表面负载的纳米tin与熔池中的氧,亦会发生部分脱氧反应生成ti2o3,原位生成具有核-壳结构的复合夹杂物;
24、3)根据异质形核理论,由于tin与铁素体具有半共格的晶格匹配度,在凝固过程中可作为针状铁素体的异质形核剂,相比传统大线能量的微米级氧化物夹杂物,纳米tin具有更高的诱导针状铁素体形核能力,因此在大线能量焊缝组织的凝固过程中,可诱导生成大量针状铁素体,此外,ti2o3亦是诱导针状铁素体形核活跃的夹杂物,二者共同作用下,具有核-壳结构的复合夹杂物能大幅提升焊缝组织中针状铁素体的含量,进而提高焊缝组织强度,并显著提升低温冲击韧性。
25、当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有技术效果。
本文地址:https://www.jishuxx.com/zhuanli/20240808/270970.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表