一种用于螺栓螺纹裂纹检测的超声三维成像装置及方法
- 国知局
- 2024-08-08 16:59:25
本发明涉及一种超声三维成像装置及方法,属于超声检测。
背景技术:
1、螺栓是一种重要的标准紧固件,被广泛应用于航空航天、高速铁路以及风力发电设备中。长期轴向交替载荷的作用会在螺栓螺纹的根部产生裂纹,形成应力集中区域,从而导致螺栓的断裂。常用无损检测方法如磁粉检测法、视觉检测法只能针对裸漏的表面缺陷进行检测,当螺栓处于服役阶段时,其裂纹产生区域通常处于设备内部。因此,上述方法不能进行螺栓缺陷的在役检测。超声检测技术是一种新型无损检测技术,由于其灵敏度高、无污染和便携性强的特点,近些年来被广泛应用于工业无损检测领域。该技术已被证明能够探测到工件内部的缺陷,具备用于螺栓螺纹缺陷在役检测的潜力。
2、常用的螺栓超声检测方法是a型扫描法。该方法采用单一阵元的压电晶片,通过超声波的激励和接收,得到一个随时间变化的电压信号,电压信号中包含了缺陷的大小和位置信息。然而,a型扫描每次接收的回波信号只能表征其正下方的缺陷信息,需要沿着螺栓端面不断移动探头,才能采集到整个螺栓的缺陷信息。检测耗时较大,不具备螺栓缺陷在线检测需要的实时性。
3、近些年来,随着机械加工水平的提升,包含多个压电晶片的超声相控阵被用于高端装备的超声检测,这一技术可以实现多个单一压电晶片的同步a型扫描,对一个螺栓截面进行b扫成像。但是,目前的b扫成像算法分辨率较低,不能从复杂的螺栓螺纹信息中提取缺陷信号。并且,得到的是一个二维图像,不能提供整个螺栓的三维缺陷分布。
4、虽然现在已经存在一种面阵超声相控阵,即探头内部的压电晶片沿着二维平面均匀分布。它可以提供整个螺栓的三维缺陷分布。但是,由于加工技术的不成熟,一方面,需要更高精度的晶片切割机,会提升制造成本;另一方面,二维分布的压电晶片,其相邻阵元之间的串扰会显著增强,从而对信号质量造成较大的干扰。综上,目前这一技术还未能被广泛应用。
技术实现思路
1、本发明为解决传统b扫成像方法分辨率较低,难以分辨螺栓螺纹和缺陷信息的问题,进而提出一种用于螺栓螺纹裂纹检测的超声三维成像装置及方法。
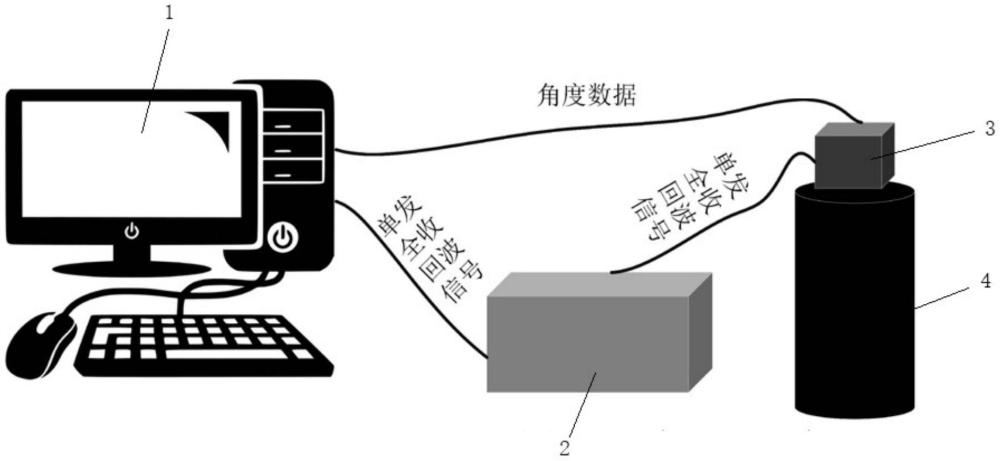
2、本发明为解决上述问题采取的技术方案是:本发明所述超声三维成像装置包括计算机、超声信号激励采集模块和超声相控阵固定模块;
3、计算机的角度数据接收端与超声相控阵固定模块的角度数据输出端连接,计算机的单发全收回波信号接收端与超声信号激励采集模块的单发全收回波信号输出端连接,超声信号激励采集模块的单发全收回波信号输入端与超声相控阵固定模块的单发全收回波信号输出端连接,超声相控阵固定模块设置在被测螺栓上。
4、进一步的,超声相控阵固定模块由超声相控阵模块和角度采集模块组成。
5、本发明所述超声三维成像方法的步骤具体包括:
6、步骤1、连接所述超声相控阵模块和所述超声相控阵激励采集模块,打开上位机,调试设备;
7、步骤2、连接所述角度采集模块和超声相控阵模块,打开上位机,调试蓝牙通信状态;
8、步骤3、将被测螺栓通过超声相控阵安装模块与角度采集模块及超声相控阵模块进行连接,将超声相控阵模块置于初始角度采样位置,调试超声相控阵激励采集模块和角度采集模块,保持超声回波信号和角度信号的同步采集;
9、步骤4、采用电子扫描或人工扫描的方式,夹持超声相控阵模块进行等角度间隔扫查。利用所述超声相控阵激励采集模块,保存不同扫查角度位置的单发全收相控阵回波信号。常用的角度间隔选配方式为5度、10度和20度,推荐的最优选配方式为10度;
10、步骤5、利用所述基于超声相控阵的单发全收超声成像技术,分别处理不同角度位置采集到的单发全收相控阵回波信号,得到离散的超声二维缺陷图像;
11、步骤6、将步骤5中处理得到的离散二维超声图像数据作为输入上传到所述超声三维图像重构模块,通过融合所述角度采集模块的角度信息和所述超声信号后处理模块的二维离散超声图像,得到高分辨率的螺栓螺纹裂纹三维超声图像;
12、步骤7、对于步骤6中得到的螺栓螺纹缺陷三维重构图像,选择合适的阈值系数,采用阈值滤波算法去除不相关的环境噪声,得到最终的螺栓螺纹缺陷三维重构图像。
13、进一步的,步骤5中基于超声相控阵单发全收的超声成像技术为:对于采样角度位置,具体的超声成像过程表示为:
14、
15、其中,p(x,z)代表得到的超声图像在坐标(x,z)处的像素值,根据所述超声信号成像后处理模块的速度要求,发射阵元的序号可以选择从a号阵元到b号阵元;
16、fs为所述超声信号激励采集模块的采样频率,c为被测螺栓的纵波声速,xi和xj分别为第i号阵元和第j号阵元沿着阵列方向分布的位置坐标;
17、sign函数的作用是计算回波信号的符号,a(i,j,n)表示超声信号激励采集模块获得超声相控阵的单发全收信号,其中i表示发射超声信号阵元的序号,j表示接收超声信号阵元的序号,n表示回波信号的采样序号,在一次单发全收的过程中,i保持不变,j从1到n。
18、进一步的,步骤6中超声三维图像重构模块的三维重构算法为:
19、
20、其中p(xi,zj,θ)表示三维柱坐标系中点(xi,zj,θ)处的像素值,θ1和θ2表示两个相邻的采样角度,对于处于指定采样角度的二维超声图像数据,参与计算的像素点坐标为以点(xi,zj)为中心的正方形区域内最邻近的八个点。
21、进一步的,步骤7中的阈值滤波算法可表示为:
22、
23、其中,k为所述阈值系数,0<k<1。
24、本发明的有益效果是:
25、1、本发明所述的基于超声相控阵的单发全收超声成像技术,采用基于声时的延时叠加算法,将所述超声信号激励接收模块得到的回波信号进行幅相结合后处理成像,得到高分辨率的螺栓螺纹裂纹缺陷图像;同时,通过选配不同规格的阵元发射序列,可以调整后处理成像的时间以适应不同成像时间的要求;
26、2、本发明所述的基于旋转采样的超声三维成像技术,通过所述超声三维图像重构模块将离散的二维超声缺陷图像和采集的角度位置信息进行融合处理,得到高分辨率的三维螺栓螺纹缺陷图像;
27、3、本发明提出的技术也可扩展至一般类型的柱状体、管状体的三维超声检测中,实施方案和处理流程保持不变,本发明适用于超声检测领域。
技术特征:1.一种用于螺栓螺纹裂纹检测的超声三维成像装置,其特征在于,包括计算机(1)、超声信号激励采集模块(2)和超声相控阵固定模块(3);
2.根据权利要求1所述的一种用于螺栓螺纹裂纹检测的超声三维成像装置,其特征在于,超声相控阵固定模块(3)由超声相控阵模块和角度采集模块组成。
3.一种用于螺栓螺纹裂纹检测的超声三维成像方法,其特征在于,具体步骤包括:
4.根据权利要求3所述的一种用于螺栓螺纹裂纹检测的超声三维成像方法,其特征在于,步骤5中基于超声相控阵单发全收的超声成像技术为:对于采样角度位置,具体的超声成像过程表示为:
5.根据权利要求3所述的一种用于螺栓螺纹裂纹检测的超声三维成像方法,其特征在于,步骤6中超声三维图像重构模块的三维重构算法为:
6.根据权利要求3所述的一种用于螺栓螺纹裂纹检测的超声三维成像方法,其特征在于,步骤7中的阈值滤波算法可表示为:
技术总结一种用于螺栓螺纹裂纹检测的超声三维成像装置及方法,它涉及一种超声三维成像装置及方法。本发明为了解决传统B扫成像方法分辨率较低,难以分辨螺栓螺纹和缺陷信息的问题。本发明所述装置包括计算机、超声信号激励采集模块和超声相控阵固定模块;计算机的角度数据接收端与超声相控阵固定模块的角度数据输出端连接,计算机的单发全收回波信号接收端与超声信号激励采集模块的单发全收回波信号输出端连接,超声信号激励采集模块的单发全收回波信号输入端与超声相控阵固定模块的单发全收回波信号输出端连接,超声相控阵固定模块设置在被测螺栓上。本发明属于超声检测技术领域。技术研发人员:王绍凯,李彬汶,赵勃,谭久彬受保护的技术使用者:哈尔滨工业大学技术研发日:技术公布日:2024/8/5本文地址:https://www.jishuxx.com/zhuanli/20240808/271664.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表