一种光学胶合件的加工方法与流程
- 国知局
- 2024-08-22 15:06:00
本发明涉及光学零件加工,尤其涉及一种光学胶合件的加工方法。
背景技术:
1、光胶是靠分子间的吸引力使两个表面紧密结合在一起的工艺。采用光胶法结合的光学零件,由于结合面之间没有掺杂介质,所以光学性能通常保持不变。因而,对于现有的某款光学胶合件,它就是采用光胶的方式将第一楔形零件和第二楔形零件光胶于光学基板的两个相对面,并以此控制第一楔形零件和第二楔形零件端面的空间垂直状态。
2、然而,在实际应用中发现,上述光学胶合件加工工艺复杂,需要采用较多的工装配合,才能确保第一楔形零件和第二楔形零件端面的空间垂直;与此同时,在遇到高温、低温、温度骤变或者剧烈震动等恶劣情况下,上述光学胶合件的不同光学零件之间会出现光胶失效(例如起圈或分离)的情况,导致光学胶合件无法正常使用。
技术实现思路
1、本发明提供一种光学胶合件的加工方法,用以至少解决或者改善现有的光学胶合件存在加工工艺复杂,光胶产品无法满足在高温、低温、温度骤变或者剧烈震动等恶劣情况下正常使用的问题。
2、本发明提供一种光学胶合件的加工方法,包括:
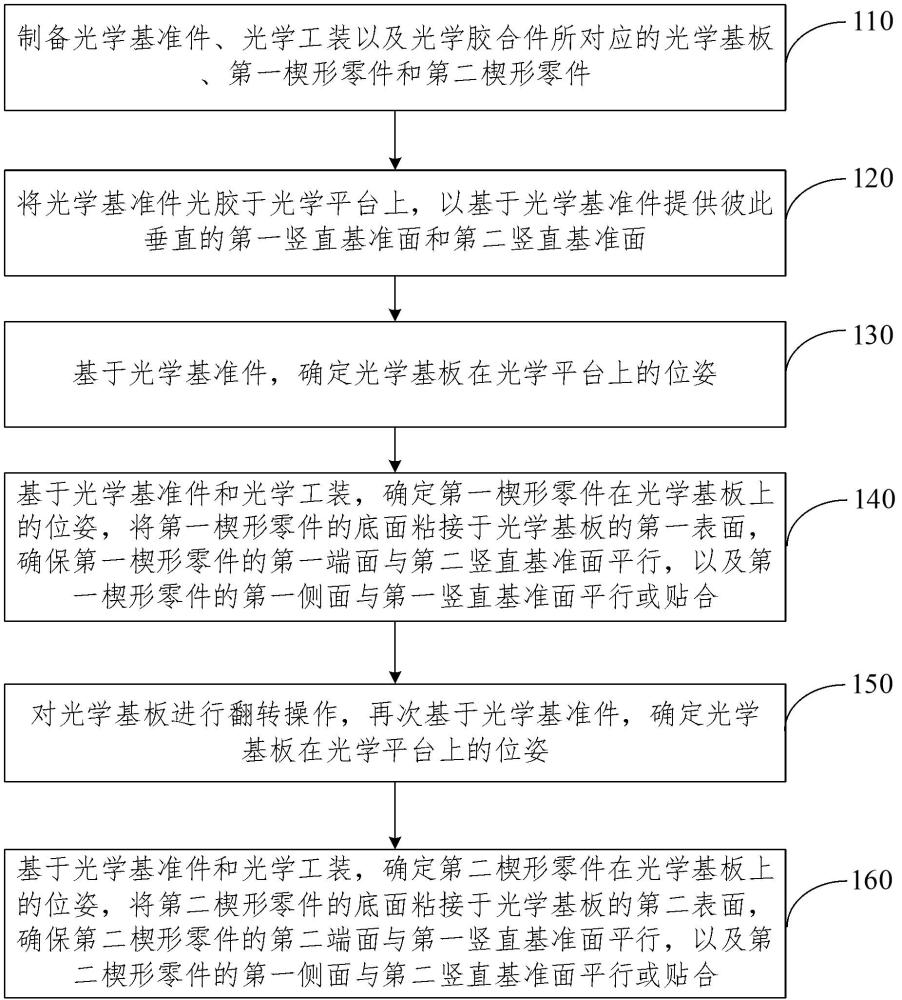
3、制备光学基准件、光学工装以及光学胶合件所对应的光学基板、第一楔形零件和第二楔形零件;
4、将所述光学基准件光胶于光学平台上,以基于所述光学基准件提供彼此垂直的第一竖直基准面和第二竖直基准面;
5、基于所述光学基准件,确定所述光学基板在所述光学平台上的位姿;
6、基于光学基准件和光学工装,确定第一楔形零件在光学基板上的位姿,将所述第一楔形零件的底面粘接于所述光学基板的第一表面,确保所述第一楔形零件的第一端面与所述第二竖直基准面平行,以及所述第一楔形零件的第一侧面与所述第一竖直基准面平行或贴合;
7、对所述光学基板进行翻转操作,再次基于所述光学基准件,确定所述光学基板在所述光学平台上的位姿;
8、基于所述光学基准件和所述光学工装,确定所述第二楔形零件在所述光学基板上的位姿,将所述第二楔形零件的底面粘接于所述光学基板的第二表面,确保所述第二楔形零件的第二端面与所述第一竖直基准面平行,以及所述第二楔形零件的第一侧面与所述第二竖直基准面平行或贴合。
9、根据本发明提供的一种光学胶合件的加工方法,所述光学基准件包括第一方砖和第二方砖,将所述光学基准件光胶于光学平台上的步骤,包括:
10、将所述第一方砖的底面光胶于所述光学平台的表面;
11、将所述第二方砖的底面光胶于所述光学平台的表面,以及将所述第二方砖的侧面的一部分光胶于所述第一方砖的端面;
12、其中,所述第一方砖朝向所述第二方砖的侧面形成为所述第一竖直基准面,所述第二方砖朝向所述第一方砖的侧面形成为所述第二竖直基准面。
13、根据本发明提供的一种光学胶合件的加工方法,所述基于所述光学基准件,确定所述光学基板在所述光学平台上的位姿的步骤,包括:
14、将所述光学基板放置于所述光学平台上,确保所述光学基板的第二表面与所述光学平台的表面贴合;
15、控制所述光学基板在所述光学平台上移动,直至将所述光学基板的第二侧面与所述第一竖直基准面贴合,以及将所述光学基板的第三侧面与所述第二竖直基准面贴合。
16、根据本发明提供的一种光学胶合件的加工方法,将所述光学基板的第二侧面与所述第一竖直基准面贴合,以及将所述光学基板的第三侧面与所述第二竖直基准面贴合的步骤,包括:
17、将所述光学基板的第二侧面贴附于所述第一竖直基准面,将所述光学基板的第三侧面贴附于所述第二竖直基准面;
18、对所述光学基板朝向所述光学基准件一侧施加倾斜压力,直至所述光学基板的第二侧面与所述第一竖直基准面之间,以及所述光学基板的第三侧面与所述第二竖直基准面之间均出现光圈条纹。
19、根据本发明提供的一种光学胶合件的加工方法,所述光学工装呈立方体状,所述基于光学基准件和光学工装,确定第一楔形零件在光学基板上的位姿,将所述第一楔形零件的底面粘接于所述光学基板的第一表面的步骤,包括:
20、将所述光学工装的底面与所述光学基板的第一表面贴合,将所述光学工装的第一端面与所述第二竖直基准面贴合,以及将所述光学工装的侧面与所述第一竖直基准面贴合;
21、在第一楔形零件的底面涂抹紫外胶水,将所述第一楔形零件的底面与所述光学基板的第一表面贴合,将所述第一楔形零件的第一端面和所述光学工装的第二端面贴合,以及将所述第一楔形零件的第一侧面与所述第一竖直基准面贴合;
22、采用紫外光固化所述紫外胶水,以使得所述第一楔形零件的底面粘接于所述光学基板的第一表面。
23、根据本发明提供的一种光学胶合件的加工方法,将所述光学工装的底面与所述光学基板的第一表面贴合,将所述光学工装的第一端面与所述第二竖直基准面贴合,以及将所述光学工装的侧面与所述第一竖直基准面贴合的步骤,包括:
24、将所述光学工装的底面贴附于所述光学基板的第一表面,将所述光学工装的第一端面贴附于所述第二竖直基准面,以及将所述光学工装的侧面贴附于所述第一竖直基准面;
25、对所述光学工装朝向所述光学基准件一侧施加倾斜压力,直至所述光学工装的底面和所述光学基板的第一表面之间、所述光学工装的第一端面和所述第二竖直基准面之间,以及所述光学工装的侧面和所述第一竖直基准面之间均出现光圈条纹;
26、或者,将所述第一楔形零件的底面与所述光学基板的第一表面贴合,将所述第一楔形零件的第一端面和所述光学工装的第二端面贴合,以及将所述第一楔形零件的第一侧面与所述第一竖直基准面贴合的步骤,包括:
27、将所述第一楔形零件的底面贴附于所述光学基板的第一表面,将所述第一楔形零件的第一端面贴附于所述光学工装的第二端面,以及将所述第一楔形零件的第一侧面贴附于所述第一竖直基准面;
28、对所述第一楔形零件朝向所述光学基准件的一侧施加倾斜压力,直至所述第一楔形零件的第一端面和所述光学工装的第二端面之间,以及所述第一楔形零件的第一侧面和所述第一竖直基准面之间均出现光圈条纹。
29、根据本发明提供的一种光学胶合件的加工方法,所述对所述光学基板进行翻转操作,再次基于所述光学基准件,确定所述光学基板在所述光学平台上的位姿的步骤,包括:
30、在所述光学基板的第一表面光胶支撑组件;
31、对所述光学基板进行180º翻转,以使得所述支撑组件支撑于所述光学平台和所述光学基板之间;
32、将所述光学基板的第一侧面与所述第二竖直基准面贴合,以及将所述光学基板的第二侧面与所述第一竖直基准面贴合。
33、根据本发明提供的一种光学胶合件的加工方法,所述支撑组件包括多个支撑柱,多个所述支撑柱围绕所述第一楔形零件设置;
34、其中,所述支撑柱的高度大于所述第一楔形零件的厚度。
35、根据本发明提供的一种光学胶合件的加工方法,所述光学工装呈立方体状,所述基于所述光学基准件和所述光学工装,确定所述第二楔形零件在所述光学基板上的位姿,将所述第二楔形零件的底面粘接于所述光学基板的第二表面,确保所述第二楔形零件的第一端面与所述第一竖直基准面平行的步骤,包括:
36、将所述光学工装的底面与所述光学基板的第二表面贴合,将所述光学工装的第二端面与所述第一竖直基准面贴合,以及将所述光学工装的侧面与所述第二竖直基准面贴合;
37、在第二楔形零件的底面涂抹紫外胶水,将所述第二楔形零件的底面与所述光学基板的第二表面贴合,将所述第二楔形零件的第二端面和所述光学工装的第一端面贴合,以及将所述第二楔形零件的第一侧面与所述第二竖直基准面贴合;
38、采用紫外光固化所述紫外胶水,以使得所述第二楔形零件的底面粘接于所述光学基板的第二表面。
39、根据本发明提供的一种光学胶合件的加工方法,所述光学基板的第一表面和第二表面的面形n和误差所对应的光圈数均满足:n≤0.5,≤0.2,所述第一表面和所述第二表面的平行度为1~2″;
40、所述第一楔形零件和所述第二楔形零件均为长度与厚度之比大于10:1的超薄零件,所述第一楔形零件和所述第二楔形零件上的各个面的面形n和误差所对应的光圈数均满足:n≤0.2,≤0.1,所述第一楔形零件和所述第二楔形零件所对应的第一端面和第二端面相对于底面的垂直度均为90°±2″;
41、所述光学胶合件当中的第一楔形零件和第二楔形零件的垂直度为90±39″,所述光学胶合件的耐受温度为-150℃~+125℃,抗震强度在3g以上。
42、本发明提供的光学胶合件的加工方法,通过在光学平台上光胶光学基准件,基于光学基准件第一竖直基准面和第二竖直基准面,可先利用光学基准件提供的基准,确定光学基板在光学平台上的位姿,再利用光学基准件和光学工装提供的基准,将第一楔形零件以第一设定姿态粘接于光学基板的第一表面上的设定位置,在对光学基板进行翻转操作后,可采用相同的方式将第二楔形零件以第二设定姿态粘接于光学基板的第二表面的设定位置;由于在加工过程中,控制第一楔形零件的第一端面与第二竖直基准面平行,且第一楔形零件的第一侧面与第一竖直基准面平行或贴合,第二楔形零件的第二端面与第一竖直基准面平行,且第二楔形零件的第一侧面与第二竖直基准面平行或贴合,而第一竖直基准面和第二竖直基准面彼此垂直,从而实现控制第一楔形零件的第一端面和第二楔形零件的第二端面的空间垂直,并确保了第一楔形零件和第二楔形零件沿竖直方向在水平面上的投影呈垂直相交设置。
43、相比于现有采用光胶方式,本发明根据光学基准件提供的两个竖直基准面,只需利用一个光学工装和待胶合的光学基板,即可采用胶合方式将两个楔形零件按照设定姿态粘接在光学基板的两个表面,以此实现对光学胶合件的制备,整个制备过程减少了光学工装的使用,简化了加工工艺,光学胶合件所对应的两个楔形零件的端面实现空间垂直的同时,还能够满足在高温、低温、温度骤变或者剧烈震动等恶劣情况下正常使用需求。
本文地址:https://www.jishuxx.com/zhuanli/20240822/281142.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表