热交换器的制作方法
- 国知局
- 2024-08-22 15:12:44
本发明涉及一种热交换器。
背景技术:
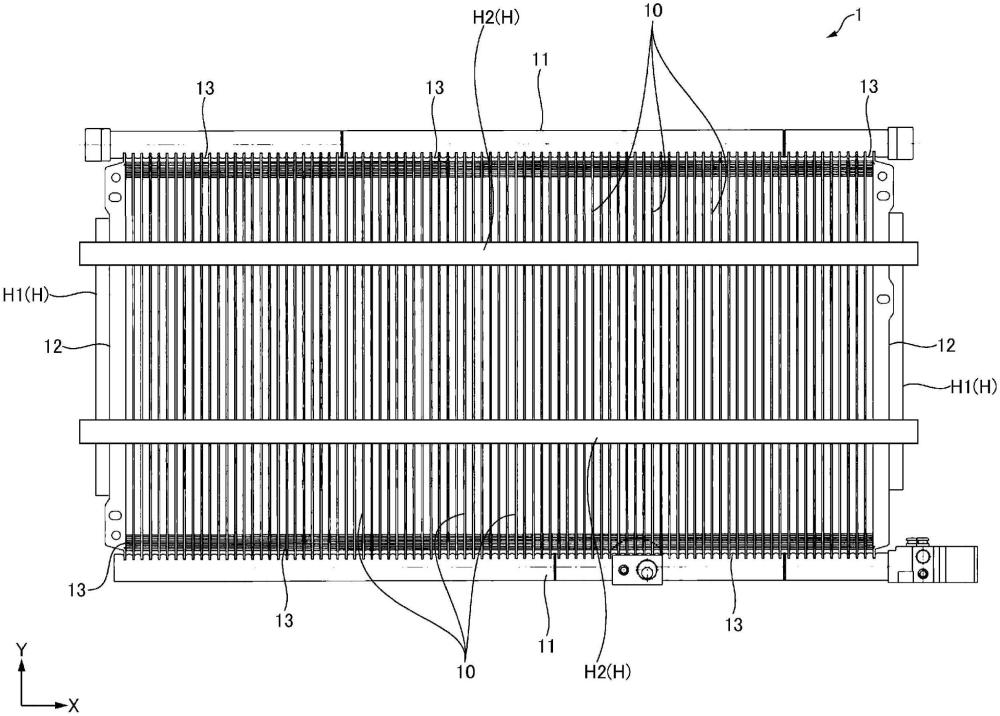
1、以往,作为用于车辆的空调装置的热交换器,已知一种铝(包括铝合金)制的热交换器。上述热交换器中,在以空开规定间隔的方式呈并列状配置的多个管的两端以连通状态连接有一对中空集管,在管之间以及最外侧的管的外侧配置有波纹翅片,在最外侧的波纹翅片的外侧配置有翅片保护用的侧板,而且,在中空集管适当地以连通状态连接有作为热介质(包括制冷剂)的出入口的连接管。
2、上述热交换器中,前述管、集管、波纹翅片、侧板等均由铝材形成,通过将它们以组装的状态整体放入电炉并一并进行硬钎焊,以进行各部分之间的接合。
3、上述热交换器需要在通过硬钎焊将各部分接合的状态下将整体安装并固定于车体等,因此,将安装用的支架固定于热交换器的侧板等。此时,将支架在前述一并进行硬钎焊时通过硬钎焊临时固定于侧板等,然后,将紧固件(螺栓)插入到设置于侧板的螺纹孔和设置于支架的长孔并进行紧固固定(参照下述专利文献1)。
4、现有技术文献
5、专利文献
6、专利文献1:日本专利特开平5-79788号公报
技术实现思路
1、在将热交换器的各部分组装并一并进行硬钎焊时,若在组装状态下产生偏移则无法制造出良品。尤其,在将波纹翅片配置于多个扁平状的管之间的状态下,由于管和波纹翅片被大量并列,因此,难以在维持所有的管与波纹翅片之间的位置关系的状态下整体放入电炉中。
2、因此,使由未被硬钎焊到铝材的金属材料(例如不锈钢材料)制成的限制夹具与两方的侧板外侧抵接,并通过限制夹具将两方的侧板和配置于它们之间的大量的管和大量的波纹翅片夹入,并在保持它们的配置关系的状态下一并进行硬钎焊。由此,能在维持大量并列的管与波纹翅片之间的位置关系的状态下将整体放入电炉中,能提高良品的成品率。
3、然而,若使用上述限制夹具,则在由于限制夹具的金属材料和热交换器的铝材中线膨胀系数不同,因此,可确认在侧板的被限制夹具限制的部分与未被限制夹具限制的部分的交界处在侧板产生挠曲。若在侧板产生上述那种挠曲,则在临时固定于侧板的支架的朝向中将会产生倾斜,从而产生无法将热交换器适当地安装于车体等被安装部位的问题。
4、本发明的目的在于处理上述那样的问题。即,本发明的目的在于,在将铝材的热交换器一并进行硬钎焊时,即使在使限制夹具与侧板的外侧抵接并维持大量并列的管等的位置关系的情况下,也能恰当地将热交换器安装于车体等被安装部位。
5、解决技术问题所采用的技术方案
6、为了解决上述技术问题,本发明的热交换器具备以下结构。热交换器包括:多个管,多个所述管供热介质在内部流通;一对集管,一对所述集管沿着多个所述管的层叠方向延伸设置,并分别连接于所述管的两端;以及侧板,所述侧板设置于多个所述管的层叠方向两端,端部连接于所述集管,其特征是,所述侧板在距与所述集管的连接部位设定距离处具有与被紧固构件紧固的紧固部,所述紧固部包括将紧固件沿着所述侧板的长边方向插入的第一插入孔和第二插入孔,所述第二插入孔的直径比所述第一插入孔的直径更长。
7、发明效果
8、具有上述特征的热交换器在将铝材的热交换器一并进行硬钎焊时,即使在使限制夹具与侧板的外侧抵接并维持大量并列的管等的位置关系的情况下,也能恰当地将热交换器安装于车体等被安装部位。
技术特征:1.一种热交换器,包括:
2.如权利要求1所述的热交换器,其特征在于,
3.如权利要求1或2所述的热交换器,其特征在于,
4.如权利要求1至3中任一项所述的热交换器,其特征在于,
5.如权利要求1至4中任一项所述的热交换器,其特征在于,
技术总结本发明在将铝材的热交换器一并进行硬钎焊时,即使在使限制夹具与侧板的外侧抵接并维持大量并列的管等的位置关系的情况下,也能恰当地将热交换器安装于车体等被安装部位。热交换器包括:供热介质在内部流通的多个管;沿着多个管的层叠方向延伸设置,并分别连接于管的两端的一对集管;设置于多个管的层叠方向两端,端部连接于集管的侧板,其中,侧板在距与集管的连接部位设定距离处具有与被紧固构件紧固的紧固部,紧固部包括沿着侧板的长边方向将紧固件插入的第一插入孔和第二插入孔,第二插入孔的直径比第一插入孔的直径更长。技术研发人员:堀越明受保护的技术使用者:三电株式会社技术研发日:技术公布日:2024/8/20本文地址:https://www.jishuxx.com/zhuanli/20240822/281658.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表