可逆冷轧机开卷机轧制故障控制的方法与流程
- 国知局
- 2024-08-30 14:47:02
本发明属于冷轧机领域,具体涉及一种可逆冷轧机开卷机轧制故障控制的方法。
背景技术:
1、二十辊可逆冷轧机是轧制不锈钢的主要机型,具有轧制压力大、轧制速度快、带钢板型好等特点,主要生产表面等级为2b和ba的不锈钢产品。轧机具有开卷机(见图1)、张力卷取机两种开卷轧制方式,考虑到内径问题或保证面翻面轧制需要,部分产品第一道次采用开卷机开卷轧制,后续道次采用张力卷取机轧制,开卷机开卷轧制具有轧线长度长、张力小等特点,造成带钢在开卷机轧制时的稳定性差,且存在操作水平不足、容易误操作等问题,轧制过程故障事故大幅上升,严重影响生产效率和造成严重的消防隐患,亟待提出一种便于现场操作的方法快速有效解决该问题。
技术实现思路
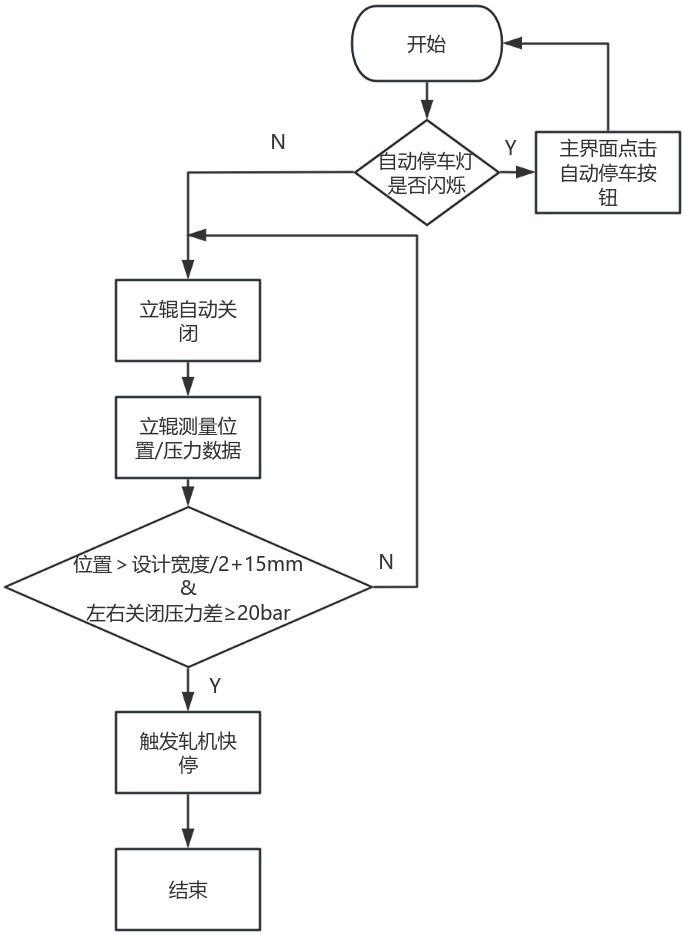
1、为解决上述技术问题。本发明提出一种可逆冷轧机开卷机轧制故障控制的方法。所述的可逆冷轧机开卷机轧制故障控制的方法包括:在轧机入口侧侧导装置上设置位置传感器。监测进入侧导装置的带钢跑偏状态。当所述带钢的一侧边距离轧机入口中部大于1/2倍的轧机入口设计宽度与15mm之和时,所述可逆冷轧机判断出现故障并停机。
2、在轧机入口侧设置压力传感器,所述压力传感器被配置为检测带钢进入轧机时两个侧边的压力。当所述压力传感器获取的带钢进入轧机时两个侧边的压力之差大于20bar,所述所述可逆冷轧机判断出现故障并停机。
3、建立自动停车预警、换向自动清零功能,彻底消除人为操作失误。
4、增加开卷机轧制人员干预自动停车和自动停车预警功能,若操作人员未投入自动停车按钮,操作台预警灯一直闪烁提醒。
5、增加张力卷取机进行反向卷曲时对控制程序进行换向限制和换向自动清零,使张力卷取机反向卷取结束后方可换向,换向后卷取机原始米数自动清零。
6、本发明与现有技术相比具有以下有益效果:
7、通过建立侧导装置限位程序,可以有效判断带钢跑偏情况,实现快速防止带钢跑偏与机架摩擦的故障事故;
8、通过建立自动停车预警、换向自动清零功能,从plc程序上彻底消除人为操作失误引发的故障事故。
9、采用本发明方法后,成功解决了开卷机轧制故障问题。
技术特征:1.一种可逆冷轧机开卷机轧制故障控制的方法,其特征在于,包括:
2.根据权利要求1所述的可逆冷轧机开卷机轧制故障控制的方法,其特征在于,在轧机入口侧设置压力传感器,所述压力传感器被配置为检测带钢进入轧机时两个侧边的压力;
3.根据权利要求2所述的可逆冷轧机开卷机轧制故障控制的方法,其特征在于,建立自动停车预警、换向自动清零功能,彻底消除人为操作失误。
4.根据权利要求3所述的可逆冷轧机开卷机轧制故障控制的方法,其特征在于,增加开卷机轧制人员干预自动停车和自动停车预警功能,若操作人员未投入自动停车按钮,操作台预警灯一直闪烁提醒。
5.根据权利要求3所述的可逆冷轧机开卷机轧制故障控制的方法,其特征在于,增加张力卷取机进行反向卷曲时对控制程序进行换向限制和换向自动清零,
技术总结本发明属于冷轧机领域,具体涉及一种可逆冷轧机开卷机轧制故障控制的方法;所述的可逆冷轧机开卷机轧制故障控制的方法包括:在轧机入口侧侧导装置上设置位置传感器。监测进入侧导装置的带钢跑偏状态。当所述带钢的一侧边距离轧机入口中部大于1/2倍的轧机入口设计宽度与15mm之和时,所述可逆冷轧机判断出现故障并停机。在轧机入口侧设置压力传感器,所述压力传感器被配置为检测带钢进入轧机时两个侧边的压力。当所述压力传感器获取的带钢进入轧机时两个侧边的压力之差大于20bar,所述所述可逆冷轧机判断出现故障并停机。技术研发人员:孟保功,孟俊江,刘治宏,高培军,冯杰,杨斌受保护的技术使用者:山西太钢不锈钢股份有限公司技术研发日:技术公布日:2024/8/27本文地址:https://www.jishuxx.com/zhuanli/20240830/283838.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。