一种轴承外表面平整度检测方法
- 国知局
- 2024-09-11 14:18:13
本发明涉及轴承检测领域,特别是涉及一种轴承外表面平整度检测方法。
背景技术:
1、轴承是当代机械设备中的一种重要零部件,它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。其中在轴承使用的过程中,需要考虑轴承的寿命和额定动载荷,则两者都会受到轴承的制造精度的影响。
2、由于目前的轴承加工技术水平较低,车加工数控率低,磨加工自动化水平低,另外淬火、冷却、润滑等生产环节的工序能力指数低,一致性差,导致生产的轴承尺寸、精度等离散度大。对于轴承的生产环节的改进需要生产方法和生产设备相配合,难度较大,因此在不改变轴承生产环节的前提下,对生产的轴承进行质量检测是必要的,保证使用的轴承能够高于最低标准。
3、轴承的质量检测包括内圈、外圈光滑度检测、额定负荷检测等。其中对于轴承的外圈光滑度检测方式大多采用人工抽样检测,效率低、精度低,并且难以保证全部轴承的质量,因此需要一种自动检测轴承外表面平整度的检测设备和检测方法。
技术实现思路
1、本发明的目的是解决现有技术的不足,提供一种轴承外表面平整度检测方法。
2、为了解决上述问题,本发明采用如下技术方案:
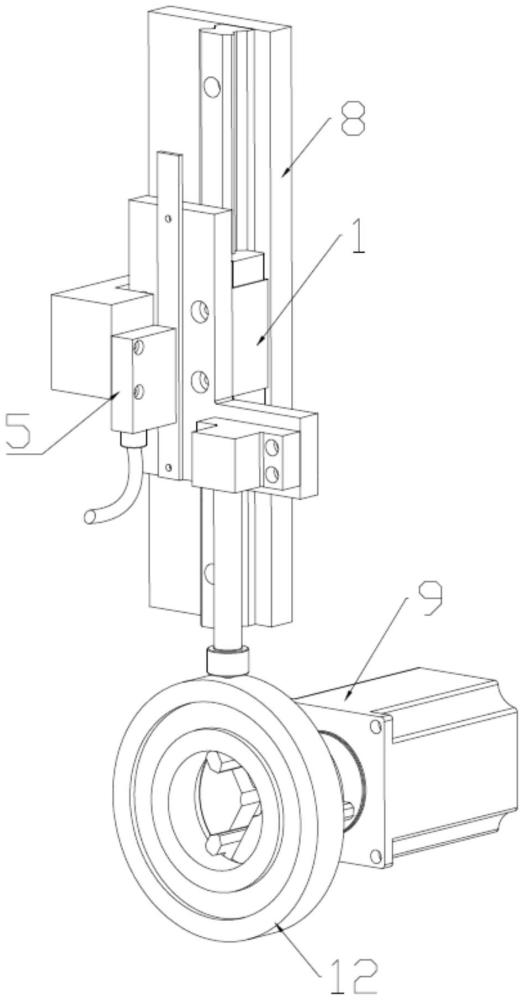
3、一种轴承外表面平整度检测设备,包括控制装置、检测装置以及转动装置;其中控制装置分别与检测装置以及转动装置连接;检测装置与转动装置相邻设置,检测装置用于检测设置于转动装置上的轴承的外表面平整度;检测装置包括滑动部分、长度检测部分以及固定板,滑动部分以及长度检测部分均设置于固定板上;滑动部分与固定板滑动连接,长度检测部分能够检测滑动部分的滑动长度。
4、进一步的,所述检测装置的滑动部分包括滑台、滑轨以及检测探头,其中滑台滑动设置于滑轨上,检测探头固定设置于滑台上。
5、进一步的,所述检测探头呈杆状,其中在检测探头的顶端设置为弧面。
6、进一步的,所述检测探头的顶部设置有滚珠。
7、进一步的,所述检测装置的长度检测部分采用磁栅尺、光栅尺或球栅尺。
8、进一步的,所述检测装置采用磁栅尺;磁栅尺包括磁头以及磁条,其中磁条设置于滑动部分的滑台上,并且磁条的长度方向与滑轨的长度方向一致,磁头设置于固定台上;磁头靠近磁条设置。
9、进一步的,所述转动装置包括电机以及夹头,夹头设置与电机的输出端,夹头随着电机的转动而转动。
10、进一步的,所述夹头为三爪夹头。
11、进一步的,所述控制装置包括主控板;其中主控板上设置有显示屏、主控芯片、控制按键、板载供电电路以及若干光耦;主控芯片分别与控制按键、板载供电电路以及显示屏连接,主控芯片还分别通过光耦与长度检测部分、转动装置以及外部设备连接;外部设备包括电脑、plc控制板、报警装置。
12、一种轴承外表面平整度检测方法,其特征在于,所述检测方法基于上述的检测装置,检测方法包括如下步骤:
13、步骤1:将待检测轴承固定设置于转动装置的夹头上;
14、步骤2:通过控制装置调整电机的位置,使轴承与检测装置的检测头向接触;
15、步骤3:控制电机继续上移设定距离;
16、步骤4:控制电机转动,带动轴承跟随转动,磁头初次读取磁条读数,并将该读数作为基准值;
17、步骤5:磁头间隔设定位移或者设定时间,读取磁条读数并传输至控制装置进行记录;其中设定位移表示磁头读取的磁条的读数变化值;
18、步骤6:根据磁条读数获取当前数据的最大差值,并判断最大差值是否超过设定值;若超过设定值,则认为轴承不合格,结束步骤;否则进入下一步骤;
19、步骤7:计算磁条读数的标准差;
20、步骤8:将计算获得的标准差与设定值进行比较;若超过设定值,则认为轴承表面不平整,结束步骤;否则认为轴承表面平整,结束步骤。
21、本发明的有益效果为:
22、通过设置检测装置包括滑动部分和长度检测部分以及固定板,其中滑动部分与固定板滑动连接,另一方面,检测装置还与转动装置相邻设置,使得检测装置能够与转动装置上的轴承贴紧,使轴承的外表面的凹凸变化能够转换为检测装置中的滑动部分与固定板的相对移动,进而实现对轴承表面平整度的准确检测;
23、通过将检测探头的顶部设置为弧面或者滚珠结构,保证检测探头始终能够与轴承的外表面点接触,保证对外表面平整度的数值检测准确;
24、通过平整度检测方法,实现对轴承平整度的自动检测,方便快捷,有效避免了繁琐的人工检测,并且保证了效率和精确度。
技术特征:1.一种轴承外表面平整度检测方法,其特征在于,所述检测方法基于检测装置,检测装置包括控制装置、检测装置以及转动装置;其中控制装置分别与检测装置以及转动装置连接;检测装置包括滑动部分以及固定板,滑动部分包括滑台、滑轨以及检测探头,其中滑台滑动设置于滑轨上,检测探头固定设置于滑台上,滑台和固定板之间设置弹性装置,使得滑台受到固定板施加的朝向检测探头一侧的力,使检测探头能够紧贴轴承,并且由于弹性装置的作用,
2.根据权利要求1所述的一种轴承外表面平整度检测方法,其特征在于,所述步骤3中,在检测探头和轴承相接触后,继续控制电机上移,能够保证检测探头压于轴承外表面。
3.根据权利要求1所述的一种轴承外表面平整度检测方法,其特征在于,所述步骤5中,若磁头间隔设定时间进行读数,则会记录读取的读数和对应读数的时间或转动角度,为该读数的时间与基准值读数时的时间间隔,若磁头间隔设定距离进行读数,则磁条位移1um,就会由磁头进行读数,在每次读数后,会将最新的读数更新为基准值,并在后续转动过程中,若高度或低于基准值1um,则会进行读数,并更新基准值;在每次读数的时候,同样会记录读数的时间或者转动角度。
4.根据权利要求1所述的一种轴承外表面平整度检测方法,其特征在于,所述检测探头呈杆状,其中在检测探头的顶端设置为弧面,弧面结构也能够与待检测面保持点接触。
5.根据权利要求1所述的一种轴承外表面平整度检测方法,其特征在于,所述检测探头的顶部设置有滚珠。
6.根据权利要求1所述的一种轴承外表面平整度检测方法,其特征在于,所述检测装置的长度检测部分采用磁栅尺、光栅尺或球栅尺,。
7.根据权利要求1所述的一种轴承外表面平整度检测方法,其特征在于,所述检测装置采用磁栅尺;磁栅尺包括磁头以及磁条,其中磁条设置于滑动部分的滑台上,并且磁条的长度方向与滑轨的长度方向一致,磁头设置于固定板上。
8.根据权利要求1所述的一种轴承外表面平整度检测方法,其特征在于,所述转动装置包括电机以及夹头,夹头设置与电机的输出端,夹头随着电机的转动而转动。
9.根据权利要求1所述的一种轴承外表面平整度检测方法,其特征在于,所述夹头为三爪夹头。
10.根据权利要求1所述的一种轴承外表面平整度检测方法,其特征在于,所述夹头的中线与电机的转轴中心线重合。
技术总结本发明为一种轴承外表面平整度检测方法,其中检测设备包括控制装置、检测装置以及转动装置;其中控制装置分别与检测装置以及转动装置连接;检测装置与转动装置相邻设置,检测装置包括滑动部分、长度检测部分以及固定板,滑动部分以及长度检测部分均设置于固定板上;滑动部分与固定板滑动连接,长度检测部分能够检测滑动部分的滑动长度;通过设置检测装置包括滑动部分和长度检测部分以及固定板,其中滑动部分与固定板滑动连接,另一方面,检测装置还与转动装置相邻设置,使得检测装置能够与转动装置上的轴承贴紧,使轴承的外表面的凹凸变化能够转换为检测装置中的滑动部分与固定板的相对移动,进而实现对轴承表面平整度的准确检测。技术研发人员:赵瑜,颜建国,许方富,朱伟,金丽丽受保护的技术使用者:浙江大学台州研究院技术研发日:技术公布日:2024/9/9本文地址:https://www.jishuxx.com/zhuanli/20240911/290107.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。