一种晶圆边缘倒角的工装及加工方法与流程
- 国知局
- 2024-08-30 14:46:20
本发明属于半导体加工,具体涉及一种晶圆边缘倒角的工装及加工方法。
背景技术:
1、半导体晶圆的研磨抛光在于晶圆衬底生产、器件生产的多个环节;在晶圆的研磨抛光过程中,对晶片边缘的磨削抛光统称为晶圆的边缘倒角加工;晶锭切割成晶圆后,晶圆边缘为直角截面,直角截面在后续的研磨抛光加工中极易形成崩边、缺陷、裂纹和各种边缘表面的污染,所以将晶圆边缘的直角截面磨削成一定弧度的形状并加以抛光,对增强晶圆边缘的机械强度,减少边缘污染残留起到极大的改善作用。
2、现有技术中的晶圆边缘倒角加工技术为砂轮磨削,将晶圆固定于真空吸附工位上高速旋转,同时高速旋转的砂轮与晶圆边缘接触,将晶圆的边缘磨到预设尺寸;然后将磨削好的晶圆放入到双面磨削设备上,对晶圆的双面进行磨削;在对晶圆的双面进行磨削的过程中,晶圆的边缘会与双面磨削设备上的工装之间产生摩擦,导致晶圆边缘的倒角会出现磨损的情况,因此在晶圆双面磨削之后,还需要对晶圆的边缘进行二次倒角。
技术实现思路
1、本发明实施例提供一种晶圆边缘倒角的工装及加工方法,旨在解决现有技术中在对晶圆进行双面磨削后,还需要对晶圆进行二次倒角的技术问题。
2、为实现上述目的,本发明采用的技术方案是:
3、提供一种晶圆边缘倒角的工装,包括游星轮装载板,所述游星轮装载板上具有安装通孔,所述游星轮装载板的厚度小于晶圆的厚度;所述安装通孔的内周壁具有内凹曲面,所述内凹曲面用于与晶圆边缘接触,以在双面磨削过程中磨削晶圆的边缘位置;
4、其中,在双面磨削晶圆之前,晶圆边缘位置的上、下两侧先磨削预设倾角,以使晶圆边缘位置的厚度小于所述内凹曲面的厚度。
5、在一种可能的实现方式中,所述游星轮装载板的外周壁上具有若干连接齿,若干所述连接齿间隔设置在所述游星轮装载板上;所述连接齿用于与双面磨削设备上的大齿圈和小齿圈啮合;
6、其中,在双面磨削过程中,所述游星轮装载板在小齿圈的带动下公转并自转。
7、在一种可能的实现方式中,大齿圈和小齿圈上均设有用于支撑游星轮装载板的支撑结构,所述支撑结构与游星轮装载板下方的研磨抛光盘之间存在缝隙,所述支撑结构与游星轮装载板上的安装通孔错位设置。
8、在一种可能的实现方式中,所述大齿圈沿其厚度方向设有若干插槽,所述小齿圈沿其厚度方向也设有若干插槽,所述大齿圈的插槽和所述小齿圈上插槽一一对应;所述支撑结构包括:
9、插接片,与所述插槽插接配合;所述插接片的一部分凸出于所述插槽,所述插接片的凸出部分与所述游星轮装载板的底部接触;
10、固定件,一端与所述插接片可拆卸连接;所述固定件的另一端与大齿圈可拆卸连接,或者所述固定件的另一端与小齿圈可拆卸连接。
11、在一种可能的实现方式中,所述大齿圈的顶部具有贯穿若干插槽的连接孔,所述小齿圈的顶部也具有贯穿若干插槽的连接孔;
12、所述连接孔靠近顶部的位置具有内螺纹,所述固定件上具有与所述连接孔螺纹配合的外螺纹;所述固定件能够插入到所述连接孔内,每一个所述插接片上均具有与所述固定件插接配合的定位孔。
13、本发明提供的一种晶圆边缘倒角的工装,与现有技术相比,在通过双面磨削设备对晶圆进行双面磨削时,游星轮装载板上的内凹曲面能够对晶圆的边缘位置进行研磨,在晶圆双面磨削完毕之后,能够同时完成对晶圆边缘的倒角磨削,无需后续对晶圆的边缘位置进行二次倒角,能够提高生产效率。
14、为实现上述目的,本发明采用的另一技术方案是:
15、提供一种晶圆边缘倒角加工方法,包括以下步骤:
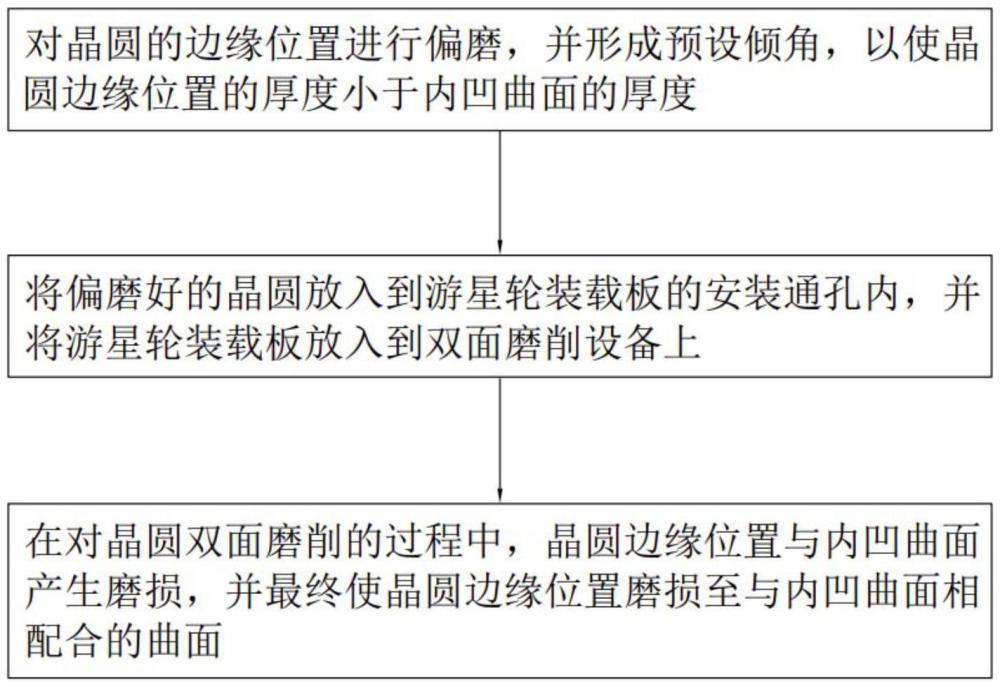
16、对晶圆的边缘位置进行偏磨,并形成预设倾角,以使晶圆边缘位置的厚度小于内凹曲面的厚度;
17、将偏磨好的晶圆放入到游星轮装载板的安装通孔内,并将游星轮装载板放入到双面磨削设备上;
18、在对晶圆双面磨削的过程中,晶圆边缘位置与内凹曲面产生磨损,并最终使晶圆边缘位置磨损至与内凹曲面相配合的曲面。
19、在一种可能的实现方式中,在双面磨削过程中,向游星轮装载板内添加研磨抛光液,研磨抛光液能够流入到晶圆边缘和内凹曲面之间的缝隙中,以使晶圆的边缘研磨至与内凹曲面相配合的曲面。
20、在一种可能的实现方式中,所述游星轮装载板的外周壁上具有若干连接齿,若干所述连接齿间隔设置在所述游星轮装载板上;所述连接齿用于与双面磨削设备上的大齿圈和小齿圈啮合;
21、在双面磨削过程中,游星轮装载板绕小齿圈公转,并且游星轮装载板自转;在游星轮自转过程中,晶圆的边缘与内凹曲面发生磨损,并最终研磨至与内凹曲面相配合的曲面。
22、在一种可能的实现方式中,在对晶圆进行偏磨时,通过砂轮磨削晶圆边缘位置的上下两侧,以使晶圆边缘位置的横截面呈梯形结构。
23、本发明提供的一种晶圆边缘倒角加工方法的有益效果与晶圆边缘倒角的工装的有益效果相同,在此不再赘述。
技术特征:1.一种晶圆边缘倒角的工装,包括游星轮装载板,其特征在于,所述游星轮装载板上具有安装通孔,所述游星轮装载板的厚度小于晶圆的厚度;所述安装通孔的内周壁具有内凹曲面,所述内凹曲面用于与晶圆边缘接触,以在双面磨削过程中磨削晶圆的边缘位置;
2.如权利要求1所述的一种晶圆边缘倒角的工装,其特征在于,所述游星轮装载板的外周壁上具有若干连接齿,若干所述连接齿间隔设置在所述游星轮装载板上;所述连接齿用于与双面磨削设备上的大齿圈和小齿圈啮合;
3.如权利要求2所述的一种晶圆边缘倒角的工装,其特征在于,大齿圈和小齿圈上均设有用于支撑游星轮装载板的支撑结构,所述支撑结构与游星轮装载板下方的研磨抛光盘之间存在缝隙,所述支撑结构与游星轮装载板上的安装通孔错位设置。
4.如权利要求3所述的一种晶圆边缘倒角的工装,其特征在于,所述大齿圈沿其厚度方向设有若干插槽,所述小齿圈沿其厚度方向也设有若干插槽,所述大齿圈的插槽和所述小齿圈上插槽一一对应;所述支撑结构包括:
5.如权利要求4所述的一种晶圆边缘倒角的工装,其特征在于,所述大齿圈的顶部具有贯穿若干插槽的连接孔,所述小齿圈的顶部也具有贯穿若干插槽的连接孔;
6.一种基于权利要求1-5任意一项所述的晶圆边缘倒角工装的晶圆边缘倒角加工方法,其特征在于,包括以下步骤:
7.如权利要求6所述的一种晶圆边缘倒角加工方法,其特征在于,在双面磨削过程中,向游星轮装载板内添加研磨抛光液,研磨抛光液能够流入到晶圆边缘和内凹曲面之间的缝隙中,以使晶圆的边缘研磨至与内凹曲面相配合的曲面。
8.如权利要求6所述的一种晶圆边缘倒角加工方法,其特征在于,所述游星轮装载板的外周壁上具有若干连接齿,若干所述连接齿间隔设置在所述游星轮装载板上;所述连接齿用于与双面磨削设备上的大齿圈和小齿圈啮合;
9.如权利要求6所述的一种晶圆边缘倒角加工方法,其特征在于,在对晶圆进行偏磨时,通过砂轮磨削晶圆边缘位置的上下两侧,以使晶圆边缘位置的横截面呈梯形结构。
技术总结本发明提供了一种晶圆边缘倒角的工装及加工方法,属于半导体加工技术领域,包括游星轮装载板,所述游星轮装载板上具有安装通孔,所述游星轮装载板的厚度小于晶圆的厚度;所述安装通孔的内周壁具有内凹曲面,所述内凹曲面用于与晶圆边缘接触,以在双面磨削过程中磨削晶圆的边缘位置;其中,在双面磨削晶圆之前,晶圆边缘位置的上、下两侧先磨削预设倾角,以使晶圆边缘位置的厚度小于所述内凹曲面的厚度;在通过双面磨削设备对晶圆进行双面磨削时,游星轮装载板上的内凹曲面能够对晶圆的边缘位置进行研磨,在晶圆双面磨削完毕之后,能够同时完成对晶圆边缘的倒角磨削,无需后续对晶圆的边缘位置进行二次倒角,能够提高生产效率。技术研发人员:刘少华,郑向光,李孟乐,张旺,张晓云,汤欢受保护的技术使用者:河北同光半导体股份有限公司技术研发日:技术公布日:2024/8/27本文地址:https://www.jishuxx.com/zhuanli/20240830/283789.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表