一种PCD锯片的加工方法与流程
- 国知局
- 2024-09-05 14:20:17
本发明涉及pcd锯片制备,特别涉及一种pcd锯片的加工方法。
背景技术:
1、在pcd锯片的加工当中,由于pcd锯片具有高硬度,对加工精度要求高等特点,需要采用激光加工才能满足加工要求。圆形pcd锯片上周向设置有多个锯齿,加工过程中需要依次对多个锯齿进行加工作业。现有的加工作业主要是通过将圆形pcd锯片设置于步进电机上,通过步进电机实现圆形pcd锯片的转动,使激光加工位置上的锯齿发生调整。由于步进电机是按照一定的步进角度转动的,当圆形pcd锯片的锯齿间隔非等距设置或锯齿间隔与步进电机的步进角度不适配时,该加工方法就无法达到高精度加工。
2、可见,现有技术还有待改进和提高。
技术实现思路
1、鉴于上述现有技术的不足之处,本发明的目的在于提供一种pcd锯片的加工方法,旨在提高pcd锯片的加工精度。
2、为了达到上述目的,本发明采取了以下技术方案:
3、一种pcd锯片的加工方法,其中,包括如下步骤:
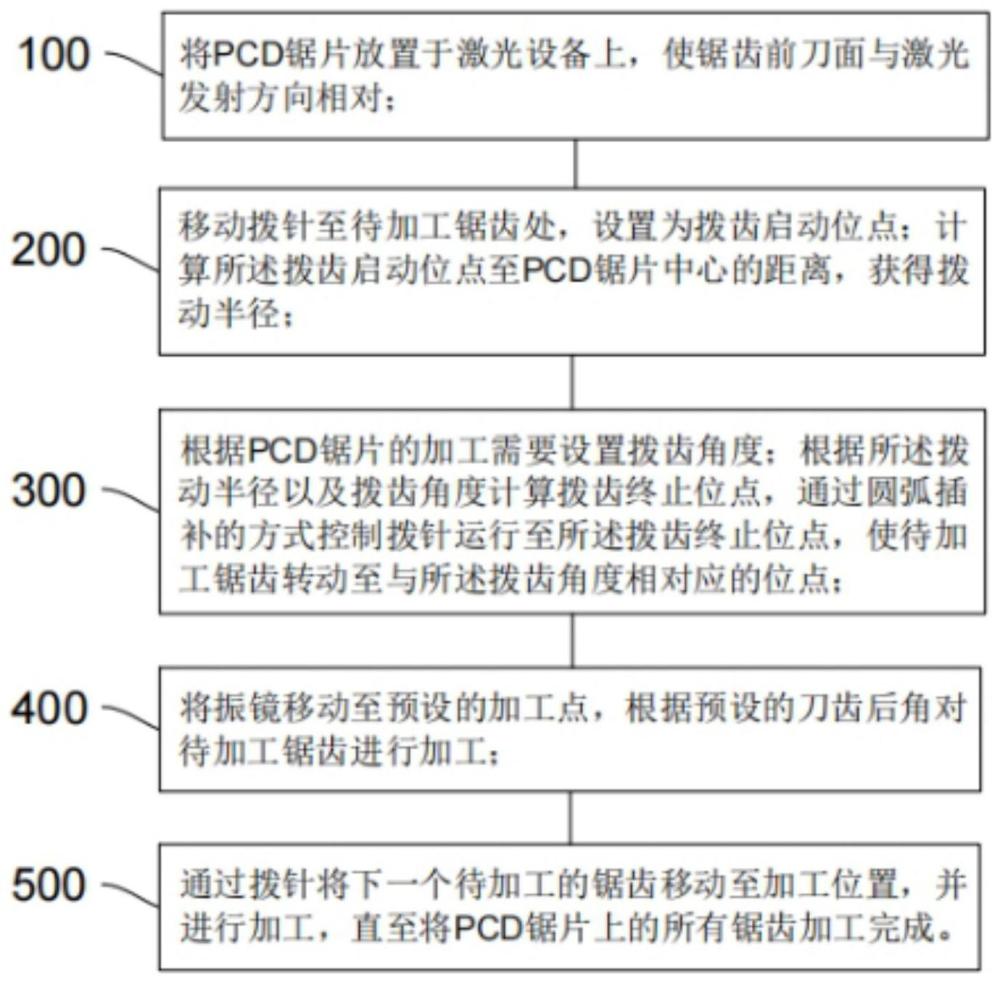
4、s100.将pcd锯片放置于激光设备上,使锯齿前刀面与激光发射方向相对;
5、s200.移动激光设备拨针至待加工锯齿处,设置为拨齿启动位点;计算所述拨齿启动位点至pcd锯片中心的距离,获得拨动半径;
6、s300.根据pcd锯片的加工需要设置拨齿角度;根据所述拨动半径以及拨齿角度计算拨齿终止位点,通过圆弧插补的方式控制激光设备拨针运行至所述拨齿终止位点,使待加工锯齿转动至与所述拨齿角度相对应的位点;
7、s400.将振镜移动至预设的加工点,根据预设的刀齿后角对待加工锯齿进行加工;
8、s500.通过激光设备拨针将下一个待加工的锯齿移动至加工位置,并进行加工,直至将pcd锯片上的所有锯齿加工完成。
9、所述pcd锯片的加工方法,其中,所述s200中,移动激光设备拨针至待加工锯齿处,设置为拨齿启动位点,包括:移动激光设备拨针至加工齿前刀面上方,并根据pcd锯片的直径和锯齿的数量确定拨齿启动位点。
10、所述pcd锯片的加工方法,其中,所述s300中,所述拨齿终止位点至pcd锯片旋转中心的连线与水平面的夹角为所述拨齿角度。
11、所述pcd锯片的加工方法,其中,所述s300中,根据pcd锯片的直径和锯齿的数量计算拨齿角度。
12、所述pcd锯片的加工方法,其中,所述s300中,所述拨齿角度=加工后角+激光锥角。
13、所述pcd锯片的加工方法,其中,所述s400将振镜移动至预设的加工点,根据预设的刀齿后角对待加工锯齿进行加工,包括如下步骤:将振镜移动至预设的加工点,根据加工需要调整激光光刀,根据预设的刀齿后角对待加工锯齿进行加工。
14、所述pcd锯片的加工方法,其中,所述将振镜移动至预设的加工点,根据加工需要调整激光光刀,根据预设的刀齿后角对待加工锯齿进行加工,包括如下步骤:所述加工点包括锯齿顶刃加工点和针对锯齿两侧的侧刃加工点;将振镜移动至预设的锯齿顶刃加工点,根据加工需要调整激光光刀;将振镜移动至其中一个预设的侧刃加工点,根据加工需要调整激光光刀,根据预设的刀齿后角对锯齿侧刃进行加工;将振镜移动至另一个预设的侧刃加工点,根据加工需要调整激光光刀,根据预设的刀齿后角对锯齿另一侧刃进行加工。
15、所述pcd锯片的加工方法,其中,所述根据加工需要调整激光光刀,包括如下步骤:根据加工过程中的刃口效果和切割重叠率调整所述振镜的扫描速度,并根据加工步距调整激光光刀的直径。
16、所述pcd锯片的加工方法,其中,所述根据预设的刀齿后角对待加工锯齿进行加工,包括:根据预设的刀齿后角对待加工锯齿进行逐层往复加工,在逐层往复加工时,根据每一层的加工深度调整激光参数和进给速度。
17、所述pcd锯片的加工方法,其中,所述pcd锯片包括pcd层和合金层;
18、所述s400中,从pcd层加工至合金层,并加工至pcd层下方0.2~0.3mm的深度为止;在完成所述s500后,还包括以下加工步骤:
19、s600.将pcd锯片放置于磨齿机上,调节磨齿机拨针的位置,并使pcd前刀面与磨头相对;
20、s700.使pcd锯片紧靠磨齿机拨针以完成定位,并进行一次自动拨齿;
21、s800.设定磨头偏摆角度,并将磨头移动至磨削位置一侧;
22、s900.设置磨削终点至距离pcd底部0.05~0.15mm处,启动磨头对单齿的合金层进行加工;
23、s1000.通过磨齿机拨针将下一个待加工的锯齿移动至加工位置,并进行加工,直至将pcd锯片上的所有锯齿加工完成。
24、有益效果:本发明提供了一种pcd锯片的加工方法,所述加工方法在pcd锯片加工过程中,通过控制激光设备拨针来精确推动pcd锯片的转动。本发明中,当激光设备拨针的拨齿启动位点确定以后,通过软件精确计算激光设备拨针接下来的所有运行轨迹,效率高且精度高,确保了pcd锯片加工时的定位准确。
25、在进一步的改进中,本发明还通过改进激光的加工运行模式,让振镜根据不同的情况调整输出的激光束,并通过逐层往复加工的方式运行,进一步提高了加工精度。
技术特征:1.一种pcd锯片的加工方法,其特征在于,包括如下步骤:
2.根据权利要求1所述pcd锯片的加工方法,其特征在于,所述s200中,
3.根据权利要求1所述pcd锯片的加工方法,其特征在于,所述s300中,
4.根据权利要求1所述pcd锯片的加工方法,其特征在于,所述s300中,根据pcd锯片的直径和锯齿的数量计算拨齿角度。
5.根据权利要求4所述pcd锯片的加工方法,其特征在于,所述s300中,所述拨齿角度=加工后角+激光锥角。
6.根据权利要求1所述pcd锯片的加工方法,其特征在于,所述s400将振镜移动至预设的加工点,根据预设的刀齿后角对待加工锯齿进行加工,包括如下步骤:将振镜移动至预设的加工点,根据加工需要调整激光光刀,根据预设的刀齿后角对待加工锯齿进行加工。
7.根据权利要求6所述pcd锯片的加工方法,其特征在于,所述将振镜移动至预设的加工点,根据加工需要调整激光光刀,根据预设的刀齿后角对待加工锯齿进行加工,包括如下步骤:
8.根据权利要求6所述pcd锯片的加工方法,其特征在于,所述根据加工需要调整激光光刀,包括如下步骤:根据加工过程中的刃口效果和切割重叠率调整所述振镜的扫描速度,并根据加工步距调整激光光刀的直径。
9.根据权利要求6所述pcd锯片的加工方法,其特征在于,所述根据预设的刀齿后角对待加工锯齿进行加工,包括:根据预设的刀齿后角对待加工锯齿进行逐层往复加工,在逐层往复加工时,根据每一层的加工深度调整激光参数和进给速度。
10.根据权利要求1所述pcd锯片的加工方法,其特征在于,所述pcd锯片包括pcd层和合金层;
技术总结本发明公开了一种PCD锯片的加工方法,涉及PCD锯片制备技术领域。所述加工方法包括如下步骤:将PCD锯片放置于激光设备上,使锯齿前刀面与激光发射方向相对;移动激光设备拨针至待加工锯齿处,设置为拨齿启动位点;计算所述拨齿启动位点至PCD锯片中心的距离,获得拨动半径;根据PCD锯片的加工需要设置拨齿角度;根据所述拨动半径以及拨齿角度计算拨齿终止位点,通过圆弧插补的方式控制激光设备拨针运行至所述拨齿终止位点,使待加工锯齿转动至与所述拨齿角度相对应的位点;将振镜移动至工点,根据刀齿后角对待加工锯齿进行加工;通过激光设备拨针将下一个待加工的锯齿移动至加工位置,直至将所有锯齿加工完成。所述加工方法精度高,可满足PCD锯片的加工要求。技术研发人员:杨鑫,魏伟,陆智勇,李文浩,黄永恒,曾超峰,钱代数受保护的技术使用者:广东原点智能技术有限公司技术研发日:技术公布日:2024/9/2本文地址:https://www.jishuxx.com/zhuanli/20240905/285829.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表