环状透明赛璐珞材料零件的加工方法与流程
- 国知局
- 2024-08-22 14:18:03
本发明涉及的是一种环状透明赛璐珞材料零件加工的技术,具体是一种环状透明赛璐珞材料零件的加工方法。
背景技术:
1、赛璐珞材料主要成分是纤维素硝酸脂,具有很强的透光性,不易爆,具有一定的硬度,可应用于航天飞行器的小型高精密环形透光部件。但赛璐珞材料易燃、易融化。加工环形小零件时采用一般的机械加工方法,容易使赛璐珞材料燃烧、融化,导致产品无法使用。
2、因此,有必要提出一种环状透明赛璐珞材料零件的加工方法,以至少部分地解决现有技术中存在的问题。
技术实现思路
1、本发明实施例旨在至少解决现有技术或相关技术中存在的技术问题之一。
2、为此,本发明实施例的目的在于提供一种环状透明赛璐珞材料零件的加工方法。为了实现上述目的,本发明实施例的技术方案提供了一种环状透明赛璐珞材料零件的加工方法,包括:
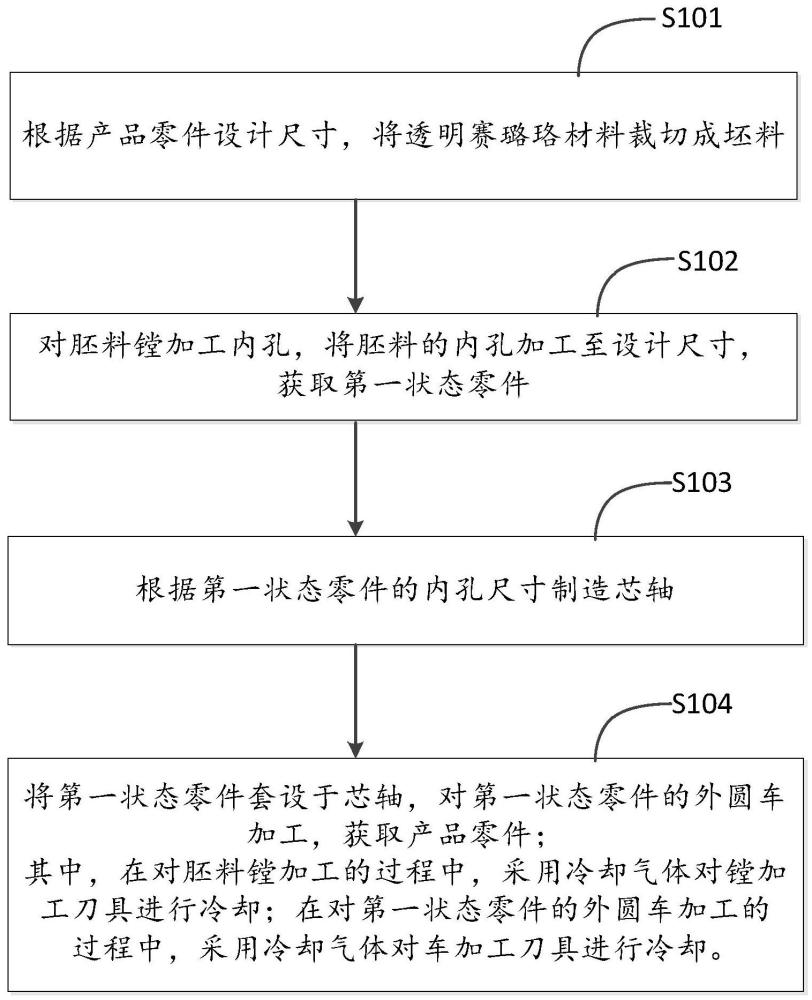
3、根据产品零件设计尺寸,将透明赛璐珞材料裁切成坯料;
4、对所述胚料镗加工内孔,将所述胚料的内孔加工至设计尺寸,获取第一状态零件;
5、根据所述第一状态零件的内孔尺寸制造芯轴;
6、将所述第一状态零件套设于所述芯轴,对所述第一状态零件的外圆车加工,获取所述产品零件;
7、其中,在对所述胚料镗加工的过程中,采用冷却气体对镗加工刀具进行冷却;在对所述第一状态零件的外圆车加工的过程中,采用冷却气体对车加工刀具进行冷却。
8、另外,本发明实施例提供的上述技术方案中环状透明赛璐珞材料零件加工方法还可以具有如下附加技术特征:
9、在本发明实施例的一个技术方案中,在搬运所述透明赛璐珞材料、所述胚料、所述第一状态零件以及所述产品零件的过程中,采用橡胶制品接触表面。
10、在本发明实施例的一个技术方案中,所述根据产品零件设计尺寸,将透明赛璐珞材料裁切成坯料的步骤包括:
11、检测所述透明赛璐珞材料的表面质量;
12、在所述透明赛璐珞材料的表面质量检测合格的情况下,清理所述透明赛璐珞材料;
13、将清理完成的所述透明赛璐珞材料放置于工作台,对所述透明赛璐珞材料进行划线;
14、沿划线位置对所述透明赛璐珞材料进行裁切,获取所述胚料。
15、在本发明实施例的一个技术方案中,所述对所述胚料镗加工内孔,将所述胚料的内孔加工至设计尺寸,获取第一状态零件的步骤包括:
16、在加工中心的工作台上铺设垫板,将所述胚料的周侧压紧于所述垫板;
17、对所述胚料采用第一加工参数进行粗镗内孔;
18、在粗镗内孔的基础上,对所述胚料采用第二加工参数进行精镗内孔,以获取所述第一状态零件。
19、在本发明实施例的一个技术方案中,所述第一加工参数的刀具转速为500r/min至600r/min,所述刀具的进给速度为30mm/min至40mm/min;
20、所述第二加工参数的刀具转速为500r/min至600r/min,所述刀具的进给速度为10mm/min至15mm/min。
21、在本发明实施例的一个技术方案中,所述芯轴和所述第一状态零件的内孔配合间隙为0.01mm至0.03mm。
22、在本发明实施例的一个技术方案中,所述将所述第一状态零件套设于所述芯轴,对所述第一状态零件的外圆加工,获取所述产品零件的步骤包括:
23、将一个或多个所述第一状态零件套设于所述芯轴;
24、对所述第一状态零件采用第三加工参数进行粗车外圆;
25、在粗车外圆的基础上,对所述第一状态零件采用第四加工参数进行精车外圆,以获取所述产品零件。
26、在本发明实施例的一个技术方案中,所述第三加工参数的刀具转速为600r/min至700r/min,所述刀具的进给速度为80mm/min至100mm/min;
27、所述第四加工参数的刀具转速为600r/min至700r/min,所述刀具的进给速度为30mm/min至40mm/min。
28、在本发明实施例的一个技术方案中,获取所述第一状态零件后,采用目数为160的砂纸对所述第一状态零件去除毛刺;
29、获取所述产品零件后,采用目数为160的砂纸对所述产品零件去除毛刺。
30、在本发明实施例的一个技术方案中,还包括:
31、对所述产品零件进行尺寸以及表观检验;
32、在所述产品零件检验合格的情况下,采用低密度海绵包裹所述产品零件;
33、将包裹后的所述产品零件装至试样袋中,并在所述试样袋上做出产品标识。
34、相比现有技术,本发明至少包括以下有益效果:
35、本发明提供了一种环状透明赛璐珞材料零件的加工方法,该方法通过根据产品零件设计尺寸,将透明赛璐珞材料裁切成坯料;通过对上述胚料镗加工内孔,将上述胚料的内孔加工至设计尺寸,获取第一状态零件;通过根据上述第一状态零件的内孔尺寸制造芯轴;通过将上述第一状态零件套设于上述芯轴,对上述第一状态零件的外圆车加工,获取上述产品零件;并且考虑到加工非金属材料不允许使用冷却液,在对胚料镗加工的过程中,采用冷却气体对镗加工刀具进行冷却以及在对第一状态零件的外圆车加工的过程中,采用冷却气体对车加工刀具进行冷却。避免刀具产生的高温导致赛璐珞材料燃烧、融化。保证对赛璐珞材料加工的可靠性。
36、本发明所述的环状透明赛璐珞材料加工方法,本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
技术特征:1.一种环状透明赛璐珞材料零件的加工方法,其特征在于,包括:
2.根据权利要求1所述的环状透明赛璐珞材料零件的加工方法,其特征在于,
3.根据权利要求2所述的环状透明赛璐珞材料零件的加工方法,其特征在于,所述根据产品零件设计尺寸,将透明赛璐珞材料裁切成坯料的步骤包括:
4.根据权利要求2所述的环状透明赛璐珞材料零件的加工方法,其特征在于,所述对所述胚料镗加工内孔,将所述胚料的内孔加工至设计尺寸,获取第一状态零件的步骤包括:
5.根据权利要求4所述的环状透明赛璐珞材料零件的加工方法,其特征在于,
6.根据权利要求4所述的环状透明赛璐珞材料零件的加工方法,其特征在于,
7.根据权利要求4所述的环状透明赛璐珞材料零件的加工方法,其特征在于,所述将所述第一状态零件套设于所述芯轴,对所述第一状态零件的外圆加工,获取所述产品零件的步骤包括:
8.根据权利要求7所述的环状透明赛璐珞材料零件的加工方法,其特征在于,
9.根据权利要求4所述的环状透明赛璐珞材料零件的加工方法,其特征在于,
10.根据权利要求1所述的环状透明赛璐珞材料零件的加工方法,其特征在于,还包括:
技术总结本发明涉及的是一种环状透明赛璐珞材料零件的加工方法,包括:根据产品零件设计尺寸,将透明赛璐珞材料裁切成坯料;对胚料镗加工内孔,将胚料的内孔加工至设计尺寸,获取第一状态零件;根据第一状态零件的内孔尺寸制造芯轴;将第一状态零件套设于芯轴,对第一状态零件的外圆车加工,获取产品零件;其中,在对胚料镗加工的过程中,采用冷却气体对镗加工刀具进行冷却;在对第一状态零件的外圆车加工的过程中,采用冷却气体对车加工刀具进行冷却。避免刀具产生的高温导致赛璐珞材料燃烧、融化。保证对赛璐珞材料加工的可靠性。技术研发人员:张文鹏,李兆锋,张博,池明敏,王浩洋,鲁国顺,张鹏翔,刘林坤受保护的技术使用者:湖北三江航天红阳机电有限公司技术研发日:技术公布日:2024/8/21本文地址:https://www.jishuxx.com/zhuanli/20240822/277975.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表