一种锂离子电池生产用电池焊接装置及其使用方法与流程
- 国知局
- 2024-09-05 14:25:06
本发明涉及电池焊接装置领域,具体为一种锂离子电池生产用电池焊接装置及其使用方法。
背景技术:
1、锂离子电池组就要将锂离子电池进行串联或者并联,再通过镍带进行点焊后形成,在生产锂离子电池组通常需要专用的焊接设备。
2、现有专利(公告号:cn115971769a)公开了一种锂电池组焊接装置,包括底板架、支撑架和焊接模块,所述底板架呈矩形结构。该发明在实现该方案的过程中发现现有技术中存在如下问题没有得到良好的解决:1、由于锂离子电池组在焊接过程中需要将镍带点焊在多个锂离子电池之间,该设备使用过程中难以自动补充镍带进行焊接作业,影响工作效率;2、该设备在电池组焊接完成后,需要手动将支撑架上的电池组取出,难以在焊接后自动对电池组进行卸料,使用便捷性差。
技术实现思路
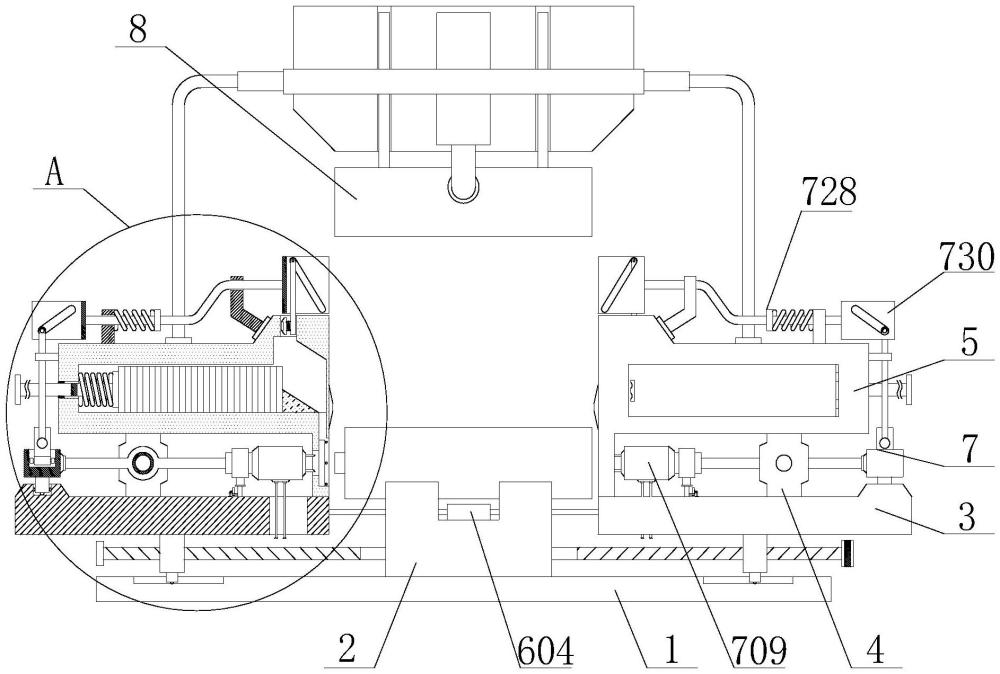
1、本发明的目的在于提供一种锂离子电池生产用电池焊接装置及其使用方法,以解决上述背景技术中提出的问题:1、现有部分锂离子电池组焊接设备使用过程中,难以自动对镍带进行补充;2、现有部分电池组焊接设备对电池组完成焊接后难以自动进行卸料。为实现上述目的,本发明提供如下技术方案:一种锂离子电池生产用电池焊接装置,包括底座,所述底座顶部的中间位置固定连接有电池支架,所述底座的两侧均活动连接有与电池支架相配合的支撑座,所述支撑座的前后两侧均固定连接有支撑板,两个所述支撑板的顶部之间固定连接有储料箱;
2、所述电池支架的内部活动连接有卸料机构,所述卸料机构的左右两端分别延伸至对应所述支撑座的内部;
3、所述支撑座的顶部与同侧所述储料箱的内部之间活动连接有补料机构,所述卸料机构的两端与两个所述补料机构一一对应,两个所述支撑座的顶部之间固定连接有与电池支架相配合的上料器。
4、优选的,所述卸料机构包括载料槽,所述载料槽开设在电池支架的顶部,所述电池支架的中部开设有卸料槽,所述卸料槽的一端转动连接有传动杆,所述传动杆的中部固定连接有卸料板,所述卸料板的底部搭接在卸料槽的内底面,所述传动杆的两端分别延伸至两个所述支撑座的内部,所述传动杆的两端均固定连接有圆齿轮,两个所述圆齿轮与两个所述补料机构一一对应。
5、优选的,所述卸料槽开设在载料槽的中间位置,所述卸料槽的内壁与传动杆的表面之间固定连接有恢复扭簧。
6、优选的,所述补料机构包括往复丝杆,所述往复丝杆转动连接在两个所述支撑板之间,所述往复丝杆的一端固定连接有电机,所述电机的表面与相邻所述支撑板的侧壁固定连接,所述往复丝杆的表面螺纹连接有螺纹支架,所述螺纹支架的一端固定连接有垫盒,所述垫盒的底部滑动连接在支撑座的顶部,所述垫盒的顶部开设有倾斜槽,所述倾斜槽的内部转动连接有垫板;
7、所述螺纹支架的另一端活动套接有连接套,所述连接套的内部活动连接有与螺纹支架相配合的回位弹簧,所述连接套远离螺纹支架的一侧固定连接有焊接机本体,所述焊接机本体的后侧固定连接有与卸料机构相配合的l型齿板,所述连接套的底部固定连接有弹簧杆,所述弹簧杆的底部转动连接有导轮,所述支撑座的顶部开设有与导轮相配合的波纹导槽,所述弹簧杆的上部固定连接有主磁块,所述弹簧杆的下部固定连接有从磁块,所述支撑座的前后两侧均固定连接有与从磁块相配合的楔形块;
8、所述储料箱的内部开设有l型储料槽,两个所述储料箱相对的一侧均开设有与焊接机本体相配合的通槽,所述通槽的顶部延伸至相邻所述l型储料槽的内部,所述通槽内壁的四周均开设有凹槽,所述凹槽的内部滑动连接有限位凸头,所述限位凸头的一端与凹槽的内壁之间固定连接有短弹簧,所述l型储料槽的内底面固定连接有与通槽相配合的三角导板,所述l型储料槽远离三角导板的一侧活动连接有弹簧压杆;
9、所述储料箱的顶部固定连接有支撑块,所述支撑块的上部滑动连接有移动杆,所述移动杆的一端固定连接有主u型导套,所述主u型导套的两侧均开设有主斜槽,两个所述主斜槽之间滑动连接有t型球头压杆,所述t型球头压杆的下部与同侧所述垫板在同一直线上;
10、所述移动杆的中部固定连接有挡环,所述支撑块的侧壁与挡环的侧壁之间活动连接有复位弹簧,所述移动杆远离主u型导套的一端固定连接有从u型导套,所述从u型导套的两侧均开设有从斜槽,两个所述从斜槽之间滑动连接有t型拉料板,所述储料箱的顶部开设有与t型拉料板相配合的矩形槽,所述t型拉料板的下部延伸至对应所述矩形槽内固定连接有按压弹簧,所述按压弹簧的一端固定连接有与三角导板相配合的压垫。
11、优选的,所述倾斜槽内壁的两侧之间转动连接有轴杆,所述垫板固定连接在轴杆的中部,所述轴杆的端部与倾斜槽的内壁之间固定连接有复位扭簧。
12、优选的,所述主磁块与从磁块设置在弹簧杆的同侧位置,两个所述楔形块呈镜像对称设置,所述从磁块上部的侧壁设有与楔形块相配合的倒角,所述从磁块的底部设为弧形面。
13、优选的,所述l型储料槽远离三角导板的一侧开设有螺纹孔,所述弹簧压杆滑动连接在螺纹孔的内部,所述弹簧压杆的表面开设有与螺纹孔相配合的螺牙。
14、优选的,所述压垫设为锥形,所述压垫远离t型拉料板一侧的中部固定连接有防滑橡胶。
15、一种锂离子电池生产用电池焊接装置的使用方法,包括如下步骤:
16、s1、在使用该锂离子电池焊接装置时,首先通过上料器将电池输送至电池支架顶部的载料槽内部,然后启动电机带着往复丝杆旋转,此时往复丝杆表面的螺纹支架则带着相连的垫盒与连接套在支撑座的顶部同步往复移动;
17、s2、当连接套与焊接机本体随着螺纹支架在支撑座顶部从前向后移动过程中,连接套底部的弹簧杆带着导轮沿着支撑座顶部的波纹导槽轨迹移动,使焊接机本体能够阶段性的左右摆动,在此过程中焊接机本体插入储料箱下部的通槽内,将通槽内部的镍带抵压并点焊在电池的端部位置,通过焊接机本体的阶段性左右摆动将镍带焊接在多个电池的表面,由于通槽内壁设置有限位凸头,当镍带一端被抵压焊接在对应电池端部时,镍带另一端依旧由对应的限位凸头限制在通槽的内部,在焊接机本体完成焊接继续向后移动过程中,焊接机本体上的l型齿板与传动杆端部的圆齿轮啮合,使传动杆带着卸料板翻转,由卸料板将电池支架上焊接后的电池组顶出,倾斜状态的卸料板对电池组进行导向,使电池组向下道工序输送;
18、s3、当连接套带着弹簧杆在支撑座顶部向后移动至极限位置时,弹簧杆上的从磁块底部与相邻的楔形块接触,使楔形块抵压弹簧杆收缩,此时弹簧杆上的从磁块与主磁块贴合吸附,而弹簧杆下部的导轮解除与波纹导槽的滑动,当连接套再次带着弹簧杆在支撑座顶部向前移动至极限位置时,弹簧杆下部的从磁块上部与另一个楔形块接触,此时从磁块受压解除与主磁块的吸附,使弹簧杆下部伸出,由弹簧杆带着导轮复位并进入波纹导槽的内部,进行下一组电池的焊接;
19、s4、当垫盒随着螺纹支架在支撑座的顶部从前向后移动过程中,垫盒顶部活动设置的垫板会与t型球头压杆接触,使垫板侧壁受压向倾斜槽的内部翻转,在垫板越过t型球杆压杆位置后,垫板复位,当垫盒带着垫板在支撑座的顶部从后向前移动过程中,垫盒顶部的垫板再次与t型球头压杆接触,此时垫板无法向倾斜槽的内部翻转,使t型球头压杆沿着垫板的倾斜面轨迹移动,t型球头压杆上移过程中与主u型导套上的主斜槽配合滑动,使主u型导套带着移动杆与从u型导套远离电池支架的方向移动,此时从u型导套上的从斜槽与t型拉料板的上部配合滑动,使t型拉料板带着压垫下移,压垫下移后通过按压弹簧抵压在三角导板侧壁位置的镍带表面,在垫盒顶部的垫板越过t型球头压杆后,在复位弹簧作用下由t型球头压杆带着主u型导套、移动杆、从u型导套和t型拉料板进行复位移动,t型拉料板上升过程中会带着贴合的镍带同步上移解除与三角导板的贴合,此时弹簧压杆抵压l型储料槽内部的镍带移动并抵压在三角导板的侧壁位置,在t型拉料板复位移动至矩形槽内部后,与压垫接触的镍带落在三角导板的表面,并沿着三角导板的轨迹滑落进通槽位置,对焊接后的镍带进行自动补充。
20、与现有技术相比,本发明的有益效果:
21、本发明中,通过支撑座、储料箱盒补料机构等部件的配合使用,当焊接机本体将补料箱下部通槽内的镍带点焊在电池组的表面后,对下一组电池焊接前,在补料机构的配合使用下,自动将储料箱内部的镍带补充至通槽内部。
22、本发明中,通过通槽、凹槽和限位凸头等部件的配合使用,当焊接机本体穿过通槽将镍带的一端点焊在对应的电池端部位置后,镍带未焊接的位置依旧由对应的限位凸块限制在通槽内部,确保镍带在焊接过程中定位的稳定性。
23、本发明中,通过电池支架、卸料机构和l型齿板等部件的配合使用,焊接机本体向后移动至极限位置过程中,焊接机本体带着l型齿板与卸料机构上的圆齿轮啮合,使卸料机构将焊接后的电池组从电池支架顶部推出,自动将电池组向下一个工序输送。
本文地址:https://www.jishuxx.com/zhuanli/20240905/286347.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表