一种基于单层双涂模头组件的极片涂布系统的制作方法
- 国知局
- 2024-08-22 14:16:16
本发明涉及一种锂离子电池生产设备,尤其涉及一种基于单层双涂模头组件的极片涂布系统。
背景技术:
1、锂离子电池和传统的蓄电池比较起来,具有能量更高、放电能力更强和循环寿命更长的优点,而且其储能效率能够超过90%,安全性能较好,因此,锂离子电池在电动汽车和存储电源等方面极具发展前景。
2、锂离子电池生产过程中极片涂布的时候,在电芯极片的头部预留一段极耳区用来焊接极耳,一般的涂布方式是将垫片安装在模头中,通过控制模头的涂布达到涂布区和留白区两个区域,为减少电芯内阻并提高电芯的性能和安全性,一般将极耳区设置在极片中间,但是现有技术中在极片中间存在大面积留白区域,这种大面积的留白区域并不能得到充分的利用,进而导致电芯的能量密度降低,影响电池的性能,因此,为减小极耳区面积,充分利用极片区域,需要一种能够提高能量密度的极片涂布方法。
3、此外,由于一般的涂布装置受到边缘效应的影响,导致极片的边缘以及头尾部的涂布厚度不均匀,涂布边缘效应是指锂电池正负极材料在涂布过程中,由于涂布机械结构和涂布工艺的限制,导致电极材料在边缘处厚度不均匀的现象。这种不均匀的厚度分布会导致电极材料在使用过程中出现局部过充电或过放电的情况,从而影响锂电池的性能和寿命。而现有的单模头涂布工艺会更加受到边缘效应的影响,使得生产效率和产品良率均受到一定的影响。
技术实现思路
1、本发明所要解决的技术问题是需要提供一种基于单层双涂模头组件的极片涂布系统,旨在能够有效地减小极耳区面积,充分利用极片区域,以提高电芯的能量密度;在此基础上,还旨在提高电极材料的均匀程度,以提高生产效率和产品良率。
2、对此,本发明提供一种基于单层双涂模头组件的极片涂布系统,采用了单层双涂模头组件,所述单层双涂模头组件包括单层双涂模头、涂布辊组件和供料组件,所述单层双涂模头与所述供料组件相连接,并设置于所述涂布辊组件的一侧;所述单层双涂模头包括上模头、垫片和下模头,所述下模头的顶部设置有前模腔和后模腔,所述供料组件包含上层供料装置和下层供料装置,所述前模腔与所述下层供料装置相连接,所述后模腔与所述上层供料装置相连接;所述垫片包括依次叠装的第一垫片和第二垫片,叠装后的垫片设置于所述上模头和下模头的中间,所述第一垫片设置于靠近所述上模头的一侧,所述第二垫片设置于靠近所述下模头的一侧,并通过所述垫片的隔离使得所述前模腔和后模腔互相独立;所述供料组件通过涂布阀将浆料送入至所述单层双涂模头之中,当所述上模头单独进行涂布时,得到一个完整的涂布区的极片;当所述下模头单独进行涂布时,得到涂布区和留白区相交替的极片;
3、所述第一垫片上设置有第一垫片涂布区和第一垫片极耳涂布区,所述第一垫片涂布区和第一垫片极耳涂布区相邻且交替涂布;所述第二垫片上设置有第一开口和第二开口,所述第一开口的两侧分别与所述第一垫片涂布区的底部和后模腔的顶部相对应,所述第二开口的两侧分别与所述第一垫片极耳涂布区的底部和前模腔的顶部相对应,进而通过所述第二垫片将浆料引导至所述第一垫片上,所述第一垫片与所述供料组件相配合以进行涂布;
4、所述极片涂布系统的涂布过程包括以下步骤:
5、步骤s1,通过伺服电机驱动所述上层供料装置,开启所述上层供料装置的上层进料阀,通过进料气缸组件将浆料送至所述后模腔,所述后模腔内的浆料通过第一开口至第一垫片涂布区,对极片进行涂布,在所述极片上得到完整的第一涂布区域;
6、步骤s2,所述后模腔开始涂布,同时通过伺服电机驱动所述下层供料装置,开启所述下层供料装置的下层进料阀,通过进料气缸组件将浆料送至所述前模腔,所述前模腔内的浆料通过第二开口至第一垫片极耳涂布区对与所述第一涂布区域相邻的间隙部分进行涂布,在所述极片上得到第二涂布区域,所述第二涂布区域为极耳涂布区域;
7、步骤s3,在所述前模腔完成留白区域上方的第二涂布区域的涂布之后,所述前模腔停止涂布;
8、步骤s4,在所述前模腔停止涂布预设时间后,所述前模腔继续涂布,进而在第二涂布区域和第三涂布区域之间形成留白区域,直到所述前模腔完成留白区域下方的第三涂布区域,则控制所述前模腔和后模腔同时停止涂布,并跳回至所述步骤s1,并以此循环,直到完成极片涂布过程;所述留白区域用于焊接极耳,所述第三涂布区域为极耳涂布区域。
9、本发明的进一步改进在于,所述步骤s4中,所述前模腔停止涂布的预设时间,至所述留白区域留白长度达到极片的预设间隙为止。
10、本发明的进一步改进在于,所述第一垫片上设置有第一垫片固定孔和第一垫片加强筋,所述第一垫片固定孔设置于所述第一垫片远离所述涂布辊组件的侧边,所述第一垫片加强筋均匀设置于所述第一垫片涂布区。
11、本发明的进一步改进在于,所述第一垫片涂布区的长度大于所述第一垫片极耳涂布区的长度,所述第一开口的长度与所述第一垫片涂布区的长度适配,所述第二开口的长度与所述第一垫片极耳涂布区的长度适配。
12、本发明的进一步改进在于,所述第一垫片涂布区的底部高度低于所述第一垫片极耳涂布区的底部高度。
13、本发明的进一步改进在于,所述第二垫片上设置有第二垫片固定孔,所述第二垫片固定孔设置于所述第二垫片远离所述涂布辊组件的侧边,并与所述第一垫片固定孔的位置相对应。
14、本发明的进一步改进在于,所述前模腔的横截面大于所述后模腔的横截面。
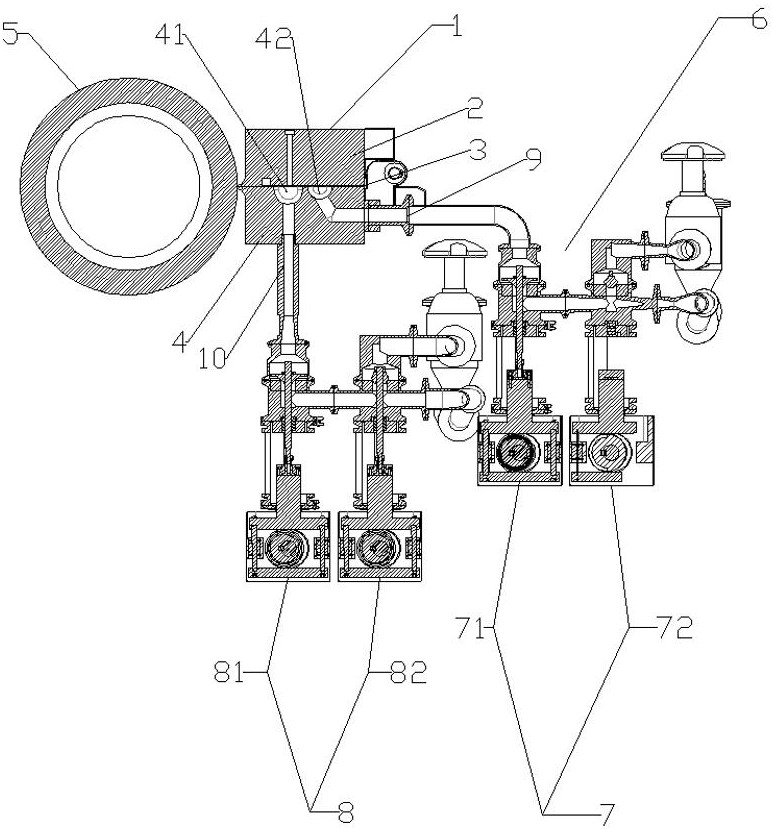
15、本发明的进一步改进在于,所述供料组件还包括第一挤压头进料弯头、第二挤压头进料弯头、第三挤压头进料弯头、第四挤压头进料弯头、进料气缸组件、回料管弯头、回料汇集管、回料气缸组件以及伺服电机,所述上模头和上层供料装置通过所述第一挤压头进料弯头、第三挤压头进料弯头和卡箍固定结构相连接,所述下模头和下层供料装置通过所述第二挤压头进料弯头、第四挤压头进料弯头和卡箍固定结构相连接,以实现两套独立控制的进料结构;所述上模头的底部通过所述第一垫片涂布区和第一开口连接至所述后模腔,所述后模腔与所述第一挤压头进料弯头相连接;所述下模头的顶部通过所述第一垫片极耳涂布区和第二开口连接至所述前模腔,所述前模腔与所述第二挤压头进料弯头相连接,以实现了独立的双料腔结构。
16、本发明的进一步改进在于,所述供料组件通过涂布阀将浆料送入至所述单层双涂模头中,所述供料组件中的上层供料装置通过伺服电机驱动,上层进料阀开启,通过所述进料气缸组件将浆料送至所述上模头中,所述供料组件中的下层供料装置通过伺服电机驱动,下层进料阀的开启,通过所述进料气缸组件将浆料送至所述下模头中;在停止涂布时,所述上层供料装置的上层回料阀以及下层供料装置的下层回料阀所对应的伺服电机工作,通过所述回料气缸组件和回料管弯头将多余的浆料送回至所述回料汇集管中。
17、本发明的进一步改进在于,所述步骤s1至步骤s4均通过涂布阀对涂布速度进行控制。
18、与现有技术相比,本发明的有益效果在于:在所述单层双涂模头组件中,所述第一垫片上设置有第一垫片涂布区和第一垫片极耳涂布区,所述第一垫片涂布区和第一垫片极耳涂布区相邻且交替涂布;所述第二垫片上设置有第一开口和第二开口,所述第一开口的两侧分别与所述第一垫片涂布区的底部和后模腔的顶部相对应,所述第二开口的两侧分别与所述第一垫片极耳涂布区的底部和前模腔的顶部相对应,进而通过所述第二垫片将浆料引导至所述第一垫片上,所述第一垫片与所述供料组件相配合以进行涂布,进而能够实现独立的双料腔结构;在此基础上,还通过对供料组件的设计和优化实现两套独立控制的进料结构,进而不仅仅能够有效地减小极耳区面积,充分利用极片区域,以提高电芯的能量密度;还能够有效地提高电极材料的均匀程度,以提高生产效率和产品良率。
本文地址:https://www.jishuxx.com/zhuanli/20240822/277786.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表