一种液体火箭发动机推力室内壁制造方法与流程
- 国知局
- 2024-08-22 14:20:06
本发明涉及航空航天火箭发动机零部件制造,具体是涉及一种液体火箭发动机推力室内壁制造方法。
背景技术:
1、液体火箭发动机推力室是发动机的重要装置,推力室内壁是火箭发动机推力室的一个重要部件,推进剂燃烧产生的高温、高压燃气热能在推力室内转化为动能,推力室要求推力室内壁材料具有良好的耐高温性能、导热性能,将火箭发射过程中燃料燃烧的热量导出,确保发动机正常工作。铬青铜和铬锆铜合金因其具有高温稳定性、耐热性和优越的材料导热性,在下游应用上,将成为液体火箭发动机推力室内壁常用材料之一,具有良好的发展前景。
2、液体火箭发动机推力室内壁的传统的生产工艺流程为:原材料熔炼—内壁前段、后段锻造(内壁分前段、后段两部分锻造)—前、后段固溶热处理—前、后段时效热处理—机加工1—前、后段焊接连接为一体—机加工2,然而目前存在以下缺点:
3、1)锻造成型,需要的材料投料重量大,对熔炼设备、技术及操作要求高,熔炼难度较大,熔炼后材料内部容易出现偏析、夹杂、裂纹等缺陷;锻造采用自由锻造,过程需要设备吨位大,成型过程操作控制难度大,温度均匀性控制不佳,导致锻造产品出现开裂、组织不均匀、性能一致性差等不良。
4、2)内壁分前段和后段两部分,需要增加焊接工序将前后两段焊接连接为一体,工艺流程长,焊接技术难度大,质量风险大。
5、3)锻造投料重量大,加工至最终内壁成品需要去除的余量大,材料利用率低,不足10%,并且由于投料重量大过程出现不良率较高,最终产品合格率低,大约80%,生产成本高。
技术实现思路
1、为解决上述技术问题,本发明提供了一种液体火箭发动机推力室内壁制造方法。
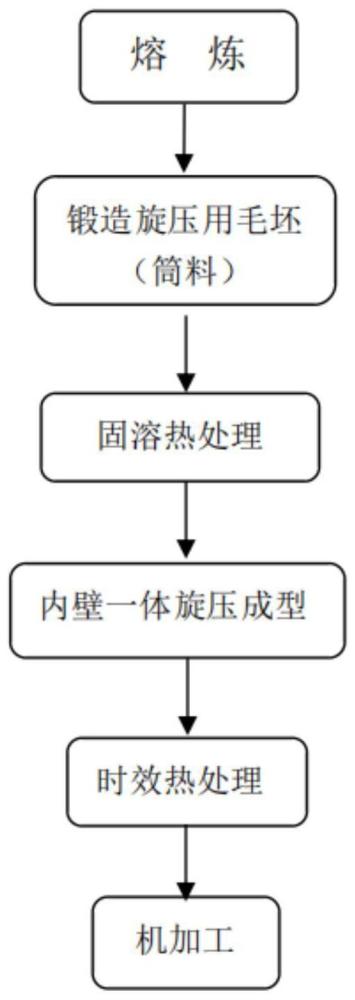
2、本发明的技术方案是:一种液体火箭发动机推力室内壁制造方法,包括以下步骤:
3、步骤1、对原料进行气氛保护感应熔炼,得到铸锭坯料;
4、步骤2、对所述铸锭坯料进行锻造,得到旋压用的圆筒形坯料;
5、步骤3、对所述圆筒形坯料进行固溶热处理,得到固溶坯料;
6、步骤4、对所述固溶坯料进行旋压,旋压道次2-3道,旋压加热温度400-700℃,旋压减薄率60-90%,得到旋压坯料;
7、步骤5、对所述旋压坯料进行时效热处理,得到时效坯料;
8、步骤6、对所述时效坯料进行车、铣加工,加工至液体火箭发动机推力室内壁产品图纸要求的尺寸公差,得到液体火箭发动机推力室内壁。
9、说明:采用上述一体旋压成型技术,解决了内壁分前段、后段两部分锻造的传统工艺所存在的问题,通过旋压成型技术获得的产品组织均匀、性能一致性好,解决了传统工艺生产的内壁内部质量问题,焊接连接问题;
10、并且工序流程缩短、材料利用率大幅提高,产品合格率上升,提高了产品质量大幅降低了制造成本,该方法提高了原材料利用率,由原来的10%左右提高至50%以上,合格率由80%左右上升至90%以上,降低了生产成本并提高了产品质量。
11、进一步地,在步骤1中,所述铸锭坯料为铬青铜(cu-cr合金)铸锭坯料或者铬锆铜(cu-cr-zr合金)铸锭坯料;
12、其中,所述铬青铜(cu-cr合金)铸锭坯料是将原料电解铜板加入感应熔炼炉,熔化后再加入铜-铬中间合金,继续加热熔化,全部熔化后精炼10-40min,氩气保护浇注得到铬青铜(cu-cr合金)材料铸锭;
13、所述铬锆铜(cu-cr-zr合金)铸锭坯料是将原料电解铜板加入感应熔炼炉,熔化后再加入铜-铬中间合金,继续加热熔化,全部熔化后精炼10-40min,然后加入海绵锆,氩气保护浇注得到铬锆铜(cu-cr-zr合金)材料铸锭。
14、说明:铬青铜铸锭坯料以其优异的耐腐蚀性、机械性能、导电性和导热性、加工性能、抗疲劳性能以及环保性等优点,具有高强度、高硬度和良好的耐磨性;这些机械性能使得铬青铜铸锭在承受重载、高冲击和高速摩擦的环境中表现出色,可以通过铸造、锻造、挤压等多种工艺方法制造成各种复杂形状的零件,并且不易出现疲劳断裂等现象;
15、铬锆铜铸锭坯料以其优异的机械性能、耐腐蚀性能、导热性和导电性、加工性能、焊接性能、抗热蠕变性能以及环保性等优点,同样的,铬锆铜铸锭坯料可以通过铸造、锻造、挤压等多种工艺方法制造成各种复杂形状的零件,并且在高温下仍能保持较高的强度和硬度,具有良好的抗热蠕变性能。
16、更进一步地,所述铬青铜(cu-cr合金)材料中合金元素cr的含量为0.4~1.2%、ni≤0.05%、fe≤0.03%、si≤0.03%、al≤0.005%、o≤0.02%,余量为金属铜;
17、所述铬锆铜(cu-cr-zr合金)材料中合金元素cr的含量为0.4~1.2%、zr的含量为0.03~0.3%、ni≤0.05%、fe≤0.03%、si≤0.03%、al≤0.005%、o≤0.02%,余量为金属铜;
18、上述百分比为所述电解铜板、铜-铬中间合金中铬元素、海绵锆占所述原料的质量百分比;
19、所述铜-铬中间合金中铬元素的含量优选为10-50%,余量为铜元素;百分比为所述铬元素占所述铜-铬中间合金的质量百分比;
20、所述电解铜板优选包括铜元素的含量99.97%以上的;百分比为所述铜元素占所述电解铜的质量百分比;
21、所述海绵锆优选包括锆元素的含量99.4%以上的;百分比为所述锆元素占所述海绵锆的质量百分比。
22、说明:电解铜板具有高纯度、良好的导电性和导热性、可重复使用、环保性、可控性强、表面质量优良以及尺寸稳定性好等优点,其是通过电解精炼过程得到的,因此具有极高的纯度,在电解过程中,铜离子在阴极(即电解铜板)上析出,而杂质则留在电解液中,从而得到高纯度的铜板,并且电解铜板在电解过程中形成的表面非常光滑、均匀,没有气孔、夹杂等缺陷,这种优良的表面质量使得电解铜板在后续加工和使用过程中具有更好的性能;
23、铜-铬中间合金在许多场景应用中能够保持稳定的性能,在熔炼过程中,铬元素通常以中间合金的形式加入,由于铬的熔点高,直接添加到铜金属中可能因高熔点而难以均匀融入,而中间合金是以铜金属为基体,将铬单质加入其中制成,其熔点通常低于单质铬,从而更容易在合金制备过程中熔化和分散,其次,铬的密度大,直接添加可能导致偏析现象;
24、海绵锆具有非常强的抗腐蚀性,在铜合金中添加海绵锆能够显著提高铜合金的耐腐蚀性能,特别是在恶劣的环境条件下,如发动机推力室等高温高压环境中,能够保证材料的稳定性和持久性,并且其作为合金添加剂可以提高铜合金的整体机械性能,并且可以提高铜合金的韧性和强度,增强材料的抗拉性能和耐久性。
25、进一步地,在步骤2中,所述锻造加热温度为850~950℃,加热保温时间为80-240min,锻造火次1-3次,每火次锻造变形量30-50%。
26、说明:锻件重新进入加热炉加热的次数被称为锻造火次,在其锻造过程中需要保持一定的温度,以确保其能够顺利变形和达到预期的机械性能,采用上述锻造加热温度能够满足锻件的锻造温度需求,采用上述锻造方法能够减少锻造火次,从而降低生产成本和提高生产效率。
27、进一步地,在步骤3中,所述固溶温度900-1000℃,保温1-2h。
28、说明:采用上述固溶参数进行处理能够将固溶体中的一些固溶物质溶解到固溶体晶格中,消除过饱和溶质,从而得到均匀的过饱和固溶体,能够改善材料的塑性和韧性,使其更容易进行后续的加工和成型;可以加快合金中元素的扩散,使合金成分更加均匀,同时,通过固溶热处理可以溶解基体内的强化相,获得均匀的过饱和固溶体,这有助于改善材料的机械性能,如强度、硬度等;并且可以消除铜合金中的杂质和缺陷,减少腐蚀源,同时,固溶热处理还可以改善材料的表面质量,使其更加平滑,从而提高材料的耐腐蚀性。
29、进一步地,在步骤5中,所述时效温度400-500℃,保温2-6h。
30、说明:采用上述时效参数进行处理能够显著提高铜合金的强度和硬度,在时效过程中,合金元素会形成均匀分布的沉淀相,这些沉淀相能够阻碍位错的移动及晶界和亚晶界的迁移,从而提高合金的强度,并且能够改善铜合金的多种机械性能,如屈服强度、断裂韧度等,同时能够调整材料的晶间距和组织形态,增加晶界强化效应,提高材料在高温和高应力环境下的抗力。
31、进一步地,在步骤4中,对所述固溶后筒形坯料进行加热,加热温度400-700℃,然后使用整体外模旋压、内部涨块夹紧的扩旋工艺,具体地,大口扩口至需要尺寸,扩口后使用收腰模具进行喉部收腰缩口,随后小口收口至需要尺寸,最后进行整体塑性整形,共计2-3道次旋压至所需的液体火箭发动机推力室内壁的旋压坯料,旋压减薄率60-90%,属强力减薄旋压。
32、说明:强力减薄旋压通过旋转坯料借助外力沿成型模具进行局部逐渐碾压产生塑性变形而变薄,从而得到高精度薄壁回转体零件,能有效地减小零件的设计壁厚、减轻重量,其疲劳性能也能显著提高;此外,成形的零件没有母线焊缝,因此零件整体性能提高,尤其是疲劳寿命能显著提高;另外,由于减薄率较大,能有效地检验母材中的冶金缺陷,其具有高精度、低成本和适用于大量生产的优点,可减少加工误差、提高产品质量。
33、进一步地,在每道次旋压前对筒形坯料与外模旋压接触的面进行温变喷淋,所述温变喷淋是通过控制延展缓冲液的喷淋温度以及固溶后筒形坯料的复温温度变化,其中,喷淋温度10~20℃,复温温度400-700℃。
34、说明:采用上述温变喷淋能够改善优化旋压时筒形坯料的塑性变形性能,利用定时定量喷淋延展缓冲液能够使筒形坯料的表面温度进行控制降温,并使延展缓冲液中的钛白粉附着于筒形坯料的表面,提高减薄效率,避免出现延展减薄的缺陷,提高成品的合格率。
35、进一步地,所述延展缓冲液是由质量百分比为6~9%钛白粉、65~70%乙二醇、2~5%硼砂、0.1~0.5%三聚磷酸钠、0.1~0.5%二甲基硅油,余量去离子水组成的混悬液,宜现配现用。
36、说明:碳粉虽然也能满足延展缓冲液的使用性能需求,但碳粉在高温下易产生软化和结块现象,在本发明的温变喷淋中,不满足我们温变喷淋的使用条件,而钛白粉在高温下不易发生分解,使其能够应用于本发明的温变喷淋中,
37、并且根据我们的使用发现,在加入一定比例的钛白粉后,可以使旋压时在筒形坯料的表面形成一层均匀的润滑膜,从而发挥出良好的润滑作用,并且并不会影响到成品的产品质量,在钛白粉添加比例降低时,其所能产生的作用不明显,难以起到延展辅助的作用,而在钛白粉添加比例提高时,又会对成品的产品质量产生一定影响,例如表面光滑度、减薄厚度等。
38、进一步地,所述温变喷淋的步骤如下:
39、1)对单道次旋压后的筒形坯料进行第一次复温,并保持1~3min,
40、2)在筒形坯料与外模旋压接触的面上周向喷淋延展缓冲液,喷淋量为每cm2喷淋3~5ml/s,直至喷淋至筒形坯料与外模旋压接触的面温度降至280~320℃;
41、3)对筒形坯料进行第二次复温,并保持1~3min,随后继续进行下一道次外模旋压。
42、说明:通过利用定量喷淋延展缓冲液能够使筒形坯料的表面温度进行控制降温,在上述区间的短幅控温降温的处理下,能够在提高铜合金的硬度、耐磨性的同时,使延展缓冲液中的钛白粉均匀附着于筒形坯料的表面,使其旋压时在筒形坯料的表面形成一层均匀的润滑膜,提高减薄效率,避免出现延展减薄的缺陷,提高成品的合格率。
43、本发明的有益效果是:
44、(1)本发明公开了一种液体火箭发动机推力室内壁制造方法,通过原材料熔炼—一体旋压毛坯锻造及固溶热处理—一体旋压成型—时效热处理热处理—机加工,提高了产品质量,并大幅降低了制造成本,同时提高了原材料利用率,由原来的10%左右提高至50%以上,合格率由80%左右上升至90%以上。
45、(2)本发明主要采用一体旋压成型技术,解决了传统工艺存在的问题。通过旋压成型技术装备,获得的产品组织均匀、性能一致性好,解决了原工艺生产的内壁内部质量问题,焊接连接问题;工序流程缩短、材料利用率大幅提高,产品合格率上升。
本文地址:https://www.jishuxx.com/zhuanli/20240822/278176.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表