用于轮圈加工的机床以及保持装置的制作方法
- 国知局
- 2024-08-08 16:49:24
本发明涉及一种在机床中进行加工时对轮圈加以保持和固定的保持装置以及设有这种保持装置的用于轮圈加工的机床。
背景技术:
1、由wo2009/109384a1公知一种用于对轮圈进行切削加工的机床,具有:用于夹紧轮圈的工件安放件、至少能沿着轴线运动的用于保持工件以加工轮圈的工具保持件和用于在加工期间固定轮圈的工件保持单元,其中,工件保持单元布置在工件安放件的在夹紧状态中由轮圈覆盖的工件搁放面之外并且分别具有用于固定轮圈的保持元件,并且,保持元件分别能平行于工件搁放面为了定心和固定而朝向轮圈的方向移动。
2、利用这种机床和保持装置例如可以切削加工轻金属轮圈(铝轮圈)。例如,能够以这种方式产生用于车轮螺栓或车轮销的接纳孔。该加工也可以用于产生用于轮胎充气阀的容纳部。也可以设想选择性地去除涂层/涂漆。
3、按照本发明的机床尤其是一种多轴机床,其例如构造为加工中心或柔性的加工单元。这种机床通常具有带有用于接纳工具的工具保持件的工具主轴以及至少一个用于接纳待加工工件的工件保持件。待接纳在工具保持件上的工具可以是例如钻孔工具或铣削工具。
4、对于加工精度而言,待加工的轮圈的精确的定向和对准起到重要作用。这涉及例如用于车轮螺栓的接纳孔相对于在轮圈中心处的定心孔的对准。因此,保持装置通常也用于轮圈的定心。然而,已经发现高精度机械定心经常存在困难。考虑到所追求的最小化的周期时间,通常接受在机械的接纳和定向时的残余误差,其方式例如是将保持装置用作预定心。通常必须借助测量装置确定轮圈的实际位置,从而在有偏差(偏移)的情况下可以相应地匹配加工程序或所使用的坐标系。
5、实际位置的这种检测例如以确定轮圈的中心轴线的位置为目标。为此,测量装置必须例如通过测量探头移动到轮圈的多个点上并且接触该点。测量探头例如可以(暂时)接纳在机床的工具保持件上并且借助集成的机器运动装置(用于产生工具保持件和工件保持件之间的相对运动的被驱动的轴)相对于工件移动。原则上也可以利用附加的运动机构用于测量装置。两种方案都提高了结构集成的费用。此外,需要一定的时间耗费来准确地检测轮圈的中心轴线的位置和/或定向。
技术实现思路
1、在此背景下,本发明的目的在于,提供一种用于在机床中加工期间保持和固定轮圈的保持装置,该保持装置能够有助于提高生产率。这应当尽可能地实现在加工轮圈时的周期时间的减少。尽管如此,应确保以所需的精度和工艺可靠性进行加工。保持装置在批量生产的范围内也应该是耐用和可靠的,其中,这必要时也考虑了不利的环境条件(例如由于冷却润滑剂的污染和/或工作空间中的切屑进入)和类似情况。优选地,保持装置能够以用于扩展功能的小的结构附加耗费来提供。最后,应提供一种用于加工轮圈的机床,该机床设有这种保持装置。
2、根据第一方面,本发明涉及一种用于在机床中的加工期间保持和固定轮圈的保持装置,该保持装置包括:
3、用于接纳具有中心轴线的轮毂的轮圈凸起的搁放单元,
4、其中,所述搁放单元具有至少一个可移动的夹紧钳,所述夹紧钳构造用于从外部作用到所述轮圈凸起上,以便将所述轮圈固定在所述保持装置上,并且
5、其中,所述搁放单元限定出用于所述轮圈凸起的搁放平面,
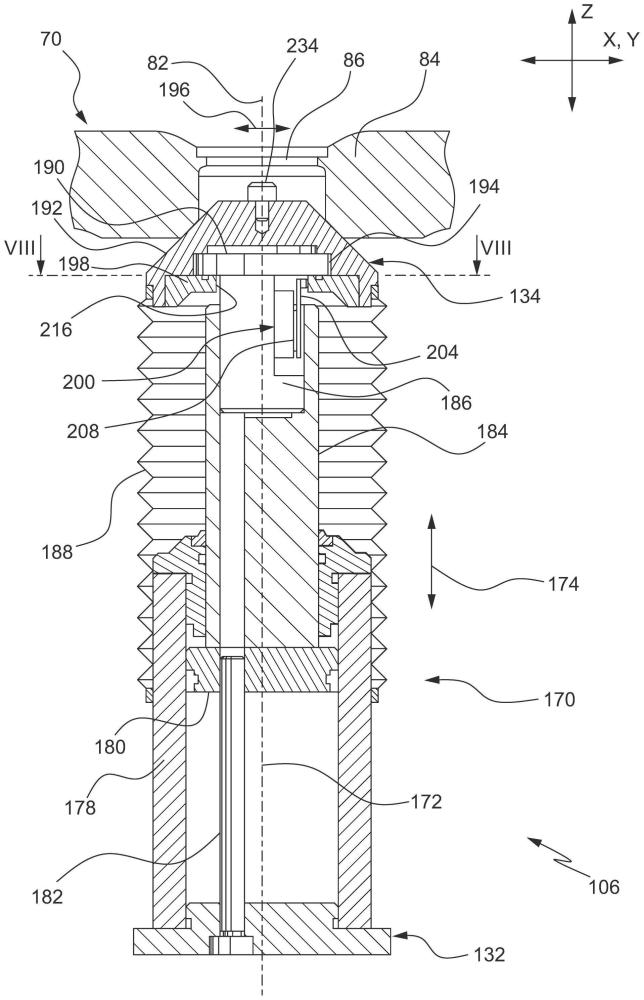
6、支撑单元,其具有定心基座和可相对于所述定心基座运动的定心件,所述定心件构造用于作用在轮圈的毂开口上,尤其是沿与轮圈的中心轴线同轴的定向,和
7、具有至少一个测量探头的测量装置,
8、其中,所述定心件能够在相对于中心轴线沿侧向的至少一个方向上相对于所述定心基座移动,并且
9、其中,所述至少一个测量探头被集成到所述支撑单元中,以便基于所述定心件的侧向运动来确定所述中心轴线的位置。
10、本发明的目的以这种方式实现。
11、保持装置允许为了加工目的将轮圈接纳和固定在机床的工件保持件(也称为工件安放件)上。集成的测量装置允许在轮圈被接纳的情况下检测轮圈的中心点或中心轴线的位置。以这种方式,可以检测轮圈相对于支撑单元的位置的可能的偏差(例如在横向移动的意义上相对于定心轴线的额定位置的中心偏移)。支撑单元也可以称为测量支撑单元。
12、如果确定这样的偏离(通常在垂直于中心轴线的一个或两个方向上的侧向偏移),则可以在加工时考虑和补偿轮圈中心的实际位置。中心轴线或中心点的确定只需要很少的时间消耗,因为测量装置在结构上集成在保持装置内,尤其是集成在其搁放单元内。因此,如果轮圈例如通过搁放单元的至少一个夹紧钳固定在保持装置上,则能够以通常仅很小的时间延迟来确定中心轴线或中心点的位置。在一种示例性的设计方案中,设置有六个可定心移动的夹紧钳。
13、因此,至少在示例性的设计方案中可以放弃单独的测量装置。因此,不需要使用机器运动装置和/或附加的运动装置来根据例如接触式测量确定已经夹紧的轮圈的中心点或中心轴线。所需的测量装置已经集成到保持装置中。
14、换句话说,支撑单元不必用于使轮圈定心(必要时机械定心)。取而代之,支撑单元能够适应轮圈的当前位置,特别是轮圈的毂开口的中心。支撑单元可以通过使定心件相对于定心基座移动来适应该位置。这通常包括垂直于中心轴的横向移动。该移动现在可以作为偏移通过测量装置确定。换言之,定心件在示例性的设计方案中浮动地相对于中心轴线支承。
15、因此,即使是在机械上不是完全中心对准的轮圈的情况下,也可以进行高精度、精确且准确重现的加工。这例如适用于加工用于车轮螺栓的孔。通过这种方式,保持装置也适用于批量生产或大量生产轮圈。通过测量装置检测轮圈的至少一个中心点。测量通常在与搁放平面平行间隔且至少与轮圈的毂开口相邻的平面内进行。
16、例如利用阶梯式的工具在未预铸造的具有锥形沉孔的孔圆中进行对螺栓孔的加工。为此,高的承载比例是有帮助的。通过搁放单元和支撑单元来容纳轮圈保证了高的承载分量。这种支撑防止了轮圈由于加工过程中的载荷而弯曲。这提高例如螺栓孔的区域中的表面质量。
17、支撑单元和测量装置的至少一个测量探头安装在工件保持件或工件安放件上。通常,轮圈以其背面(内侧)搁放在工件保持件上或放置在支撑单元上。因此,还从背面/内侧确定可能的轮圈偏移。换句话说,不必从轮圈的正面/外侧用相应待引导的测量探头进行测量。轮圈的正面/外侧可用于加工。轮圈的正面/外侧是从外部观察配备有轮毂的车辆的行人从外部可见的一侧。背面/内侧是轮圈的通常面向制动盘或制动鼓或轮毂的那一侧。例如,集成的测量省去了保持在工具主轴上的测量装置的更换和替换。这可以显著节省时间,周期时间例如可降低每个轮圈10秒或甚至15秒。
18、在带有夹紧钳的保持装置中,带有集成的测量装置的支撑单元通常安装在中心。然后,在固定轮圈之后,支撑单元可以延伸以便在中心支撑轮圈并且确定中心位置。在初始位置,支撑单元返回,定心件示例性地关于支撑单元的中心轴线同心地定向。
19、轮圈通过搁放单元的接纳和夹紧通常在轮圈的内轮圈凸起处实现。轮圈通常以其内侧贴靠在搁放单元上。在那里,所述至少一个可移动的夹紧钳能够径向和轴向(相对于轮圈的中心轴线)固定轮圈。
20、轮圈例如可以是由铝合金或镁合金制成的轮圈。轮圈也可以由钢材(钢合金)构成。轮圈原则上也可以由增强的塑料构成,例如gfk(玻璃纤维增强塑料)或cfk(碳纤维增强塑料)。
21、至少测量装置的至少一个测量探头在结构上集成到支撑单元中并且因此也受到良好保护。因此,当进行加工时,不需要移除至少一个测量探头。
22、测量装置被设计用于检测定心件和定心底座之间的特别是作为横向移位发生的相对运动。定心基座示例性地提供了定心轴线。定心件与轮圈的给定中心点或中心轴线相匹配。如果至少一个测量探头相应地偏转,则可能的偏移可以通过测量装置确定。定心件也可以称为定心锥或定心销。
23、搁放单元通常包括多个夹紧钳,其中的至少一些夹紧钳可相对于定心轴线径向地移动或者相对于理想地相对于定心轴线同心定向的中心轴线径向地移动。例如,设置三个或六个夹紧钳,其规则地或不规则地分布在搁放单元上的轮圈的直径上。通常设置六个均匀地在圆周上分布的夹紧钳,所述夹紧钳可定心移动。如果夹紧钳沿径向朝向搁放单元的中心的方向运动,则轮圈可以从外部固定,例如通过内轮圈凸起固定,该内轮圈凸起贴靠在搁放单元的搁放面上。
24、在某些情况下,夹紧过程导致在中心轴线和定心轴线之间的轻微的偏移。然而,该偏移量主要是足够小,使得可以利用至少一个可偏转的测量探头来进行精确测量。至少一个可偏转的测量探头例如具有+/-1mm的测量范围。在另一示例性的设计方案中,至少一个可偏转的测量探头具有+/-0.5mm的测量范围。在另一示例性的设计方案中,至少一个可偏转的测量探头具有+/-0.25mm的测量范围。这例如分别适用于两个水平轴(x轴和y轴)中的一个。
25、因为定心轴线和轮圈中心之间的任何偏移可以被确定并补偿(在nc(数控)辅助的加工的程序进程中),所以即使对于有公差的夹紧钳或有公差的用于移动夹紧钳的机构,也可以实现安全和准确的功能。这可以减少用于制造保持装置的耗费,更确切地说,对加工的精确性没有不利影响。
26、根据保持装置的示例性设计方案,测量装置包括第一测量探头和第二测量探头,第一测量探头和第二测量探头彼此倾斜地定向,特别是彼此横向地定向,以便在平行于搁放平面定向的两个方向上确定中心轴线的位置。测量探头的检测方向例如相互正交地定向。测量探头示例性地设计用于,正交于中心轴线确定在定心件和定心基座之间的运动。
27、根据另一示例性设计方案,当定心件相对于定心基座沿侧向偏离同心的额定定向时,至少一个测量探头偏转。可以检测这种偏转,从而能够以这种方式确定轮圈的中心轴线与定心基座(参见定心轴线)之间的可能的横向偏移。
28、因此,根据另一示例性设计方案,测量装置包括用于第一测量探头的第一移位传感器,以检测中心轴线在第一方向上的位置,其中,测量装置还包括用于第二测量探头的第二移位传感器,以检测中心轴线在第二方向上的位置。例如,第一方向平行于(全局)x方向定向。例如,第二方向平行于(全局)y方向定向。
29、根据另一示例性设计方案,至少一个测量探头被分配有接触弹簧,接触弹簧关于中心轴线与测量探头相对。以这种方式,例如可以利用每个测量方向/测量轴线仅一个测量探头来检测定心件和定心基座之间的正位置偏差以及负位置偏差。
30、根据另一示例性的设计方案,至少一个测量探头可平行于搁放平面偏转。例如,测量探头包括弹簧元件,该弹簧元件一方面允许偏转,另一方面提供朝向空档位置的复位力。例如,弹簧元件为板簧。测量探头的偏转例如用移位传感器来确定。然后可以确定定心件和定心基座之间的偏移。在使用两个具有相互倾斜的测量轴线的测量探头的情况下,可以确定在垂直于中心轴线的平面中的偏移。
31、根据另一示例性的设计方案,至少一个测量探头被包围在支撑单元内,并且被保护以防冷却润滑剂进入。因为至少一个测量探头至少根据该设计方案不接触轮圈,而是接触定心件,以便检测轮圈的中心,所以通过支撑单元本身实现了多侧的或全面的保护。所述至少一个测量探头在结构上集成到支撑单元中。
32、根据另一示例性设计方案,测量装置包括棒状探针,该棒状探针承载至少一个测量探头,其中,棒状探针能够在第一方向和第二方向上枢转,以允许在两个轴上的偏转。以这种方式,可以仅用一个测量探头来确定在两个空间方向上的横向偏移。例如,棒状探针在其基座上与两个移位传感器耦合,所述移位传感器可以检测探针在两个轴上的当前偏转。
33、根据另一示例性的设计方案,支撑单元具有位于定心基座和定心件之间的纵向引导件,该纵向引导件允许定心件平行于中心轴线纵向运动。定心件可相对于定心基座沿着纵向引导件移动。以这种方式,支撑单元可与不同宽度的轮圈相匹配。定心件的纵向运动通常平行于中心轴线或定心轴线并且相对于定心基座或搁放面进行。
34、根据另一示例性的设计方案,定心件能够以力驱动的方式移动到轮圈的毂开口中。为此目的,纵向引导件可以与合适的驱动装置和/或合适的预紧元件联接。
35、根据另一示例性的设计方案,纵向引导件具有气缸和活塞,活塞可在气缸中移动并且承载推动件,该推动件在其远离气缸的端部处可移动地接纳定心件。定心件尤其可相对于中心轴线沿侧向移动。按照这种方式,即使轮圈中心点与由定心基座限定的定心轴线之间存在横向偏移,定心件也可以适应轮圈的毂开口。
36、根据另一示例性的设计方案,在定心件和气缸之间延伸有覆盖部,尤其以波纹管的形式。这改善了对支撑单元的部件的保护。
37、根据另一示例性的设计方案,定心基座在其面向毂开口的端部上承载用于定心件的支座,其中,定心件可相对于支座在平行于搁放平面的平面中移动。这种运动可以利用测量装置检测。
38、例如,型面锁合或力锁合的位置固定被设置用于在定心件和支座之间的平行对准。以这种方式确保定心件不会从支座上抬起或者相对于支座明显地倾斜。按照这种方式,只要定心件和定心基座之间的横向游隙(横向移位)允许这种调整,就确保了穿过定心件的轴线与轮圈的中心轴线同心地对齐。在一个示例性的设计方案中定心件包嵌支座。换句话说,支座例如设计成盘状,其中,定心件不仅作用到盘的正面上而且作用到盘的后侧上。
39、根据另一示例性的设计方案,至少一个可偏转的测量探头固定在支座上,以便检测定心件相对于支座的运动。这包括将测量探头间接或直接安装在支座上。
40、根据另一示例性的设计方案,定心件可移动地容纳在支座上,其中,定心件围绕支座。
41、根据另一示例性的设计方案,支座被构造成盘状,其中,定心件包括环,该环提供定心件在支座上的型面锁合,并且对定心件加以固定,以防止其从支座上抬起。
42、根据另一示例性的设计方案,周向间隙在定心件和支座之间延伸,该周向间隙限定出用于定心件相对于定心基座的横向移动的可能区域。
43、根据另一示例性的设计方案,在定心件上形成有内部面,特别是圆柱形内部面,至少一个测量探头贴靠在该内部面上。以这种方式,为了测量不必直接接触轮圈。取而代之,定心件在轮圈的毂开口上定心。至少一个测量探头接触定心件的内部面,以便检测定心件相对于定心基座的横向移位。通过这种方式,测量装置适合于不同的轮圈。不必一定要进行与新型轮圈类型的匹配。定心件例如包括锥面,该锥面自定心地贴靠在轮圈的毂开口上。这种设计还保护一个或多个测量探头免受过度污染。根据另一示例性的设计方案,至少一个与至少一个测量探头相对置的接触弹簧也贴靠在内部面上。
44、根据另一示例性的设计方案,保持装置在定心件的背离定心基座的一侧上还具有反射器面,该反射器面为了检测轮圈的轴向位置能够被光学地接触。例如,反射器面布置在定心件的尖端处。例如,反射器面与中心轴线同心地对准。反射器面例如设计为镜反射的反射器面并且尤其设计为突起的镜反射的反射器面。在一个示例性的设计方案中,反射器面尤其是被构造为被激光照射,以便平行地反射所述激光。
45、换句话说,根据该方面的测量装置因此可以具有相应的距离测量单元,其光学地接触定心件。例如,光电测量方法是合适的。例如,距离测量单元包括用于激光的发送接收单元。
46、例如,可以借助激光距离测量装置和/或激光干涉仪来进行距离测量。在距离测量中也通常涉及的是,确定实际位置与额定位置的可能的偏差。这可以无接触地且高精度地例如借助激光干涉仪来实现。在无接触测量的情况下,可以省略(接触式)测量探头。这例如在机床的装载站中以及在工作空间中是有利的。
47、根据另一示例性设计方案,支撑单元具有多个夹紧钳,每个夹紧钳提供用于轮圈凸起的搁放面。以这种方式,总体上产生了轮圈凸起的搁放平面。
48、根据另一示例性设计方案,至少一个可移动的夹紧钳具有至少两个特别是彼此平行地偏移或者说错开的搁放面,使得搁放单元为具有不同直径的轮圈提供总共至少两个搁放平面。以这种方式,例如可以提供用于轮圈直径在第一直径范围内的轮圈的第一搁放面和用于轮圈直径在第二直径范围内的轮圈的第二搁放面。例如,设置三个或更多个可移动的夹紧钳,每个夹紧钳具有两个搁放面,所述搁放面沿着中心轴线相对于彼此平行地偏移。此外,各个夹紧钳的搁放面径向地关于中心轴线彼此相对偏移。
49、以这种方式示例性地提供增大的和直径大的第一搁放平面和凹陷的和直径小的第二搁放平面。这扩大了保持装置的应用范围并提高了保持装置的灵活性。第二搁放面例如适用于标称直径为14英寸至18英寸的轮圈。第一搁放面例如适用于标称直径为19英寸至24英寸的轮圈。这不应理解为限制性的。具有两个不同的搁放平面的设计方案消除了在可能需要更换钳的情况下的装备耗费。
50、根据另一示例性的设计方案,至少一个可移动的夹紧钳具有用于轮圈凸起的搁放面,其中,推压件布置在搁放面中,推压件能够克服预紧元件的力在凸高的位置与齐平收回位置之间移动,并且在轮圈凸起齐平地搁放在搁放面上的情况下,推压件位于齐平收回位置。有利的是,相应地装配六个夹紧钳中的三个夹紧钳。
51、以这种方式,可以确保轮圈也在支撑单元的搁放平面中实际上齐平地贴靠在至少一个夹紧钳的搁放面上。例如,如果在搁放面和轮圈凸起之间存在切屑,则轮圈不能将抬起的推压件带到齐平位置。可以通过开关或传感器直接或间接地监控推压件的位置。例如,可以设想借助于压缩空气的间接监控。通过这种方式确保了,在进行加工之前轮圈齐平地贴靠。
52、推压件也可以称为压板。借助于推压件,可以实现轮圈的切屑识别或搁放识别。当推压件齐平地(压入)定位在搁放面中时,确保了轮圈也齐平地贴靠。
53、根据另一示例性的设计方案,推压件包括由预紧元件推压到凸高的位置的压板,并且压板经由转向件联接到滑动件,该滑动件能够在开关的方向上移动,以操作开关。
54、在另一示例性的设计方案中,搁放单元具有偶数个夹紧钳,所述夹紧钳具有第一类型的夹紧钳和第二类型的夹紧钳,其中,不仅第一类型的夹紧钳而且第二类型的夹紧钳分别具有两个彼此错开的搁放面,所述搁放面限定出用于不同直径的轮圈的两个彼此错开的搁放平面,并且在第一类型的夹紧钳中推压件布置在第一搁放面中,并且在第二类型的夹紧钳中推压件布置在第二搁放面中。例如,搁放单元包括六个夹紧钳,其中,第一类型的三个夹紧钳和第二类型的三个夹紧钳彼此交替。以这种方式,即使在夹紧钳具有两个搁放平面的情况下也可以实现切屑识别。
55、根据另一示例性的设计方案,所述至少一个可移动的夹紧钳具有至少一个夹持面,所述夹持面作用于轮圈凸起的边缘,并且与支撑面一起围成小于90°的角度。以这种方式,该夹紧钳能够通过夹紧面将一个指向中心的(径向)力分量以及一个平行于该中心轴线指向的轴向力分量施加到该轮圈凸起上。轮圈通过其轮圈凸起径向和轴向地固定在保持装置上。在一个示例性的设计方案中,在夹紧面与搁放面之间的角度最大为75°。在一个示例性的设计方案中,在夹紧面与搁放面之间的角度最大为60°。在一个示例性的设计方案中,在夹紧面与搁放面之间的角度最大为45°。角度朝向中心轴线的方向敞开。该角度的相反顶点径向地背离中心轴线。
56、根据另一方面,本发明涉及一种用于对轮圈进行切削加工的机床,包括:
57、具有用于接纳切削加工所用工具的工具保持件的工具主轴,和
58、具有根据这里所述的至少一个设计方案的保持装置的工件保持件,
59、其中,工具保持件和工件保持件能够沿至少两个彼此正交地定向的平移轴线相对于彼此移动,以便借助工具来切削加工以保持装置固定的轮圈。
60、通过集成的用于确定轮圈中心的测量装置可以减少周期时间。然而轮圈可以精确地并且准确重现地加工。
61、根据一个示例性设计方案,机床还具有距离测量单元,特别是具有用于激光的发送接收单元的距离测量单元,距离测量单元根据需要被布置在工具保持件中或者被布置在机床的装载站中,以便检测轮圈沿着中心轴线的轴向位置。距离测量单元对准反射器面,该反射器面构造在支撑单元的定心件上。在使用光学或光电距离测量单元时,不需要与支撑单元或轮圈接触。
62、根据另一示例性的设计方案,机床还具有控制装置,该控制装置构造用于,根据由测量装置传送的位置数据确定在机床坐标系与轮圈的给定的位置和定向之间的偏移并且在加工时进行考虑。以这种方式可以确定横向移位或横向偏移并且在加工时通过控制装置在计算技术上进行补偿。因此,这种横向偏移对加工精度没有不利影响。
63、根据另一示例性的设计方案,机床还包括具有转动工作台的工件更换装置,该转动工作台承载第一工件保持件和相对的第二工件保持件,其中,当第一工件保持件处于加工位置时,第二工件保持件处于更换位置,并且当第二工件保持件处于加工位置时,第一工件保持件处于更换位置。
64、以这种方式,每单位时间的产能得以提高,因为轮圈的更换或装载和卸载可以与加工并行地进行。以这种方式可以进一步减少周期运转时间。在每个工件保持件上可以容纳按照这里所述的至少一种设计方案的保持装置。必要时,转动工作台具有两个彼此错开180°的枢转桥,枢转桥分别构成具有工件保持件的工具支座。
65、当使用具有至少两个保持装置的工件更换装置时,其中一个保持装置处于加工位置,另一个保持装置处于更换位置,由于测量装置集成在保持装置中,因此在装载时或在装载之后立即确定轮圈的中心。
66、当然,上述特征和下文中将要解释的特征不仅能够以所述的特定组合使用,并且能够以其他组合或单独使用,而不脱离本发明的范围。
本文地址:https://www.jishuxx.com/zhuanli/20240808/270600.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表