一种螺旋铣孔孔壁粗糙度判断方法与流程
- 国知局
- 2024-08-30 14:46:25
本发明属于铣加工生产加工,具体涉及一种螺旋铣孔孔壁粗糙度判断方法。
背景技术:
1、随着科技快速的发展,机械加工技术水平的不断提高,铣加工在机械加工领域内的分量正在变得越来越重要。具有逐步取代其它生产加工的趋势。铣床设备通过铣刀在待加工零件上进行加工作业,变得越来越普遍。在铣孔的作业中,孔壁的粗糙度往往决定后续零件在使用过程中的工作质量。因此,对铣孔的孔壁粗糙度大小判断,变得越来越重要。通过对粗糙度大小的判断,进而保证后续生产加工质量。特别在精密制造技术领域,每个工艺流程都需要严格把控,才能够保证最终产品的质量。当铣孔的粗糙度出现偏差时,将导致结构件与设备无法匹配或者在使用过程中导致诸多问题,例如:密封性差等问题,因此,在零部件经生产加工后,需要对孔壁进行粗糙度检测,以保证零件的尺寸精度。
技术实现思路
1、针对现有技术中所存在的不足,本发明提供了一种螺旋铣孔孔壁粗糙度判断方法,能够快速判断螺旋铣孔孔壁粗糙度。
2、本发明通过实施例公开了一种螺旋铣孔孔壁粗糙度判断方法,包括:
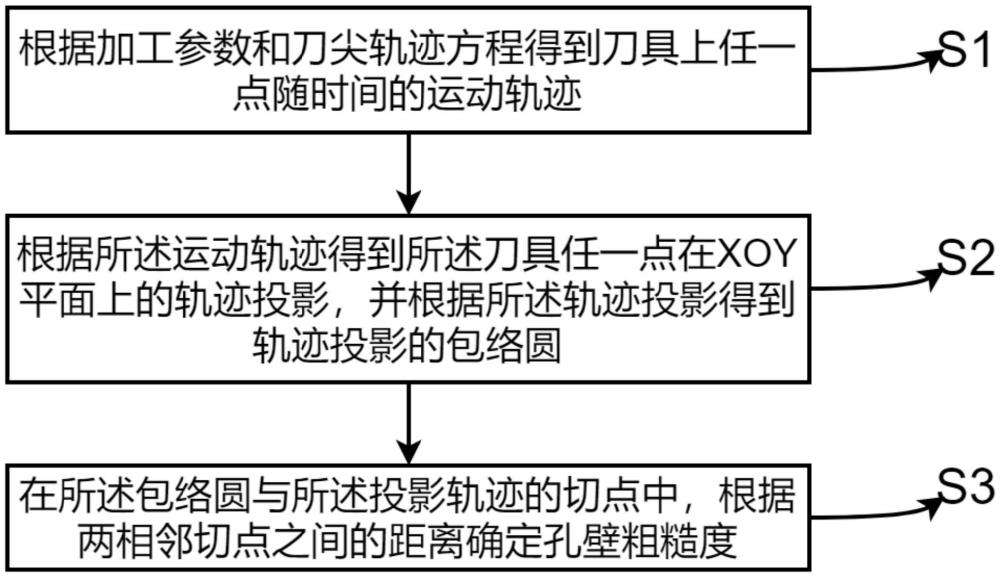
3、根据加工参数和刀尖轨迹方程得到刀具上任一点随时间的运动轨迹;
4、根据运动轨迹得到刀具任一点在xoy平面上的轨迹投影,并根据轨迹投影得到轨迹投影的包络圆;
5、在包络圆与投影轨迹的切点中,根据两相邻切点之间的距离确定孔壁粗糙度。
6、进一步地,根据加工参数和刀尖轨迹方程得到刀具上任一点随时间的运动轨迹包括:在matlab软件中建立刀尖的轨迹方程,确定加工参数数值,并运行plot函数得到刀具任随时间t的运动轨迹。
7、进一步地,加工参数包括:刀具自转转速nz、刀具公转转速ng和轴向进给速度fa。
8、进一步地,刀尖的轨迹方程如下:
9、
10、其中,xp为刀具侧刃与底刃的交点p在x方向上的坐标,yp为刀具侧刃与底刃的交点p在y方向上的坐标,zp为刀具侧刃与底刃的交点p在z方向上的坐标,e为加工孔半径与刀具半径的差值,r为刀具半径,ng为刀具公转转速,nz为刀具自转转速,t为加工时间,h为侧刃与底刃的交点p在轴向方向上的初始值,在刀具与工件接触时,h=0,fa为轴向进给速度。
11、进一步地,根据两相邻切点之间的距离确定孔壁粗糙度包括:两切点之间的距离越大,孔壁越粗糙;两切点之间的距离越小,孔壁越细腻。
12、进一步地,两切点之间的距离包括:两切点在包络圆上的弧线距离或两切点之间的直线距离。
13、进一步地,弧线距离的计算方法如下:
14、
15、其中,r为刀具半径,ng为刀具公转转速,nz为刀具自转转速,e为加工孔半径与刀具半径的差值。
16、本发明的技术原理为:由于理想轨迹的铣刀加工孔的轨迹为正圆,但是在实际加工中,刀刃轨迹为类似于阿基米德螺旋线,随着公转进给与刀具的自转,相邻运动轨迹之间会出现周期性的漏切区域,而漏切区域正是两相邻切点、两切点所在的两轨迹圆的交点围成,因此,计算两相邻切点之间的距离即可确定孔壁粗糙度。
17、相比于现有技术,本发明具有如下有益效果:可以在不测量孔壁粗糙度的情况下对不同加工参数下的孔壁粗糙度进行比较,提高孔壁粗糙度判断效率。
技术特征:1.一种螺旋铣孔孔壁粗糙度判断方法,其特征在于,包括如下步骤:
2.如权利要求1所述的螺旋铣孔孔壁粗糙度判断方法,其特征在于,所述根据加工参数和刀尖轨迹方程得到刀具上任一点随时间的运动轨迹包括:
3.如权利要求1或2所述的螺旋铣孔孔壁粗糙度判断方法,其特征在于,所述加工参数包括:刀具自转转速nz、刀具公转转速ng和轴向进给速度fa。
4.如权利要求1或2所述的螺旋铣孔孔壁粗糙度判断方法,其特征在于,所述刀尖的轨迹方程如下:
5.如权利要求1所述的螺旋铣孔孔壁粗糙度判断方法,其特征在于,所述根据两相邻切点之间的距离确定孔壁粗糙度包括:
6.如权利要求5所述的螺旋铣孔孔壁粗糙度判断方法,其特征在于,所述两切点之间的距离包括:两切点在所述包络圆上的弧线距离或两切点之间的直线距离。
7.如权利要求6所述的螺旋铣孔孔壁粗糙度判断方法,其特征在于,所述弧线距离的计算方法如下:
技术总结本发明属于铣加工生产加工技术领域,具体涉及一种螺旋铣孔孔壁粗糙度判断方法。本发明方法通过加工参数和刀尖轨迹方程得到刀具上任一点随时间的运动轨迹;根据运动轨迹得到刀具任一点在XOY平面上的轨迹投影,并根据轨迹投影得到轨迹投影的包络圆;在包络圆与投影轨迹的切点中,根据两相邻切点之间的距离确定孔壁粗糙度。具有可以在不测量孔壁粗糙度的情况下对不同加工参数下的孔壁粗糙度进行比较,提高孔壁粗糙度判断效率的优点。技术研发人员:陈翼,任永川,余海华,周科,张开友,李蛟,刘峰,王汶,高生玲,谢国峰,熊立新,庞文凯,杨刚刚,杨力,林典受保护的技术使用者:民航成都物流技术有限公司技术研发日:技术公布日:2024/8/27本文地址:https://www.jishuxx.com/zhuanli/20240830/283798.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表