一种液压胶管钢丝编织层外径实时测量装置及其方法与流程
- 国知局
- 2024-08-22 14:40:22
本发明属于液压胶管测量,特别涉及一种液压胶管钢丝编织层外径实时测量装置及其方法。
背景技术:
1、煤矿液压胶管是矿用高压胶管的一种,主要用于矿井液压支架,油田开采等场景,适用于工程建筑、起重运输、冶金锻压、矿山设备、船只、注塑机械、农业机械、各种机床以及各工业部门机械化、自动化液压系统中,这种胶管能够运送具有一定压力和温度的石油基液体(如矿产油、液压油等)及水基液体,具有出色的耐压性能。
2、目前,煤矿液压胶管的生产工艺流程一般包括原料准备、混炼胶加工、胶管成型、硫化及组装检测;其中,胶管成型先是通过挤出机挤出内层胶管,并在其上缠绕或编织钢丝加强层;接着,包覆中层胶薄片;之后,再包覆外层胶并包上硫化保护层进行硫化。
3、液压胶管上编织钢丝层是使胶管可以承受高强度的压力,这一操作是通过液压胶管钢丝编织机来完成。在钢丝编织机作业过程中,操作人员会利用游标卡尺对产出的液压胶管钢丝编织层进行间断性外径测量,以判定其数值是否在合格范围内。但是,这种测量方式不仅工作效率低,劳动强度大,且易造成外径测量不及时、不到位;若发生一根或多根钢丝断裂,不能及时对已编织好的钢丝编织层进行夹压保护,易造成已编织好的钢丝开散。
技术实现思路
1、本发明针对现有技术存在的不足,提供了一种液压胶管钢丝编织层外径实时测量装置及其方法,具体技术方案如下:
2、本发明提供一种液压胶管钢丝编织层外径实时测量装置,该测量装置包括
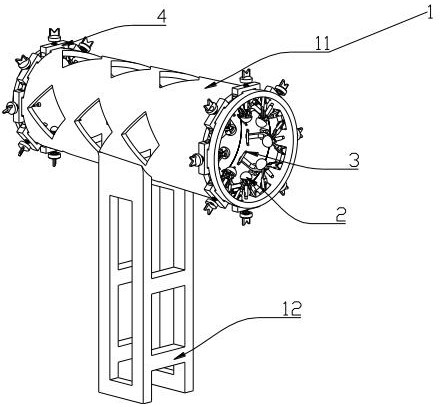
3、一机架,其由机筒以及支撑所述机筒的支架组成,所述机筒轴向套设于待测量的液压胶管外部;
4、一前测量机构,其包括多个前测量单元,多个所述前测量单元分别周向等间距嵌设于所述机筒背离液压胶管行进方向的端口处,所述前测量单元的内端部与液压胶管的钢丝编织层外周面弹性接触;
5、一锁定机构,其轴向套设于所述机筒靠近所述前测量机构的内端部,所述锁定机构包括与所述机筒内壁一体化套接配合的锁定环,所述锁定环朝向所述前测量机构的端部内壁周向等间距铰接设置有多个与对应所述前测量单元相配合的锁定卡齿;所述前测量单元的内端部径向伸长时,可触发所述锁定卡齿对液压胶管的钢丝编织层实施弹压。
6、作为本发明一种优选技术方案,所述机筒背离液压胶管行进方向的端口部周向等间距贯穿开设有多个导向槽,且相邻所述导向槽中部贯穿开设有安装孔;
7、所述前测量单元包括u型限位支架,所述限位支架的竖直部分别与相邻两个所述导向槽的内端部径向插接配合,所述限位支架中部贯穿开设有台阶孔,所述台阶孔中穿设有调节旋杆,且所述调节旋杆的前部螺纹段穿过对应的所述安装孔,并与其螺接配合,所述调节旋杆的尾部旋钮与对应所述台阶孔之间轴向套设有线簧;所述调节旋杆前端面轴向连接有顶簧,所述顶簧端面轴向架设有半圆球形结构的探头,所述探头底部侧面与对应所述限位支架端部之间分别铰接设置有连杆一和连杆二;所述探头底部端面与对应所述锁定卡齿端面限位靠接,所述探头通过对应顶簧与液压胶管的钢丝编织层外周面弹性接触,且所述顶簧伸长时,所述探头底部端面与锁定卡齿端面分离而触发锁定卡齿对液压胶管的钢丝编织层实施弹压。
8、作为本发明一种优选技术方案,所述探头底面垂直连接有u型安装架,所述安装架底面中部设置有嵌装孔,所述嵌装孔与对应所述顶簧端部嵌接配合;所述安装架端部之间贯穿开设有连接孔,所述连杆一和连杆二顶部通过穿设于两个连接孔之间的轴杆交叉枢轴连接;所述限位支架端部分别贯通开设有导向腔,所述导向腔顶口处横向垂直设置有导向栓,所述连杆一和连杆二底部分别与对应所述导向栓可拆卸地枢轴连接;所述安装架端面下部分别垂直对称连接有限位柱,其中一个所述限位柱端面与对应所述锁定卡齿端面限位靠接,所述顶簧伸长时,所述限位柱端面与锁定卡齿端面分离而触发锁定卡齿对液压胶管的钢丝编织层实施弹压。
9、作为本发明一种优选技术方案,所述锁定卡齿与对应设置于所述锁定环内壁上的u型支座弹性铰接;所述锁定卡齿包括l型连杆,所述l型连杆通过其拐角部开设的铰接孔与对应垂直设置于所述支座中的转动栓枢轴连接;所述l型连杆顶部内侧设置有与液压胶管相适应的u型卡齿,所述l型连杆底面下方设置有锁簧,所述锁簧一端与垂直设置于所述支座中的锁簧栓钩接,其另一端与设置于所述l型连杆底面的锁簧孔钩接;所述l型连杆通过其底端设置的楔形面与对应所述限位柱端面限位靠接;所述顶簧伸长时,所述限位柱端面向上与所述l型连杆的楔形面错位分离,且所述l型连杆在所述锁簧回拉下朝向对应所述探头一侧转动而致使所述卡齿对液压胶管的钢丝编织层实施弹压。
10、作为本发明一种优选技术方案,所述l型连杆背面设置有振动传感器,所述振动传感器与外部的工控机无线连接。
11、作为本发明一种优选技术方案,所述限位柱端面嵌设有s极磁片,所述l型连杆的底端楔形面嵌设有与所述s极磁片相磁吸的n极磁片。
12、作为本发明一种优选技术方案,所述连杆一顶端一体化设置有拨叉,其底端开设有l型限位槽一,且所述限位槽一底部贯穿开设有销孔一;所述连杆二顶端一体化设置有与对应所述拨叉交叉配合的拨杆,其底端开设有l型限位槽二,且所述限位槽二底部贯穿开设有销孔二;所述限位槽一和限位槽二分别与对应的所述导向栓间隙卡接;所述销孔一和销孔二中分别插接有与之相适配的销轴。
13、作为本发明一种优选技术方案,所述机筒另一端口与所述前测量机构同轴设置有后测量机构;所述后测量机构包括多个后测量单元,多个所述后测量单元分别周向等间距嵌设于对应所述机筒端口处;
14、所述后测量单元与前测量单元的数量和结构均相同,仅所述后测量单元将所述前测量单元的顶簧位置处替换为墨囊;
15、所述墨囊包括弹性囊腔,所述囊腔一端与对应所述调节旋杆顶端连接,其另一端与对应所述安装架底面的嵌装孔嵌接配合,所述囊腔朝向所述机筒的侧面垂直连通设置有l型喷枪,所述喷枪的喷口朝向液压胶管的钢丝编织层;
16、所述囊腔分为自然状态和受压状态,处于自然状态时,所述后测量单元的探头与液压胶管的钢丝编织层贴接;处于受压状态时,所述囊腔内的墨液经喷枪喷涂于液压胶管的钢丝编织层表面。
17、作为本发明一种优选技术方案,所述机筒为喇叭形结构,其大端口处设置所述前测量机构,其小端口处设置所述后测量机构。
18、本发明还提供一种液压胶管钢丝编织层外径实时测量方法,该测量方法适用于液压胶管钢丝编织机的作业过程,该测量方法包括如上所述的测量装置;该测量方法包括如下步骤:
19、将该测量装置安装于钢丝编织机的出料侧,液压胶管在其钢丝编织层的编织过程中,若一根或多根钢丝发生断裂而致使钢丝编织层表面产生凹陷,则与之接触的一个或者多个前测量单元的内端部径向弹性伸长,而触发对应所述锁定卡齿对液压胶管的钢丝编织层实施弹压,并随即人工关停钢丝编织机。
20、本发明的有益效果是:
21、本发明可以代替人工测量,提高工作效率,降低劳动强度,其中,本发明设置的机架中机筒通过支架水平支撑,机筒轴向穿套在待测量的液压胶管外侧,前测量机构中周向等间距设置的多个前测量单元的内端部与液压胶管的钢丝编织层外周面弹性接触,这样可以对液压胶管的钢丝编织层实时周向多点测量,以做到外径测量及时、到位;若钢丝编织层外径数值始终在合格范围内,则不会触发锁定机构;反之,若发生一根或多根钢丝断裂而致使钢丝编织层表面产生凹陷,则与之接触的一个或者多个前测量单元的内端部径向弹性伸长,而触发与之临近设置的锁定机构中对应锁定卡齿对已编织好的钢丝编织层实施单个弹压或多个共同夹压保护,这样不易造成已编织好的钢丝开散,与此同时,操作人员会立即关停钢丝编织机,以减少残次品的产生,提高产品的质量。
本文地址:https://www.jishuxx.com/zhuanli/20240822/279440.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表