吸塑裁剪机的制作方法
- 国知局
- 2024-09-05 14:28:29
本发明涉及裁剪设备,具体为吸塑裁剪机。
背景技术:
1、外卖服务为消费者提供了极大的便利,人们可以通过在线平台或手机应用程序轻松地下单,随后只需等待食物送到指定地点,在此过程中无需离开家或办公室。为节约包装成本,店家多使用塑料外卖餐盒装取食物。加工塑料外卖餐盒中需要使用到吸塑裁剪机。吸塑裁剪机用于将例如聚丙烯等热塑性塑料加热软化后,随后将其吸塑成型,再配合切割装置将成型后的产品裁剪出所需形状和尺寸。
2、目前吸塑裁剪机在对成型后塑料餐盒进行裁剪时,刀片随着使用时间增长产生严重磨损,刀片锋利度不足,继续进行塑料餐盒裁剪作业时,塑料餐盒切口处因刀片不够锋利不可避免会产生毛刺,此外,裁剪时刀具和产品片材的裁切部位受到不断的剪切挤压作用,导致材料产生变形,切口处容易破裂、变形、离析,从而产生毛刺。尽管一次性塑料餐盒后续会有对裁剪边有一个折边处理,但是使用者端起塑料餐盒喝汤时,使用者的舌头或嘴唇会与塑料餐盒边缘接触,当舌头或嘴唇触碰到了往内折的毛刺会有不适感,严重时可能还会划伤使用者的舌头或嘴唇。
3、为此,提出吸塑裁剪机。
技术实现思路
1、本发明的目的在于提供吸塑裁剪机,解决了塑料餐盒在经过裁剪后边沿存在毛刺,导致饮汤时毛刺划伤消费者嘴唇或舌头的问题,在裁剪后可对塑料餐盒切口处毛刺进行热熔,并形成弧形光滑切面。
2、为实现上述目的,本发明提供如下技术方案:
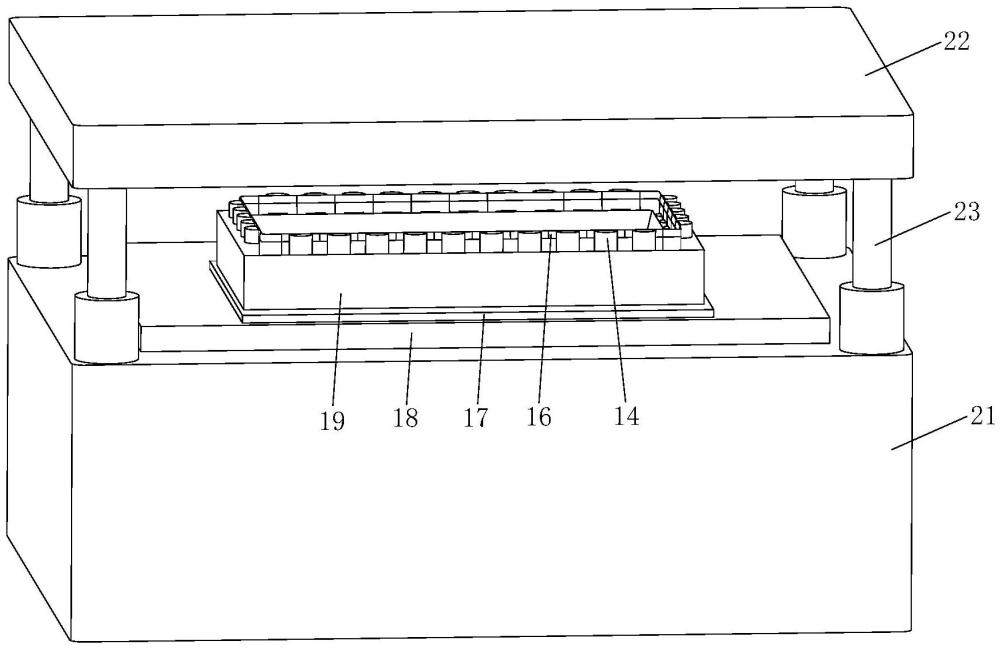
3、吸塑裁剪机,包括机体,所述机体上方设有砧板,且砧板与机体表面之间安装有升降缸,还包括工作台、刀模、加热装置和升降装置,所述机体表面开设有矩形凹槽,所述工作台安装在机体表面,且工作台覆盖矩形凹槽,所述工作台位于升降缸之间,所述刀模安装在工作台表面,且刀模表面开设有口字形凹槽,所述刀模底部与工作台表面之间安装有多个圆柱体结构的垫板,所述垫板表面均固定安装有延伸至口字形凹槽内的销杆,所述销杆沿轴向开设有竖槽,所述竖槽内设置有刀架,相邻刀架侧壁相互贴合,所述销杆外周分别滑动套设有套壳一和套壳二,所述加热装置和升降装置均安装在矩形凹槽内,且升降装置与加热装置螺纹连接,升降装置通过旋转改变加热装置高度。
4、目前在一次性塑料餐盒大批量生产中,塑料餐盒材质以聚丙烯(pp)塑料为主,其在吸塑制备成型后进行边缘裁剪时,产品边沿的毛刺去除率需要被高度关注,利用加热装置对刀架进行可控温度范围内的加热,在砧板下压产品与刀头接触,通过刀头对产品边沿进行裁剪时,加热至一定温度的刀头接触到聚丙烯餐盒的一瞬间,使裁剪的聚丙烯餐盒边缘发生软化,既能提高吸塑产品毛刺去除率,又能辅助提升裁剪速度。
5、考虑到刀片有磨损或加热设备故障需对损坏件更换时,刀模和加热设备为一体式设计时,更换成本较高,故而未选用将加热设备接入刀模中对刀头直接加热的设计方式。
6、优选的,所述刀架包括导热块、凸起、销轴、刀头和侧槽,所述导热块固定在竖槽内,且导热块的顶部构造有弧形槽,所述凸起一体成型在导热块顶部的弧形槽内,所述刀头底部转动贴合在弧形槽内,所述销轴贯穿刀头和凸起,且销轴与凸起转动连接,所述刀头侧壁构造有侧槽,所述销杆顶部安装有压簧,且压簧延伸至套壳一内部,所述套壳一内部固定有限位架,且限位架的底部固定有延伸至压簧内侧的限位柱,所述套壳一的侧壁贴合安装有与侧槽等宽的限位块,且限位块的侧壁构造为弧形。
7、刀头在不受其它外力作用下,通过将刀头内部设置为空心结构,不仅利于热量贴合刀头表面传导,而且可控制刀头重心低于销轴,使得刀头在自然状态下保持竖直状态。
8、在聚丙烯餐盒受到砧板作用向下移动与刀架接触时,在砧板下移带动聚丙烯餐盒下移过程中,套壳一顶部在下移至刀头下方时,侧壁的限位块可与刀头侧壁的侧槽相配合,使得加热后的刀头绕底部的销轴转动,通过刀头的角度摆动,在聚丙烯餐盒裁剪边沿形成弧形的切口,不仅可同时去除毛刺,还能够修整切口形状,进一步提升聚丙烯餐盒修剪后使用时的舒适性。
9、优选的,所述加热装置包括承载板和加热管,所述承载板设置在工作台下方,所述加热管贴合安装在承载板表面,所述工作台底面开设有加热槽。
10、优选的,所述升降装置包括箱体、锥齿轮一、螺杆一、直杆一、锥齿轮二和电机二,所述箱体对称安装在机体表面矩形凹槽内,所述电机二安装在矩形凹槽内,且电机二位于箱体中间位置,所述直杆一通过联轴器连接在电机输出轴两端,且直杆一远离电机二一端分别延伸至两个箱体内部,所述锥齿轮一套设固定在直杆一两端,所述螺杆一分别转动安装在箱体顶部,且螺杆一顶部延伸至箱体上方,所述锥齿轮一套设固定在螺杆一位于箱体内侧一端外周,所述螺杆一远离锥齿轮一的一端与承载板螺纹连接,所述锥齿轮二分别套设固定在直杆一两端,且锥齿轮二与锥齿轮一啮合连接。
11、通过升降装置调节加热装置高度,控制调节加热装置高度而改变刀头与加热管间距,由此间断性对刀头进行加热,避免刀头因持续加热而温度过高,确保刀头保持在聚丙烯的软化温度范围内,避免刀模温度超过聚丙烯的软化温度,致使聚丙烯餐盒在与刀模接触后发生变形甚至熔化。同时避免工作台长时间与加热装置接触,导致工作台和刀模因热辐射和热传导的作用而温度升高。
12、升降装置也可以采用液压伸缩杆式升降装置。液压伸缩杆式升降装置升降稳定,能确保在工作过程中承载板上的加热管顺利进入加热槽中。然而在本生产场景中,液压伸缩杆式升降装置存在一定的缺陷,一是由于液压伸缩杆式升降装置容易积存油污,而升降装置位于吸塑裁剪机的机体内,不易清理油污;二是液压伸缩杆式升降装置在工作的过程中会产生一定的噪音;三是液压伸缩杆式升降装置采用的液压元件维修不方便。此处采用螺杆与锥齿轮配合作为升降装置,同样具备液压伸缩杆式升降装置的特点,而且还具备以下优势:一方面其结构简单灵活,不需要额外设置液压缸、油管、油泵等元件,在工作过程中不会产生油污弄脏吸塑裁剪机机体内部;另一方面成本低廉,且元件稳定可靠维修方便。
13、优选的,所述加热槽与加热管数量相等,且加热槽分别对应位于加热管正上方,所述加热管管径与所述加热槽宽度相同。
14、承载板升起时加热管能进入工作台底部加热槽中,对工作台上的刀架加热,使刀头达到聚丙烯塑料餐盒的软化点,通过刀头与产品裁剪边沿接触后的热量传递,产品边沿的毛刺受热发生轻微熔化,在不影响产品边沿尺寸精度的前提下可提升毛刺的去除率。
15、优选的,所述加热管为电热管,所述加热管由代号为cr20ni80的镍铬合金电热丝制成。
16、当前加热管大多分为铁铬铝合金和镍铬合金两种。铁铬铝电热合金其使用温度高,使用寿命长、表面负荷高、抗氧化性能好、电阻率高,价格便宜等,但铁铬铝电热合金的高温强度低,随着使用温度升高其塑性增大,元件易变形,不易弯曲和修复;而镍铬合金电热丝高温强度比铁铬铝合金电热丝高,即高温使用下不易变形,其结构不易改变,且镍铬合金电热丝还具有塑性较好、易修复、无磁性、耐腐蚀性强、抗振动性能更好、使用寿命更长等优点。
17、从生产上来说,吸塑裁剪机的机体尺寸是固定的,而机体内部的尺寸更为有所限制,因此要在有限的空间里优先选用体积小且加热效果好的零部件来对刀头加热。故选用尺寸为ф10mm的cr20ni80镍铬合金加热管,其体积较小、加热效果稳定、综合热效率高,由电能转化成的热能几乎100%传给加热介质。此外,cr20ni80镍铬合金加热管的价格相对较低、寿命长,适用于小型加热设备。
18、相较于现有技术中吸塑裁剪机中的刀模,通过将刀头插入开槽的刀架中,刀架上表面沿刀头两侧用胶水粘贴海绵条用于脱料,普通海绵燃点为150℃左右,而聚丙烯塑料餐盒的软化点为155℃,为避免电热管将刀头加热至155℃后海绵条熔化,将熔点与聚丙烯塑料餐盒软化点相近的海绵条替换成耐热度更高的压簧,避免因刀模加热后导致现有技术中使用的海绵条熔化致使裁剪机无法正常工作。
19、优选的,所述工作台上设置有用于检测刀头温度的温度检测装置,且温度检测装置位于工作台顶面,所述温度检测装置紧贴刀模的外侧,所述温度检测装置与电机二开关电连接。
20、温度是生产工艺过程中最基本、最重要的控制参数之一,关系到生产条件的建立,产品的产量、质量、效率,以及生产设备的寿命与安全等。温度是物体冷热程度的表现参数,温度测量仪由感温元件帮助完成检测。现有常见的温度检测仪表主要有双金属温度计、热电偶、热电阻和辐射式温度计。双金属温度计一般用于温度信号就地检测和指示,测量精度不高;热电偶、热电阻和辐射式温度计可用于温度信号的在线测量,其中热电阻和热电偶是现有温度检测装置中最常用的两种测温仪表,电热偶温度检测装置适用于测量500度以下的中、低温度,电热阻温度检测仪表更适用于丈量500~1800℃范围的中、高温度,而辐射式温度计一般用于2000℃以上的高温测量。由于聚丙烯在155℃左右时会发生软化,且其熔点为189℃,加热温度过高会导致聚丙烯塑料餐盒熔化,而加热温度不足则达不到软化的效果。因此在工作台顶面且紧贴刀模外侧设置电热偶温度检测装置来对刀模中刀头的温度进行实时监测,确保加热温度保持在聚丙烯塑料餐盒的软化范围。同时,电热偶温度检测装置紧贴刀模外侧对刀模中刀头温度的检测更精准,也不会影响吸塑裁剪机的裁剪工作。若检测到刀头温度低于155℃,及时通过升降装置改变加热装置高度,对刀头进行加热操作。
21、优选的,所述套壳一与套壳二选用代号为8011的铝箔材质制成。
22、热传递在热量交换中表现为热传导、热对流和热辐射三种方式,其中热辐射在热传递中占有较大的部分。现有的隔热材料分为多孔材料、热反射材料和真空材料三类。多孔材料利用材料本身所含的孔隙隔热,因为孔隙内的空气或惰性气体的导热系数很低,能起到很好的隔绝热传导的效果,如泡沫材料、纤维材料等;热反射材料具有很高的反射系数,能将热量反射出去,如金、银、镍、铝箔或镀金属的聚酯、聚酰亚胺薄膜等。真空绝热材料是利用材料的内部真空达到阻隔对流来隔热。此处运用了镍铬合金电热丝制成的加热管给刀头进行加热提高了裁剪效率和质量,但是镍铬合金电热丝制成的加热管长时间对刀头进行加热,会因为产生过高的热辐射使塑料餐盒过热产生变形甚至熔化。套壳一和套壳二所使用的铝箔材质具有较高的反射率,能阻隔93%以上的热辐射,防止塑料餐盒在裁剪过程中因加热装置长时间工作产生的热辐射而导致塑料餐盒变形或熔化。
23、优选的,所述套壳二设置为多层空心结构。
24、因为空气或自然界中惰性气体的导热系数很低,能起到很好的隔绝热传导的效果,且空气在100℃时的热导率[单位10-5w/(m·k)]为0.32、二氧化碳在100℃时的热导率为0.22、氩气在100℃时的热导率为0.22,都比空气在100℃时的热导率低,将8011铝箔材质套壳二设置成多层空心结构,套壳二外表面连接处做好密封,夹层中充入二氧化碳或者其他惰性气体如氩气、氮气等,能起到良好的隔绝热传导的效果。当然,也可将8011铝箔材质的套壳二的空心结构内部设为绝对真空状态,到更佳的隔热效果。
25、优选的,所述刀模上安装有位于垫板之间的铜管。
26、由于聚氯乙烯的软化温度为80~85℃,在对聚氯乙烯吸塑产品进行裁剪时,将电热偶温度检测装置的温度反馈调整至80℃。由于聚氯乙烯受热会分解出氯化氢气体,通过将铜管连接到设置在吸塑裁剪机机体外的气体收集装置中,避免聚氯乙烯材质的塑料产品加热裁剪时产生的有害气体对人体健康产生不良影响。
27、与现有技术相比,本发明的有益效果为:
28、1、本发明通过设置的加热装置和刀架,在对聚丙烯塑料餐盒进行裁剪加工时,将刀头加热至聚丙烯塑料熔点温度,随后利用刀头对聚丙烯塑料餐盒裁剪时,通过刀头与聚丙烯餐盒裁剪边沿接触时的热量传递,使得产品边沿发生软化将毛刺去除,并通过刀头摆动和热量传递结合的方式,在裁剪边沿形成弧形面,在不影响产品边沿尺寸精度的同时,可提高吸塑裁剪机对聚丙烯塑料餐盒进行裁剪时的产品毛刺的去除率。
29、2、本发明通过温度检测装置与加热装置的配合使用,利用调节温度检测装置的检测温度功能,方便控制刀头将其加热至特定吸塑产品片材的软化温度,可根据吸塑产品片材的软化温度灵活调节使用,使得适用范围更加广泛。
30、3、本发明通过加热装置和升降装置的配合使用,在对刀头进行加热时,可在刀头温度上升至设定温度时,及时将加热装置与刀头底部分离,避免刀头过度加热而造成刀头温度过高造成塑料片材融化变形,此外,结合套壳一和套壳二的设计,可在加热装置与刀头底部分离时,通过隔热效果保证热量不会继续传导至刀头处造成刀头温度升高,由此可控制刀头温度调节时的精确度。
本文地址:https://www.jishuxx.com/zhuanli/20240905/286615.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。